Изобретение относится к индукционному нагреву металлических изделий и может быть применено для механизации и автоматизации электронагрева штучных заготовок под обработку металлов давлением.
Цель изобретения - упрощение конструкции путем совмещения выгрузки заготовок из индуктора со сбросом и повышение удобства обслуживания.
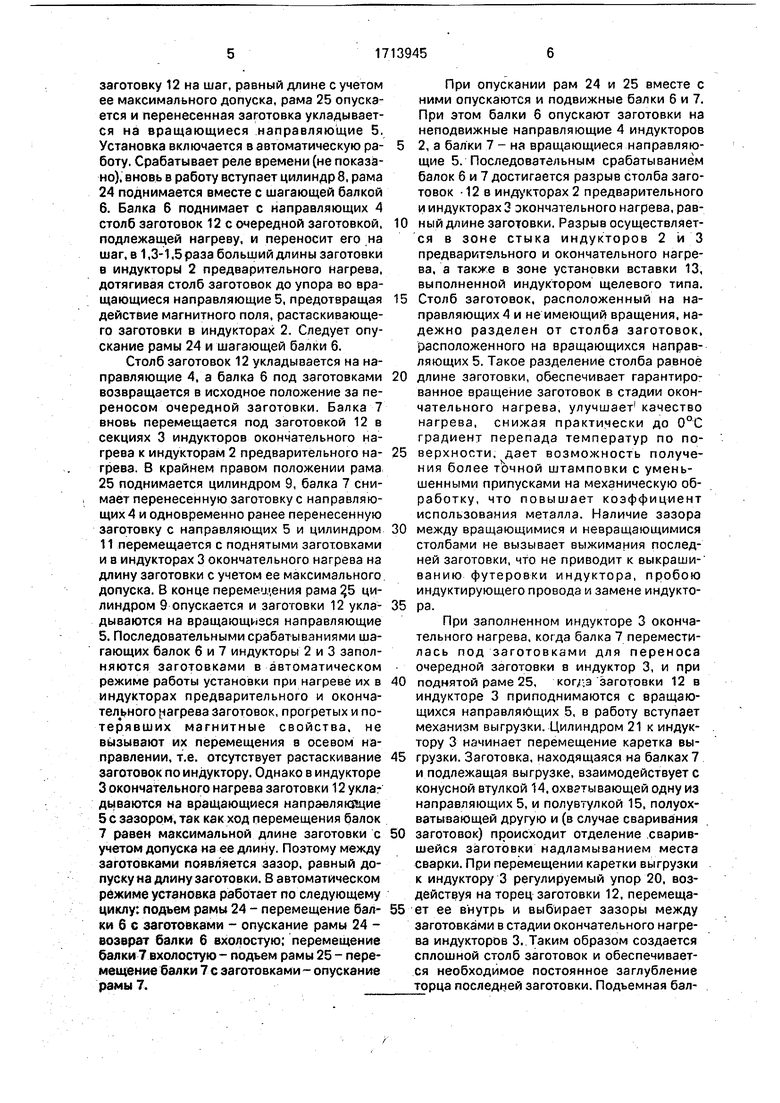
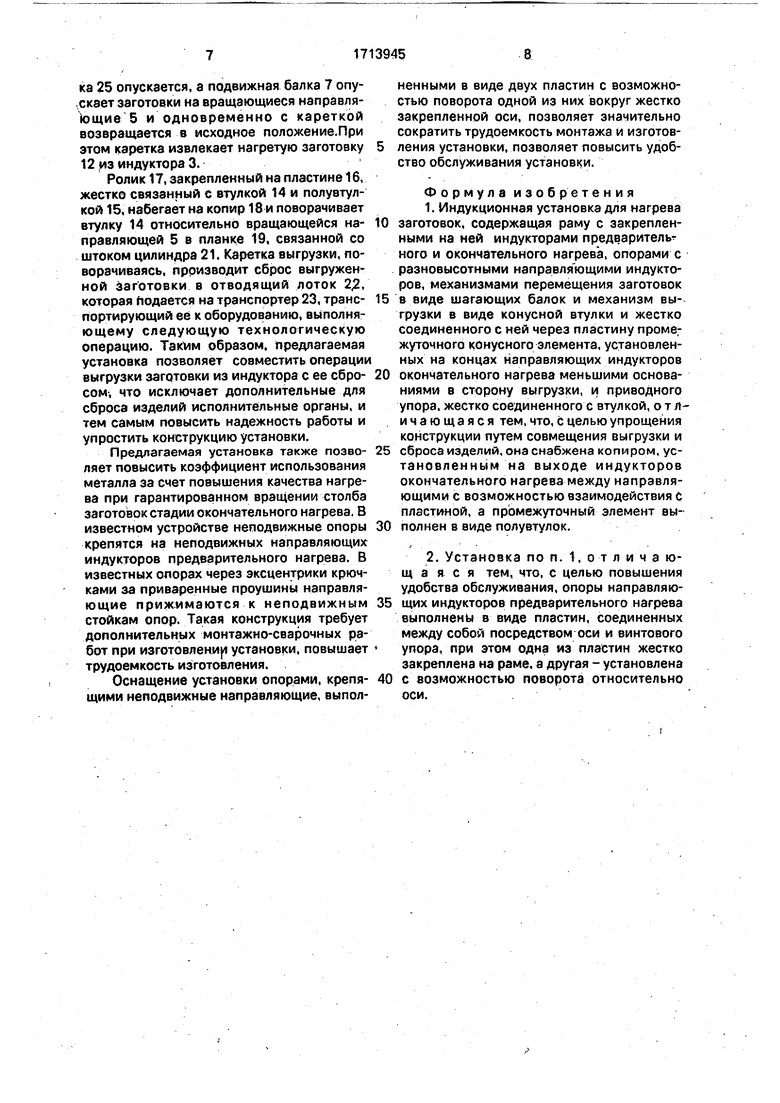
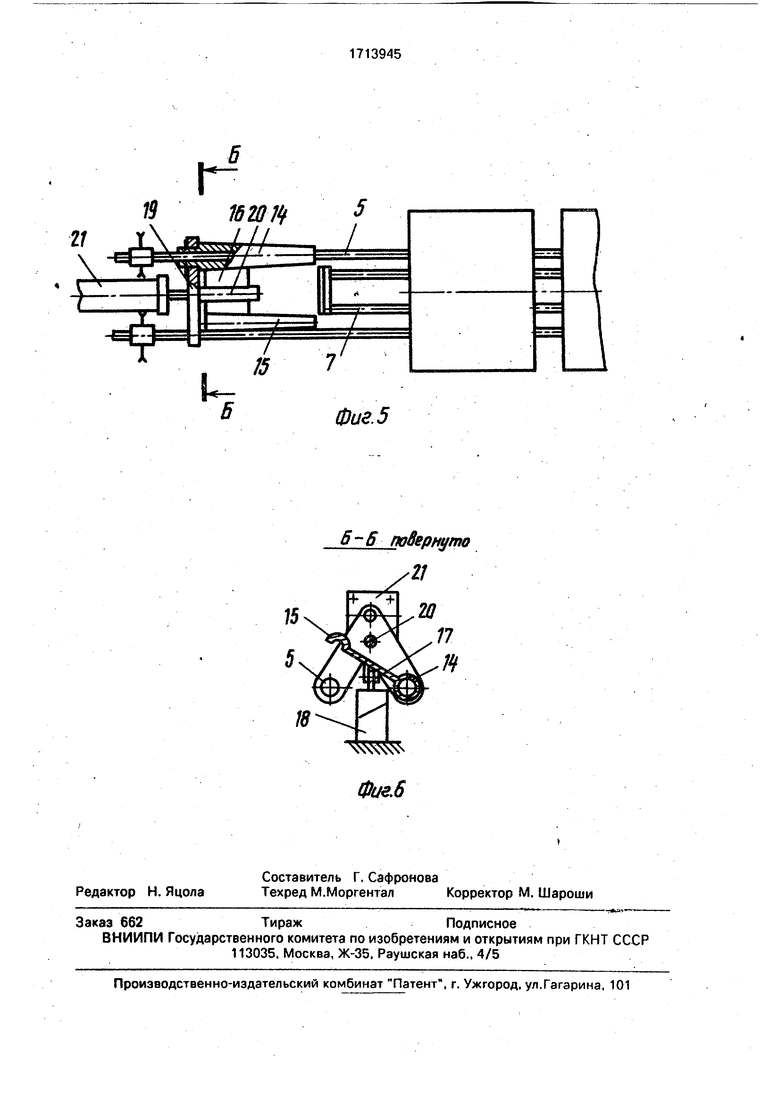
На фил 1 изображена предлагаемая индукционная установка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 положение каретки до и после выгрузки; на фиг. 4 - опоры неподвижных направляющих; на фиг. 5 - каретка выгрузки заготовок; на фиг, 6 -разрез Б-Б на фиг. 5.
Установка состоит из рамы 1, на которой установлены индукторы 2 и 3 предварительного и окончательного нагревов, внутри которых расположены разновысокие направляющие 4 и 5, выполненные из водоохлаждаёмых трубок. Перемещение заготовок по зонам нагрева осуществляется шагающими балками 6 и 7 посредством пневмоцилиндров подъема 8 и 9 горизонтального перемещения 10 и 11. Направляющие 4, расположенные ниже неподвижных направляющих 5, образуют перепад высот Н, являющийся упором для создания столба заготовок 12. Перемещение заготовок 128 индукторах 2 предварительного нагрева осуществляется на величину в 1,3-1,5 раза большую, чем длина заготовки, а в индукторах 3 окончательного нагрева на величину, равную максимальной, с учетом допуска, длине заготовки. Стык индукторов 2 и 3 предварительного и окончательного нагревов закрыт вставкой 13, представляющей собой индуктор щелевого типа. На направляющих 5 индукторов 3 окончательного нагрева установлена каретка выгрузки, выполненная втулкой 14, охватывающей одну из направляющих, и полувтулкой 15, полуохватывающей другую. Втулка 14 соединена жестко с полувтулкой 15 пластиной 16, оснащенной роликом 17, взаимодействующим с жестко установленным на раме 1 копиром 18, Каретка выгрузки установлена на планке 19, в которой закреплена с возможностью поворота втулка 14, охватывающая направляющую 5. Планка 19 снабжена упором 20 и посредством штока связана с цилиндром 21.
Выгруженная заготовка по лотку 22 отводится к транспортеру 23, которым подается на следу)ощую операцию. Шагающие балки 6 и 7 установлены в подъемных рамах 24 и 25 на катках 26 и 27. Цилиндрами 28 одностороннего действий балки 6 и 7 находятся 8 постоянном натяжении поступающим из пневмосети воздухом. Неподвижные направляющие 4 закреплены ни пластине 29, вращающейся относительно оси 30 с помощью винта 31 поворотной пластиной
32. Направляющие 5 получают вращение через звездочки 33 через цепную передачу 34 от электродвигателя 35. Балки 6 и 7 поддерживаются опорами 36. Подъемные балки 24 и 25 закреплены от горизонтального ,перемещения рычагами 37.
Установка работает следующим образом.
Включается схема автоматической работы установки, в пневмоцилиндры подается воздух, механизмы занимают исходные положения (фиг. 1). Воздух, поданный в пневмоцилиндры 28 одностороннего действия, обеспечивает постоянное натяжение подвижных балок 6 и 7. предотвращающее
их распирание заготовками 12, возможный выход из поддерживающих опор 36 и заклинивание механизмов перемещения. Заготовки 12 подаются на неподвижные направляющие 4, осуществляется подъем
рамы 24 цилиндром 8 и перемещение балки 6 в индуктор 2 пневмоцилиндром 10 горизонтального перемещения на величину, в 1,3-1,5 раза большую, чем длина заготовки. После совершения рабочего хода происхо
дит опускание рамы 24 и возврат балок 6 в исходное положение для перемещения следующей заготовки. Цикл работы повторяется до полного заполнения индукторов 2 предварительного нагрева заготовок,т.е.
до упора, созданного перепадом высот направляющими 4 и 5. Каждым циклом движения заготовки 12, растаскиваемые магнитным полем по индуктору предварительного нагрева, принудительно подтягивеется к упору, образуя таким образом непрерывный столб заготовок.
После заполнения индуктора 2 предварительного нагрева и создания в нем сплошного столба заготовок подвижная
балка 6 в опущенном положении под заготовками возвращается в исходное положение, т.е. за приемом и переносом очередных заготовок. В работу вступает подвижная балка 7 индукторов 3 окончательного нагрева/ Балка 7 в опущенном положении перемещается к индукторам 2. Цилиндром 9 подъемная рама 25 поднимается вместе с подвижной балкой 7 v, снимает заготовку 12 с неподвижных направляющих 4, поднимая
ее выше направляющих 5, которые через звездочки 33, цепную передачу 34 и электродвигатель 35 получают вращение в одну (по часовой или против часовой стрелки) сторону. Цилиндром 11 горизонтального перемещения балка 7 на катках 27 перемещает
заготовку 12 на шаг, равный длине с учетом ее максимального допуска, рама 25 опускается и перенесенная заготовка укладывается на вращающиеся направляющие 5. Установка включается в автоматическую работу. Срабатывает реле времени (не показано), вновь в работу вступает цилиндр 8, рама
24поднимается вместе с шагающей балкой 6. Балка 6 поднимает с направляющих 4 столб заготовок 12с очередной заготовкой, подлежащей нагреву, и переносит его на шаг, в 1,3-1,Б раза больший длины заготовки в индукторы 2 предварительного нагрева, дотягивая столб заготовок до упора во вращающиеся направляющие 5, предотвращая действие магнитного поля, растаскивающего заготовки в индукторах 2. Следует опускание рамы 24 и шагающей балки 6.
Столб заготовок 12 укладывается на направляющие 4, а балка 6 под заготовками возвращается в исходное положение за переносом очередной заготовки. Балка 7 вновь перемещается под заготовкой 12 в секциях 3 индукторов окончательного нагрева к индукторам 2 предварительного нагрева. В крайнем правом положении рама
25поднимается цилиндром 9, балка 7 снимает перенесенную заготовку с направляющих 4 и одновременно ранее перенесенную заготовку с направляющих 5 и цилиндром 11 перемещается с поднятыми заготовками и в индукторах 3 окончательного нагрева на длину заготовки с учетом ее максимального допуска. В конце перемещения рама 5 цилиндром 9 опускается и заготовки 12 укладываются на вращающиеся направляющие 5. Последовательными срабатываниями шагающих балок 6 и 7 индукторы 2 и 3 заполняются заготовками в автоматическом режиме работы установки при нагреве их в индукторах предварительного и окончател 1)Ного { aгpeвa заготовок, прогретых и потерявших магнитные свойства, не вызывают их перемещения в осевом направлении, т.е. отсутствует растаскивание заготовок по индуктору. Однако в индукторе 3 окончательного нагрева заготовки 12 уклзг дцваются на вращающиеся направляющие 5 с зазором, так как ход перемещения балок 7 равен максимальной длине заготовки с учетом допуска на ее длину. Поэтому между заготовками появляется зазор, равный допуску на длину заготовки. В автоматическом режиме установка работает по следующему циклу: подъем рамы 24 - перемещение балки 6 с заготовками - опускание рамы 24 возврат балки 6 вхолостую; перемещение балки вхолостую- подъем рамы 25 - перемещение балки 7 с заготовками опускание рамы 7.
При опускании рам 24 и 25 вместе с ними опускаются и подвижные балки 6 и 7. При этом балки б опускают заготовки на неподвижные направляющие 4 индукторов 5 2, а балки 7 - на вращающиеся направляющие 5. Последовательным срабатыванием балок 6 и 7 достигается разрыв столба заготовок 12 в индукторах 2 предварительного и индукторах 3 окончательного нагрева, равный длине заготовки. Разрыв осуществляется в зоне стыка индукторов 2 и 3 предварительного и окончательного нагрева, а также в зоне установки вставки 13, выполненной индуктором щелевого типа.
5 Столб заготовок, расположенный на направляющих 4 и не имеющий вращения, надежно разделен от столба заготовок, расположенного на вращающихся направляющих 5. Такое разделение столба равное
0 длине заготовки, обеспечивает гарантированное вращение заготовок в стадии окончательного нагрева, улучшает качество нагрева, снижая практически до 0°С градиент перепада температур по по5 верхности. дает возможность получения более точной штамповки с уменьшенными припусками на механическую обработку, что повышает коэффициент использования металла. Наличие зазора
0 между вращающимися и невращающимися столбами не вызывает выжимания последней заготовки, что не приводит к выкрашиванию футеровки индуктора, пробою индуктирующего провода и замене индукто5 ра.
При заполненном индукторе 3 окончательного нагрева, когда балка 7 переместилась под заготовками для переноса очередной заготовки в индуктор 3, и при
0 поднятой раме 25, заготовки 12 в индукторе 3 приподнимаются с вращающихся направляющих 5, в работу вступает механизм выгрузки. Цилиндром 21 к индуктору 3 начинает перемещение каретка выгрузки. Заготовка, находящаяся на балках 7 и подлежащая выгрузке, взаимодействуете конусной втулкой 14, охватывающей одну из направляющих 5, и полувтулкой 15, полуохватывающей другую и (в случае свариваний
0 заготовок) происходит отделение .сварившейся зёготовки надламыванием места сварки. При перемещении каретки выгрузки к индуктору 3 регулируемый упор 20, воздействуя на торец заготовки 12, перемещает ее внутрь и выбирает зазоры между заготовками в стадии окончательного нагрева индукторов 3. Таким образом создается сплошной столб заготовок и обеспечивается необходимое постоянное заглубление торца последней заготовки. Подъемная балka 25 опускается, a подвижная балка 7 опу.скает заготовки на вращающиеся направля)ощие 5 и одновременно с кареткой возвращается в исходное положение.При этом каретка извлекает нагретую заготовку 12 из индуктора 3.
Ролик 17, закрепленный на пластине 16, жестко связанный с втулкой 14 и полувтулкой 15, набегает на копир 18 и поворачивает втулку 14 относительно вращающейся направляющей Б в планке 19, связанной со штоком цилиндра 21. Каретка выгрузки, поворачиваясь, производит сброс выгруженной Заготовки в отводящий лоток 2;2, которая Подается на транспортер 23, трансСортирующий её к оборудованию, выполняющему следующую технологическую операцию. TaKViM образом, предлагаемая установка позволяет совместить операции выгрузки заготовки из индуктора с ее сбросом, что исключает дополнительные для сброса изделий исполнительные органы, и тем самым повысить надежность работы и упростить конструкцию установки.
Предлагаемая установка также поэволяет повысить козффициент использования металла за счет повышения качества нагрева при гарантированном вращении столба загото1вок стадии окончательного нагрева, В известном устройстве неподвижные опоры крепятся на неподвижных направляющих индукторов предварительного нагрева. В известных опорах через эксцентрики крючками за приваренные проушины направляющие приж-имаются к неподвижным стойкам опор. Такая конструкция требует дополнительных монтажно-сварочных работ при изготовлен.и|1 установки, повышает трудоемкость изготовления.
Оснащение установки опорами, крепящими неподвижные направляющие, выполненными в виде двух пластин с возможностью поворота одной из них вокруг жестко закрепленной оси, позволяет значительно сократить трудоемкость монтажа и изготовления установки, позволяет повысить удобство обслуживания установки.
Формула изобретения
1.Индукционная установка для нагрева заготовок, содержащая раму с закрепленными на ней индукторами предварительг ного и окончательного нагрева, опорами с разновысотными направляющими индукторов, механизмами перемещения заготовок в виде шагающих балок и механизм выгрузки в виде конусной втулки и жестко соединенного с ней через пластину проме жуточного конусного элемента, установленных на концах направляющих индукторов окончательного нагрева меньшими основаниями в сторону выгрузки, и приводного упора, жестко соединенного с втулкой, от личающаяся тем, что, с целью упрощения конструкции путем совмещения выгрузки и сброса изделий, она снабжена копиром, установленнь1м на выходе индукторов окончательного нагрева между направляющими с возможностью взаимодействия с пластиной, а промежуточный элемент выполнен в виде полувтулок.
2.Установка по п. 1, о т л и ч а ющ а я с я тем, что, с целью повышения удобства обслуживания, опоры направляющих индукторов предварительного нагрева выполнены в виде пластин, соединенных между собой посредством оси и винтового упора, при этом одна из пластин жестко закреплена на раме, а другая - установлена с возможностью поворота относительно оси.
П
Фиг.2 Т
/
Фиг А 25
фие.5
L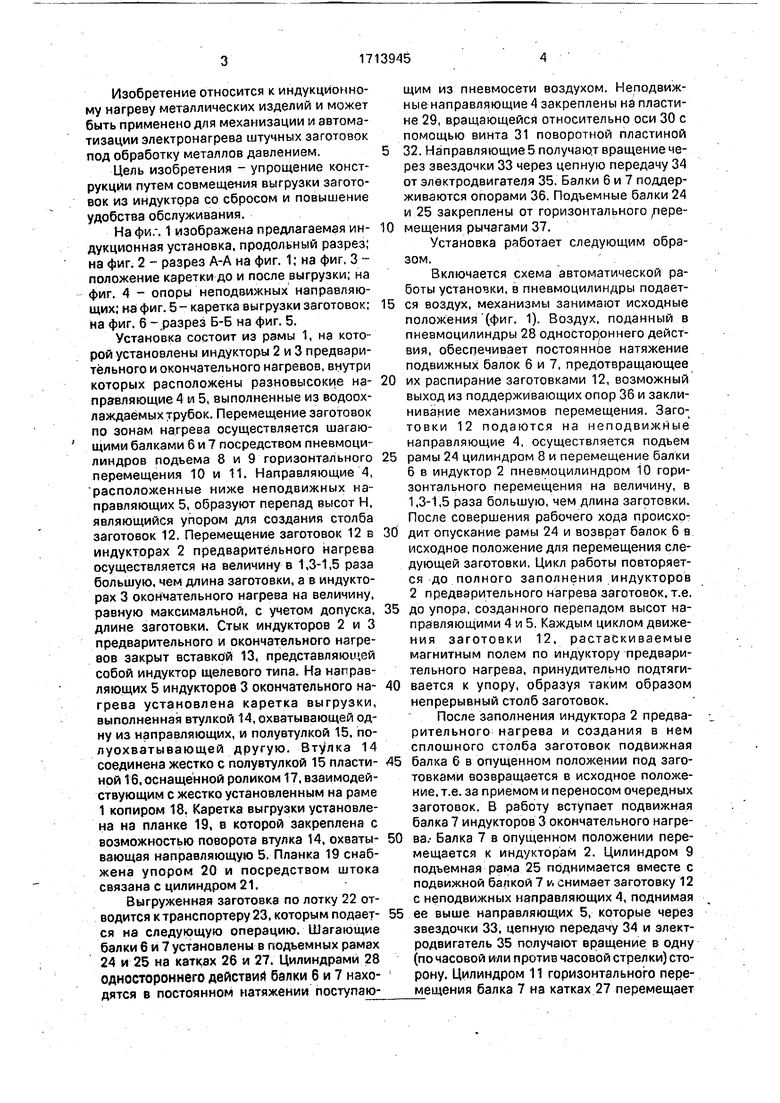
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для нагрева заготовок | 1983 |
|
SU1164285A1 |
| Индукционная установка для нагрева штучных заготовок | 1980 |
|
SU897864A1 |
| Установка для индукционного нагрева | 1980 |
|
SU872574A1 |
| Шаговый конвейер для перемещения заготовок через цилиндрический индуктор | 1988 |
|
SU1597398A1 |
| Установка для нагрева заготовок | 1976 |
|
SU663736A1 |
| ИЗОСТАТ | 2007 |
|
RU2366538C2 |
| ИЗОСТАТ | 2006 |
|
RU2308355C1 |
| Печь для нагрева тонких заготовок металла | 1991 |
|
SU1803689A1 |
| Устройство для перемещения длинномерных заготовок в нагревательной печи с нижней загрузкой и выгрузкой | 1987 |
|
SU1453139A1 |
| Установка для нагрева плоских заготовок | 1982 |
|
SU1041587A1 |
Изобретение относится к индукционному нагреву металлических изделий и может быть применено для механизации и автоматизации нагрева штучных заготовок под обработку металлов давлением. Цель изобретения - упрощение конструкции путем совмещения выгрузки и сброса заготовок. Установка содержит раму 1 с установленными на ней индукторами 2, 3 предварительного и окончательного .нагрева, с направляющими 4 и 5 в виде водоох- лаждающих трубок, размещенных на опорах, подвижные балки 6 и 7 для горизонтального перемещения заготовок 12. На направляющих 5 индукторов 3 окончательногонагрева установлена каретка выгрузки в виде втулки и полувтулки 15, жестко соединенных между собой пластиной, имеющей возможность поворота относительно продольной оси направляющей 5 и взаимодействующей с корпусом. Каретка также жестко соединена с упором 21. Выгруженная заготовка по лотку 22 отводится к транспортеру 23. Опоры направляющих 4 индукторов предварительного нагрева выполнены в виде оластин 29, одна из' которых жестко закреплена на раме, а другая соединена с ней посредством винтового упора и оси и установлена с возможностью поворота относительно оси. Совмещение операции выгрузки заготовок из индуктора с ее сбросом за счет выполнения каретки в виде втулки и жестко соединенной с ней полувтулки с возможностью поворота относительно продольной оси направляющей и взаимодействия с размещенным под направляющими копиром исключает дoпoлнитeль^:ыe исполнительные органы для сброса изделий и тем самым упрощает конструкцию установки. Выполнение опор в виде пластин упрощает удобство обслуживания установки. 6 ил.(Лс2/гз гг п и26 8CJю4^ СП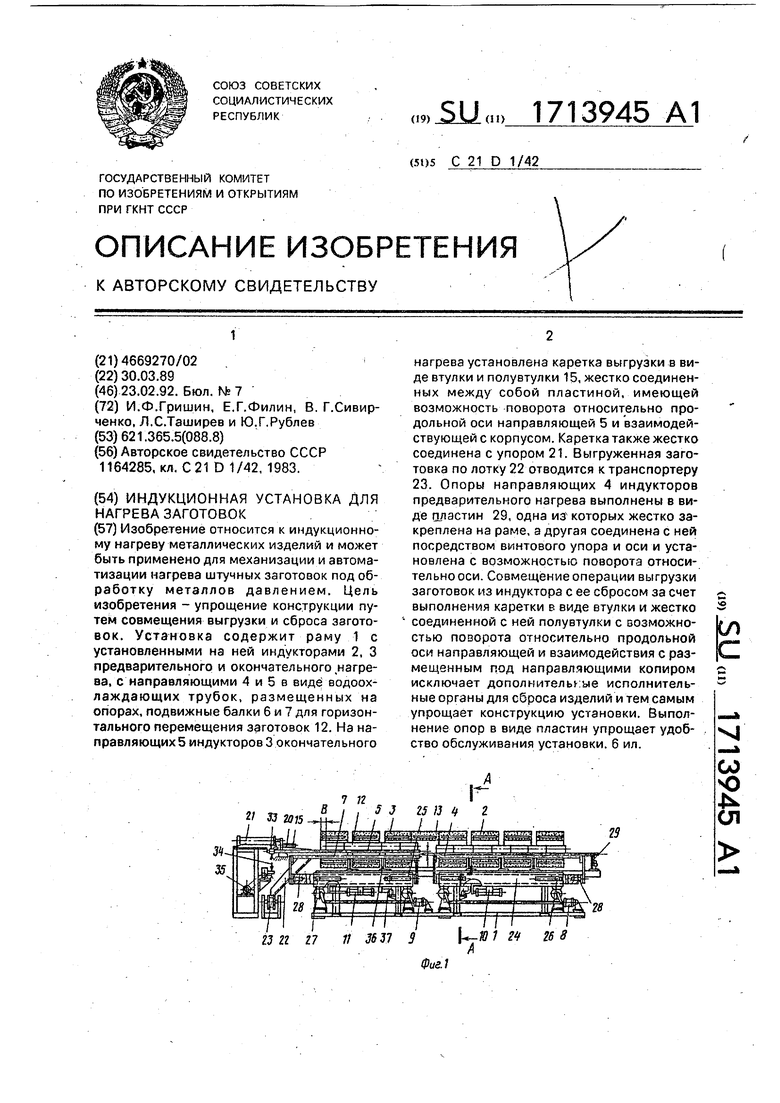
W
| Индукционная установка для нагрева заготовок | 1983 |
|
SU1164285A1 |
| кл, 021 D 1/42, 1983. | |||
