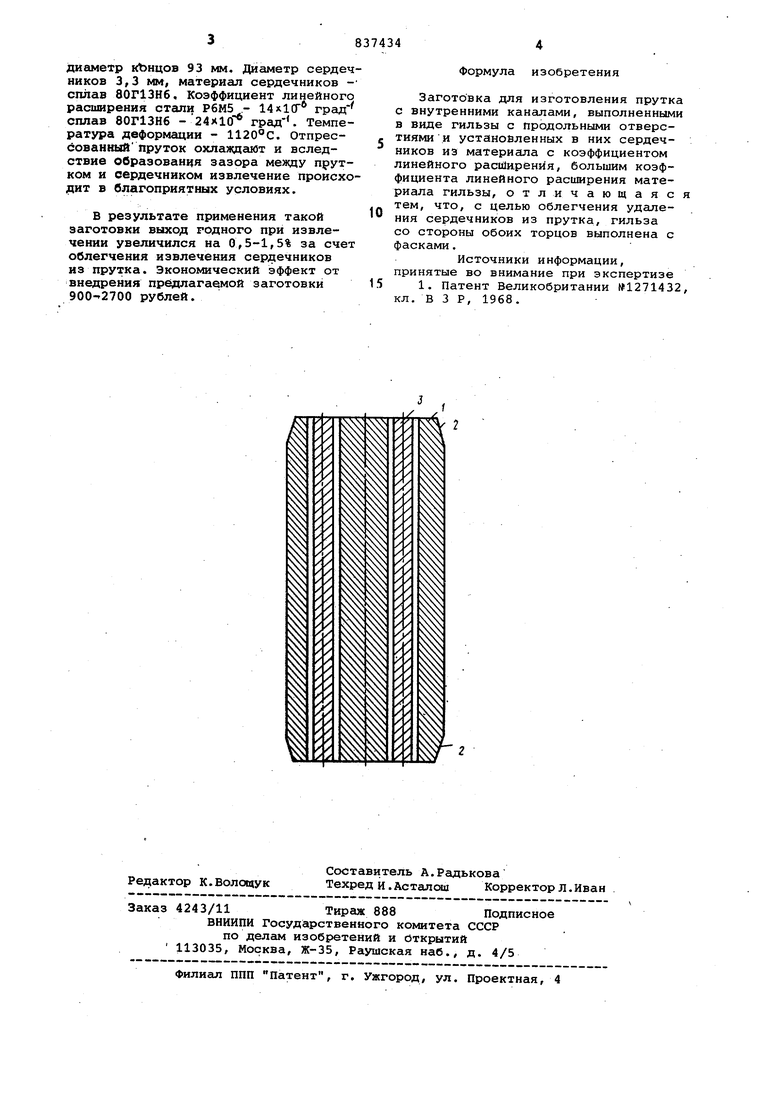
Изобретение относится к обработке металлов давлением, а точнее к области изготовления прессованных изделий. Известна заготовка для прессования или прокатки прутков с внутренними каналами, выполненная в виде гильзы с продольными отверстиями и установленных в них сердечников из марганцевистой стали, обладагадей больимм коэффициентом линейного рас ширения, чем материал гильзы. Серде ники удаляются из прутка растяжение после горячей деформации 1. Однако при извлечении сердечнико с невысокой пластичностью происходя их обрывы, что требует повторения операция, снижает выход годной продукции . Цель изобретения - улучшение условий извлечения сердечника из прутка. . поставленная цель достигается тем, что в заготовке, выполненной в виде гильзы с продольными отверсти и установленных в ней сердечников из материала с коэффициентом линей го расширения, большим коэффициент линейного расширения материала гил зы, гильза со стороны обоих торцрв выполнена с фасками. После деформации заготовки с сердечниками, вставленными в отверстия гильзы переменного сечения (т.е. с фасками), концы сердечников, в прутке имеют большее сечение, чем в его средней части. Из-за большого коэффициента линейного расширения марганцевистой стали и-большего сечения концов сердечник не имеет возможности перемещаться в осевом направлении, растягивается и отходит от стенок канала, образуя зазор. Это облегчает извлечение сердечника. На чертеже изображена заготовка. Заготовка состоит из гильзы 1, выполненной в виде цилиндра (прямоугольника, квадрата) с фасками 2 со стороны обоих торцов ее с сердечниками 3. При деформации заготовки концы гильзы 1 подвергаются меньшему обжатию, чем ее средняя часть, что приводит к получению большого сечения концов сердечников 3. Предлагаемая заготовка опробована для получения прутка из быстрорежущей стали РбМ5 диаметром 25 мм, длиной 6 м с внутренними каналами. Диаметр средней части гильзы 97 мм.
диаметр кЪнцов 93 мм. Диаметр сердечников 3,3 мм, материал сердечников - сплав 80Г13Н6. Коэффициент линейного расширения стали Р6М5 .- 14х1СГ град сплав 80Г13Н6 - 24x10 град . Температура деформации - 1120С. Отпресаованный пруток охлаждают и вследствие образования зазора между прутком и сердечником извлечение происходит в благоприятных условиях.
В результате применения такой заготовки выход годного при извлечении увеличился на 0,5-1,5% за счет облегчения извлечения сердечников из прутка. Экономический эффект от внедрения предлагаемой заготовки 900-т2700 рублей.
Формула изобретения
Заготовка для изготовления прутка с внутренними каналами, выполненными в виде гильзы с продольными отверстиями и установленных в них сердечников из материала с коэффициентом линейного расширения, большим коэффициента линейного расширения материала гильзы, отличающаяс тем, что, с целью облегчения удаления сердечников из прутка, гильза со стороны обоих торцов выполнена с фасками.
Источники информации, принятые во внимание при экспертизе
1. Патент Великобритании №1271432 кл. В 3 Р, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления прутков с внутренними отверстиями | 1979 |
|
SU871867A1 |
| Способ изготовления изделий с внутренними каналами | 1985 |
|
SU1248684A1 |
| Способ изготовления полых многоканальных профилей | 1977 |
|
SU648302A1 |
| Способ изготовления прутков с внутренними каналами | 1981 |
|
SU969354A2 |
| Состав противосварочной пасты | 1978 |
|
SU674852A1 |
| Сплав для сердечников на основе железа | 1978 |
|
SU718494A1 |
| Заготовка для изготовления деформирования прутков с внутренними каналами | 1978 |
|
SU735371A1 |
| Смазка для калибрующих стержней при экструдировании полых профилей | 1976 |
|
SU582868A1 |
| Состав смазки для сердечника, используемой при прессовании полых изделий | 1979 |
|
SU782903A1 |
| Способ зачистки заготовок проката | 1987 |
|
SU1444011A2 |
