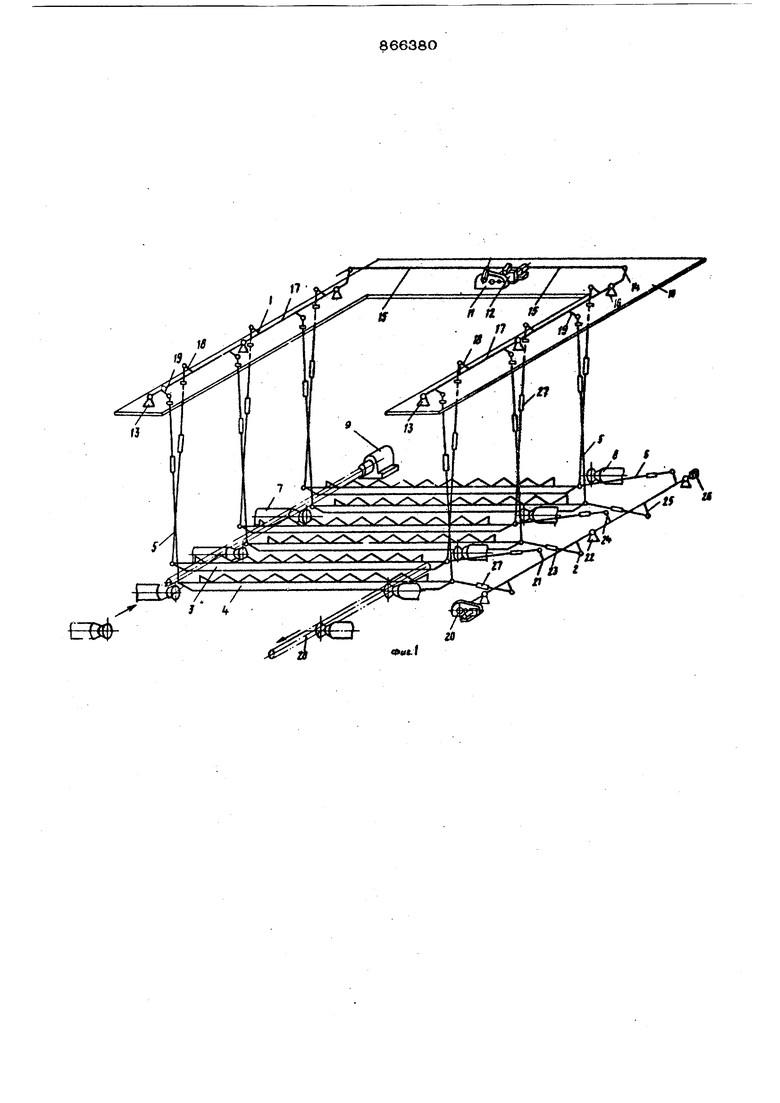
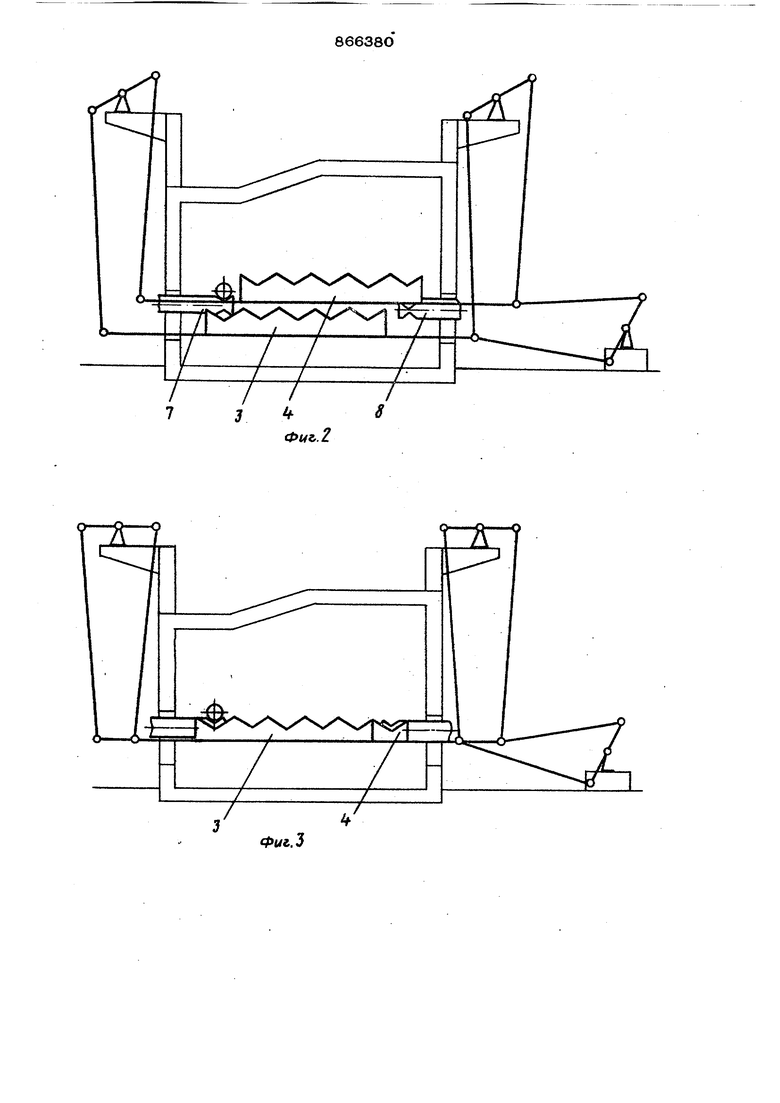
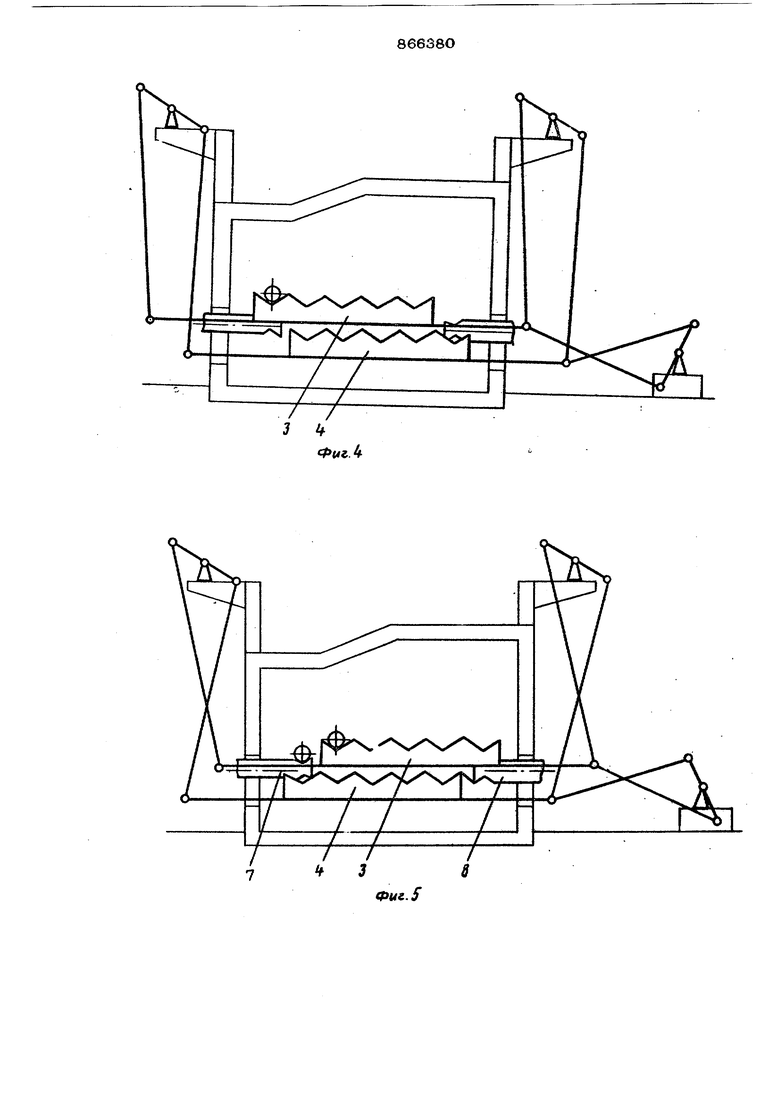
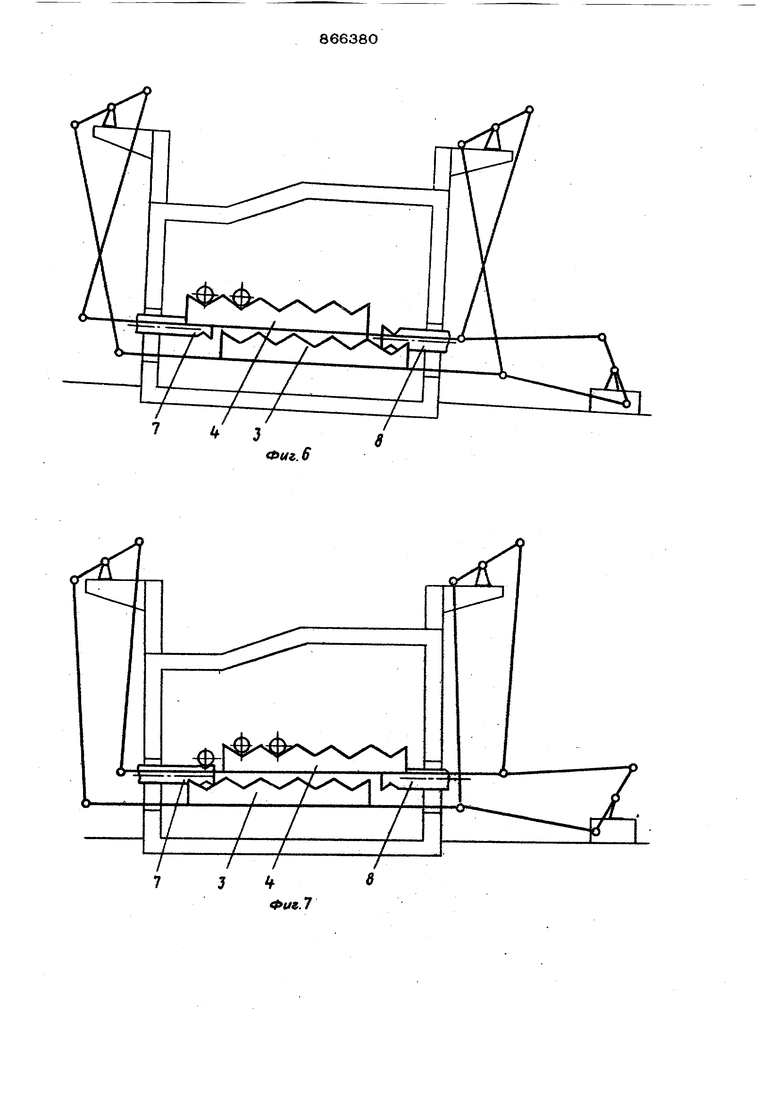
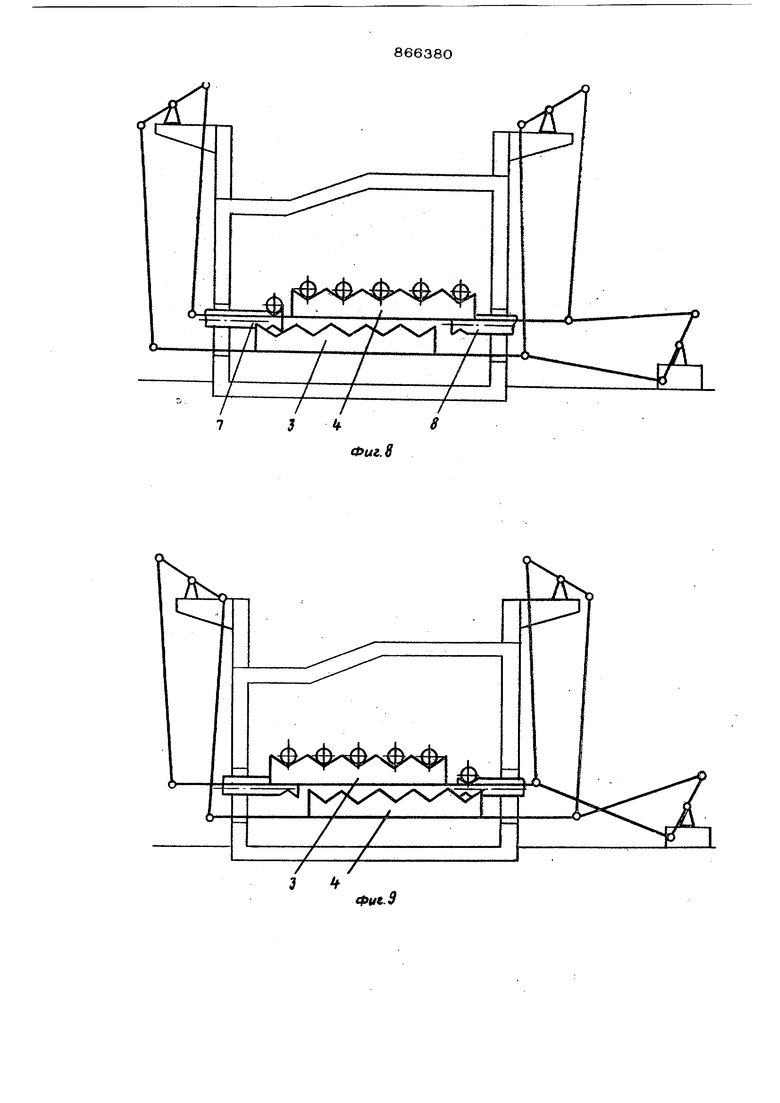
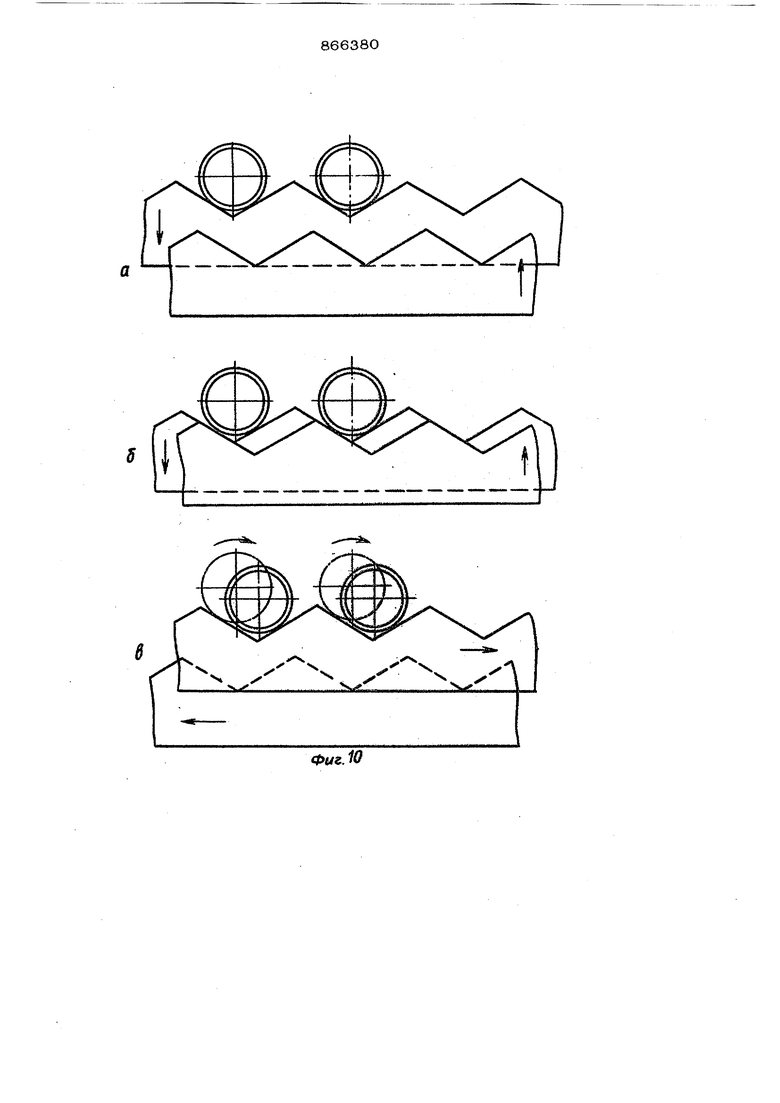
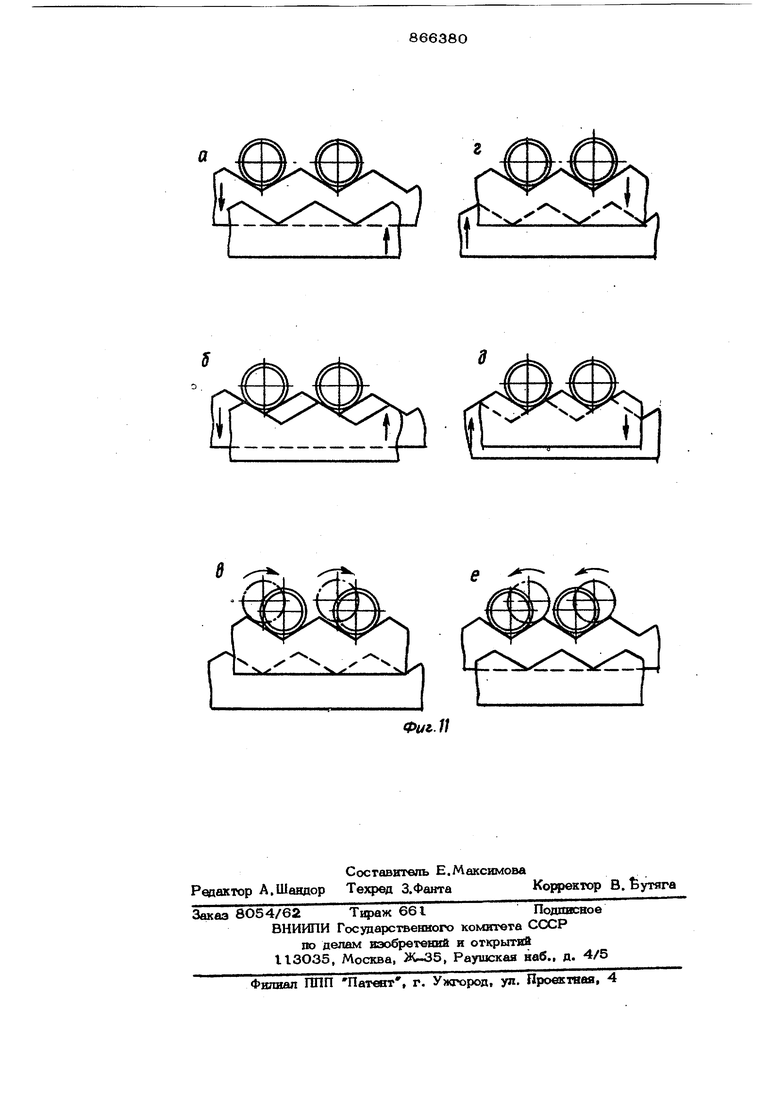
Изобретение относится к устройствам для перемещения изделий, преимущественно труб, в нагревательных печах. Известно устройство для переметцения изделий шагающими балками в нагреватель ных печах, включающее двухопорные балки и привод, соединенные коленчатым ва7ЮМ с диаметрально расположенными кривошипами. Балки проходят по длине печи между роликами внутрипечных рольгангов МОднако это устройство обладает рядом недостатков, снижающих эффективность (9го использования. Конструкцией и кинематической схемой механизма шагания предопределена круговая траектория движения балок, при котор полъ&л и передвижение нагреваемых в печи труб происходит одновременно. В св зи с этим требуется тщательное1 иаготов- левие и монтаж трансмиссий с коленвалам так- как сбивка кривошипов с общей плоскости приводит к неодновременности дви- жешся всех балок по круговой траектории. ЧТО вызывает перекос труб и затрудняет их выдачу из печи. Конкретная постоянная величина эксценриситета кривошипов ограничивает эксплуатационные возможности устройства: невозможно обеспечить поворот труб в процессе их перемещения через печь, в связи с чем всегда лежит в гнездах балок одними и т&лк же участками, что приводит к неравномерности нагрева, образованию тетиных колец на трубах и искривлопйо труб, что затрудняет их выдачу из печи; невозможно изменить величину подъема балок в зависимости от прогиба расположенных на балках нагретых труб, - умедъшить величину подъела балок в случае нагрева труб больших диаметров и увеличить в случае нагрева труб меньших диаметров, что не позволяет сократить рабочий цикл шагания и увеличить производительность устройства при нагреве труб больших диаметров. В известном устройстве затруднен доступ к расположенным с обоих торцов печи трансмиссиям с коленвалами, их обслуживание и ремонт, так как сверху онк С трансмиссии) пересекаются роликами виутреяних рольгангов Усложнена установка всех балок каждой группы на один уровень и соогветс вуклдих гнезд всех бшгок в одну лшсшо, что необходимо для обеспечения четкого п емещения труб в печи. Наиболее близким по технической сущкости и досмгао ому результату является подъемно-качающееся устройство передачи изделия в нагревательных печек Это устройство включает одвд груяду передвижных и одну группу стациойарг-п-лх балок, механизмы подъема и передвйжеша балок, причем механизм вьшодаге в виде двух вертикально перемещающихся от гидроприводов, расположенных на че тьфех колоннах вне печи над. фуш амеитами: балок, к которьп на закреп ленных тягах подвешены передвижные бал ки. Подвесной характер соединения передвижных балок с механизмом подъема и прямоугольная траек1чзрия их движения предопределяли важные эксплуатационные и технологические достоинства устройства удобство регулировки горизонтального перемещения балок, обеспечение регламенти рованного поворота труб в процессе их транспортировки через печь и, как следствие - равномерный нагрев и прямолинейность труб; открытый доступ к оборудованию и удобство его обслуживания и ремонта (отсутствие трансмиссии, пересе каемых роликами внутрипечных рольгангов); простота установки всех передБШк« ных балок на один уровень и соответствующих гнезд всех бапок в одну пинию; надежное перемещение труб через печь Однако и этому устройству присущи недостатки. Перемещение труб в печи осуществляется только одной (передвиж:ной) группой балок, что ограничивает производительность устройства. При иоцъ&ле нагрева« в печи труб необходимо одновремйшо под нимать основные и подвешенные к ним передвижные балки. Дополнительный расход энергии для подъема этих балок снижает экономичность устройства. Основным недостатком устройства является сложность изметсения величины подъет а передвижных балок, которая огра ничивается с помощью восьми конечньзх выключателей. Так как перестановки этих конечных выключателей для изменения ве личины пoдъиvIa балок требуют большой затраты времени и связаны с перерывом в работе печи, на практике величину подъема не изменяют. Цель изобретения - увеличение производительности, aKoHoiviK4HocTH и расшврешы ©ксплуатаизйонной возможности устройства. Поставленная цель достигается тем, что в известном устройстве, содержащем внутрипечные рольгаиги загрузки и выгрузки, балки с профилированными рейками к механизмы горизонтального перемещения :a: подъема балок, механизм поцъ&ла балок вь гюлнен а виде приводных трансмиссий, ьш риалах которых в чередующейся последоBfl.T-ei bHoci H нсестйо закреплены диаметраль ;ю раополоксвнные рьшаги, шарнирно соецШ1екные с зюь ошью вертикальных тягс ба тками. Кроме тогов при совмещении балок по в тккалк уровень нваа гнезд профилированных реек расположен нюке верха роликов внутрипечных pomj miroB. На фиг. I показано предпеагаилое уст ройство, общ1й вид; на фиг. 2 - 9 - фазы цикла работы устройства в технологической последовательности; на фиг. 10 - подхват балками- жаде.чий V труб) при перемещении последних через печь с гюворотом; на фиг. 11 - поворот изделий 1труб) на балках устройства при длительной задержке труб в . Устройство (фиг. I) состоит из механиэ.. ма поаъема 1,механизма перецвижения 2,перецвижных балок первой группы 3,передвижных балок второй группы 4,тяг 5 и 6,шарнир- но соединяющих балки 3 и 4 соответственно с механизмами подъема и передвижения. Балки по длине печи расположены между роликами внутрипечных рольгангов загрузки 7 и выгрузки 8. В конце рольганга загрузки в печи имеется упор 9. Механизм подъема балок, вьшесенаый на верх устройства, смонтирован на площадке 1О, расположенной с двух торцов печи, и включает привод tic командоаппаратом 12, две рычажные трансмиссии 13, со&диненные рычагами 14 и тягами 15 с приводом. Каждая трансмиссия, установленная с возможностью поворота в опорах 16 включает вал 17 и рычаги 18 и 19, жестко закрепленные на валу в противопопож ном направлении в чередукяцейся последо вательности. Механизм передвижения балоК включает соединенные муфтой привод ЙО и рычажную трансмиссию 21. Трансмис- С1Ш, установленная с возможностью поворота в опорах 22, содержит вал 23 и рычаги 24 и 25, жестко закрепленные не валу в протиБоположных направлениях в чередующейся последовательности. Трансмиссия соединена с командоаппаратом 26. Передвижные балки 3 и 4 с профшпфованными рейками, имеющими гнезда для труб, шаршфио подвешены с помощью тяг 5 к рьтчажным трансмиссиям механиэма подъема и с помощью тяг 6 соединены с трансмиссией механизма передвижения. Все балки 3 подвешены к рычагам 1 обеих трансмиссий 13 и соединены с ры«чагами 24 трансмиссии 21, а балки 4 соответственно к рычагам 19 и с рычагами 25. Для установки всех балок каждой группы на один уровень и всех гнезд балок каждой группы в одну линию тяги 5 и 6 снабжены регулировочными (стяжными) гайками 27. Длина тяг 5 выбирает ся такой, чтобы в среднем положении t момент совмещения балок обеих групп по высоте при повороте трансмиссии 13) уровень ,всех балок был ниже верха роликов внутрипечкь(х рольгангов. При этих условиях передвижные балки не препятствуют движению трубы 28 по рольгангам 7 и 8. Работа устройства происходит следующим образом. Заход трубы 28 в печь начинается в момент, когда первая группа балок 3 находится в крайнем нижнем и крайнем заднем положении, т.е. когда первые гнезда этих балок расположены под роликами рольганга загрузки 7, а вторая группа бйлок 4 находится в крайнем верхнем и крайнел переднем положениях, т.е. когда последние гнезда этих балок расположены над роликами рольганга выгрузки 8 (фиг.2) Крайние передние и задние положения балок фиксщ)уются командоаппаратом 26 привода механизма передвижения, который дает команду на включение предпечного рольганга, т.е. на заход трубы в печь, и на включение привода механизма подъема т.е. на поворот трансмиссий 13 по часово стрелке на некоторьШ угол, при котором будет обеспечен)а заданная величина водъevia (опускания) балок. По рогаыгаягу 7 труба доходит до упора 9, после чез:к балки 3 и 4 перемешаются вертикально навстречу аруг аругу. Пройдя среднее положение (момент совмещения балок обеих групп), балки 3 снимают трубу 28 с роликов рольганга 7 (фиг. 3) и продолжают с ней движение вверх до крайнего положе ния. Одновременно балки 4 опускаются вниз (фиг. 4). Остановка и фиксирование белок в верхнем н нимнга положениях осуществляется командоаппаратом 12 привода механизма подъел€а, который дает команду на включение привода механизма передвижения. Балки 3 с трубой, снятой с рольганга 7, перемещаются вперед в сторону рольганга выгрузки 8, а балки 4 назад в сторону рольганга 7 (фиг. 5). Остановка и фиксщтование балок в этих положениях командоаппаратом 26, который дает команду на заход очередной трубы в п«гчь и на включение механизма подъема, т.е. на поворот трансмиссии 13 против часовой стрелки. Тепорь балка 4, пройдя среднее положение, снимает очередную трубку с рольганга 7 и трубу, находившуюся на балках 3, которые уже без трубы опускаются вниз (фиг. 6). Остановка и фш;сирование крайних высотных положений балок осуществляется комавдоаппаратом 12, который дает команду на включение привода механизма передвижения Трансмиссия 21 поворот на заданный угол, но уже в другом направле1ши, и балки 4 о двумя .трубами перемацаются вперед, а балки 3 назад (фиг. 7),.Вышеописанным способом все зашедшие в печь трубы поочередно снимаются балками обеих групп и транспортируются ими в сторону рольганга 8. Когда вся печь заполнится трубами, очередная труба с рольганга 7 и трубы, находящиеся на устройстве, снимаются балками одной группы при их подъеме, а труба, находящаяся в последнем гнезде балок другой группы, при опускании последних укладывается на рольганг 8 и вьщается из печи 1ФИГ. 8,9). Аналогичным образом после совершения каждой группой балок половины цикла шагания одна труба снимается с рольганга загрузги, одна укладывается на рольгаш вьптэуэки, а остальные трубы переносятся на один шаг в сторону выдачи. Если при перемодении труб через печь их поворот не требуется, то величина горизонтального перемещения принимается равной шагу гнезд. В этом случае в момент встречи балок по высоте их гнезда совмещаются, и трубы снимаются балками одной группы с балок другой грурты впадиншли гнезд. При этом поворот труб не происходит, и они ложатся в гнезда той же стороной, которой лежали в гнеэдах другой группы балок 1фиг. 29), При необходимости поворота труб в npouiKx e перемещения их через пет величина горизонтального перемещения балок принимается мены, ч&л расстояние между соседними хэдевдами. Эго достигается уменьшение угла поворота трансмиссии 2-1 путем иаменешгя отключающего кулач- ка комашоаппарата 26, В этом случае в 86 момент встречи балок групп по высоте их гнеада будут смещены, и трубы снимаются бапками одной грушш с балок другой группы наклонными участками гнезд, газ которым трубы сами подкатываются к впадинам гнезд (фиг. tO).. Благодаря повороту, трубы ложатся в гнезда другой стороной, не той, которой они лежали в гнездах другой группы балок В процессе прохождения через печь трубы многократно поворачиваются вокруг своей продольной оси. УГОЛ поворота трансмиссии 21 и изменение длины наклонного участка гнезд, по которому перекатываются трубы при переходе их с одной группы балок на другую, могут назначаться различными в зависимости от требуемой интенсивности поворота труб, их диаметра и толщины стенок. При необходимости изменени величины подъема балок изменяется угол поворота трансмиссии 13 механизма подъема путем соответствующего поворота отключающего кулачка командоаппарата 12. При нагреве труб максимальных диаметров имеющих минимальный прогиб в печи, угол поворота трансмиссии 13 в обе стороны назначается минимальным, минимальной будет и величина подъема и опускания балок. При нагреве труб минимальных диаметров, имеющих максимальный прогиб, угол поворота трансмиссий, а., следователь но, и величина подъема и опускания балок будут максимальными. Конструкция устрой ства и управляющая его работой автомати ка, в которой использованы простейшие датчики и электросхемы, позволяют в слу чае алительной. задержки труб в печи избежать их искривления путем покачивания многократных поворотов. Для этого из с xevfbiавтоматики выводится механизм передвижения балок, а механизм подъетла балок включается на непрерьгоный режим работы. При этом гнезда балок обеих групп устанавливаются со смещением. При каждом цикле работы механизма подъема трубы .подхватываются балками каждой группы и дважды по наклонным 0 участкам гнезд подкатьн аются к впадинам. Повороты каждой трубы происходят в противоположных направлениях, - в одну сторону на одной группе балок, в другую на другой группе балок 1фиг, II г, а, 4 и осуществляются в одних и тех же гнездах. Благодаря этому трубы подогреваются равномерно и не деформируются. Предлагаемое устройство решает вопрос повышения 1фоизводительности и экономичности, улучшения качества труб, облегчения и сокращения времени монтажа и ремонта оборудования, улучшения условий обслун ивания печи. Это устройство в составе печи с шш аюшими балками в соответствии с ТЭО реконструкции цеха подшипниковых труб Нижнеднепровского трубопрокатного завода им. Либкнехта предполагается испоЛьзовать в линии нового тоубошэокатного агрегата.В результате реконструкции цеха годовое производство труб возрастает на 1ОО тыс.т, годовой экономический эффект ориентировочно ссхзтавит ЗД млн. руб. t о р м у л а из обретения Устройство для перем цения изделий, содержащее внутрипечные рольганги загрузки h выгрузки, балки с профилированными рейками, механизмы горизонтального перемещения и подъема балок, отличающееся тем, что, с целью увеличения щюизводительности, экономичности и расщирения эксплуатационных возможностей, механизм подъема балок выполнен в виде приводных трашзмиссий, на валах которых в ч едукицейся последовательности жестко закреплены гщаметрально расположенные рычаги, шарнщзно соединенные с помощью вертикальных тяг с балками. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 268471, кл. С 21 1 9/О8, 197О. 2.Авторское сввдетельство СССР N 152483, кл. С 21 D 9/ОО, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для нагрева тонких заготовок металла | 1991 |
|
SU1803689A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ТРУБ | 1968 |
|
SU218201A1 |
| Проходная печь с роликовым подом | 1982 |
|
SU1083053A1 |
| Устройство для загрузки-выгрузки нагревательных печей | 1982 |
|
SU1035390A1 |
| Печь для термической обработки изделий | 1978 |
|
SU836153A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВКИ ИЗДЕЛИЙ | 1972 |
|
SU323458A1 |
| Устройство для подачи труб на токарный трубонарезной станок | 2019 |
|
RU2727629C1 |
| Поточная линия обработки труб | 1977 |
|
SU901048A1 |
| Нагревательная печь | 1979 |
|
SU808818A1 |
| Способ нагрева длинномерных цилиндрических изделий | 1979 |
|
SU1063848A1 |
а
г
