Изобретение.относится к обработке еталлов давлением и может быть исользовано при изготовлении изделий внутренними каналами. Цель изобретения - увеличение выхода годного и расширение сорта- мента Изделий с каналами путем улучшения условий извлечения сердечника.
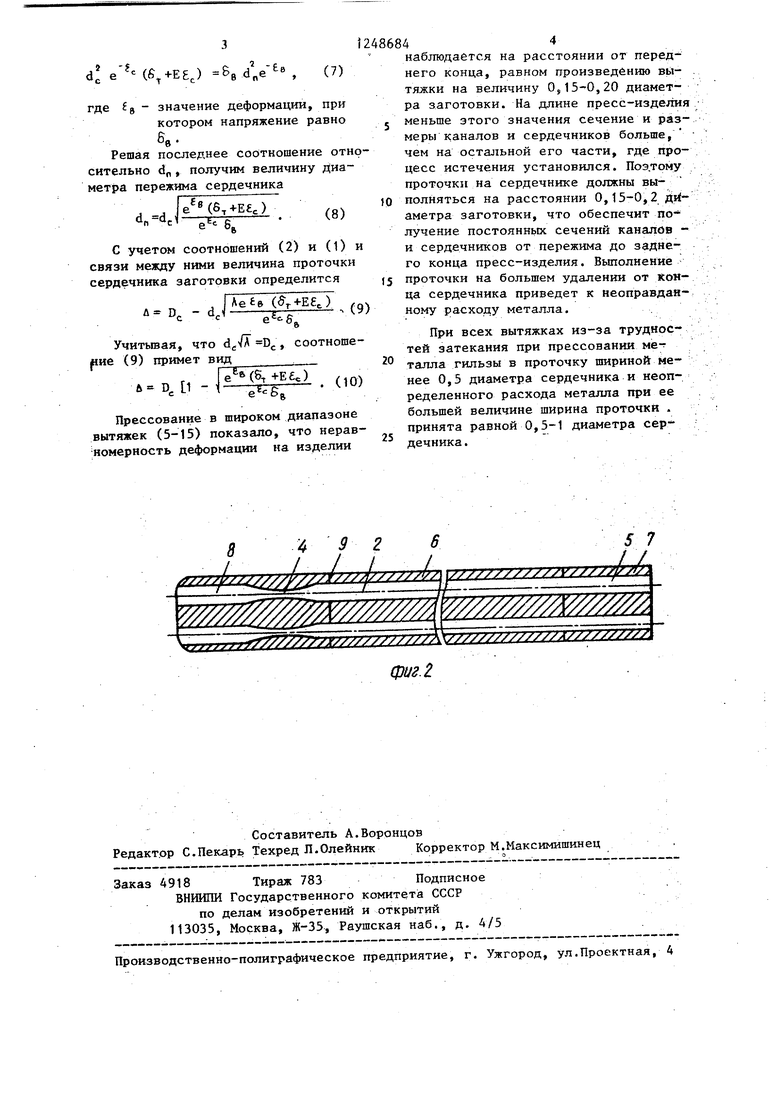
На фиг. 1 изображена заготовка для изготовления изделий с внутренними каналами, используемая при осуществлении предлагаемого способа} на фиг. 2 - полученное пресс-изделие.
Исходная заготовка состоит из гильзы 1 и сердечника 2 с проточками 3. После деформации на пресс-изделии в месте проточки 3 образуется пережим 4 (фиг. 2).
1ФИ прессовании заготовка задается в контейнер проточками 3 на сердечниках 2. Перед извлечением сердечника 2 конец изделия надламывается по сечейию 5. После закрепления пресс-изделия 6, приложения осевой силы к надломленному концу 7 и растяжения сердечника 2 до его разрыва по пережиму 4 передний конец 8 удаляют по сечению 9, расположенному от переднего конца на расстоянии, равном произведению вытяжки при деформации на величину 0,15-0,2 диаметра заготовки.
При растяжении сердечник деформируется на участке от приложения силы до пережима. Это приводит к тому, что любой из размеров сердечника в поперечном сечении ч:танови:гся меньше размеров канала. После разрьша сердечника по пережиму он легко удаляется из канала. Глубина проточки, обеспечивающая растяжение сердечника По всей его длине и получение размеров сердечника меньших размеров сечения канала, может быть найдена rto соотношению
DC - Ai
(1)
где DC и D - диАметры сердечника и
проточки.
После деформации, когда размеры сечения заготовки изменятся: пропорционально корню квадратному из вытяжки VT , соотношение (1) примет вид
. л, d df,, (2)
где л,- глубина проточки в сердечнике nocjre деформации заготовки;
п диаметр сердечника и пере- жима сердечника в прутке.
При приложении к концу сердечника осевого усилия Р в месте пережима в некоторый момент времени возникает усилие Р„, величина которого рав- на осевой силе Р, действующей в сердечнике вблизи пережима. Пренебрегая Млой величиной сил трения между сердечником и каналом на участке от пережима до конца прутка, где приложе- на сила Р , можно записать Р„) . Через напряжения в сердечнике в месте пережима 6 „, , в сердечнике Вс , и соответствующие площади и 5с, последнее условие выразим
20
с,- Ьс1 ni Snj
(3)
Связь деформации материала сердечника и площади сердечника Sg до и после деформации S, , можно выразить зависимостью So S е . Тогда связь диаметров сердечника до деформации dp и после деформации djj можно записать
30
dj
(4)
где f-t - деформация сердечника вблизи пережима канала, которая обеспечит получе- 35 кие сердечника меньше,чем
сечения канала.
Аналогично связь диаметров сердечника в месте пережима до деформации и dn; после деформации вы40 разится зависимостью
d,.,
(5)
где ; - деформация сердечника в
месте пережима.
4J Связь напряжений 5 и деформации S для материала сердечника, обладающего значительным (до 80%) удлинением, можно записать как дпя несжимаемой линейно-упрочняющей среды
50
6; е + , (6)
,Л-. -.
где S - предел текучести;
Е - модуль упрочнения. , Подставляя выражения (4), (5) и 55 (6) в соотношение (3) и решая с учетом, что разрыв сердечника в месте пережима происходит при напряжении равном 6g , получим
d ,+E&) Be . (7)
где fg - значение деформации, при котором напряжение равно бе.
Решая последнее соотношение относительно dp, получим величину диаметра пережима сердечника
1 а1214Ё ЖГ
ifl- cl ГЕГТ
(8)
С учетом соотношений (2) и (1) и связи между ними величина проточки сердечника заготовки определится (5
„.,|М5ЩЖХ,
ь f - .
Учитывая, что dexA 0., соотноше- рие (9) примет вид 20
Прессование в широком диапазоне вытяжек (5-15) показало, что нерав- номерность деформации на изделии
Составитель А.Воронцов Редактор С.Пекарь Техред П.Олейник Корректор М.Максимишинец
Заказ 4918 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная, 4
JO
(5
20
25
наблюдается на расстоянии от переднего конца, равном произведению вытяжки на величину Os15- 0,20 диаметра заготовки. На длине пресс-изделия меньше этого значения сечение и размеры каналов и сердечников больше, чем на остальной его части, где процесс истечения установился. Поэтому проточки на сердечнике должны вы- полняться на расстоянии 0,15-0,2 диаметра заготовки, что обеспечит по лучение постоянньгх сечений каналов - и сердечников от пережима до заднего конца пресс-изделия. Выполнение проточки на большем удалении от конца сердечника приведет к неоправданному расходу металла.
При всех вытяжках из-за трудностей затекания при прессовании металла гильзы в проточку шириной менее 0,5 диаметра сердечника и неопределенного расхода металла при ее большей величине ширина проточки . принята равной 0,5-1 диаметра сер- дечника.
фиг. 2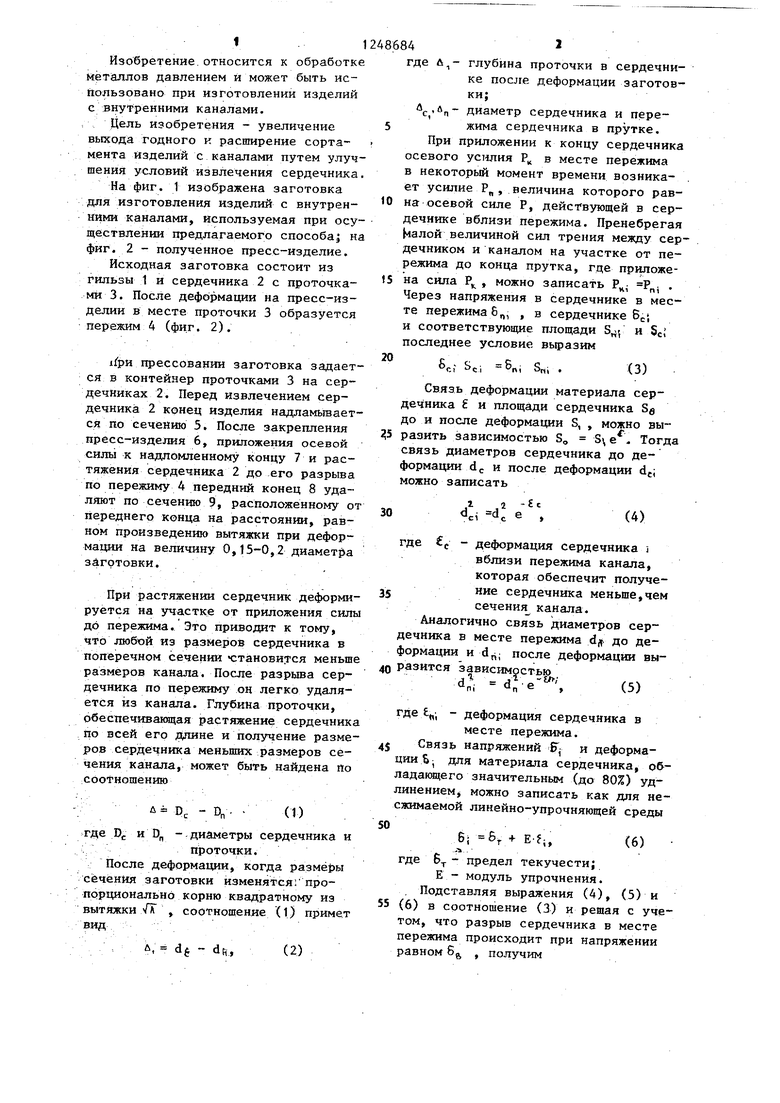
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления прутковС ВНуТРЕННиМи КАНАлАМи | 1979 |
|
SU837434A1 |
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Заготовка для изготовления деформирования прутков с внутренними каналами | 1978 |
|
SU735371A1 |
| Заготовка для прессования изделий | 1977 |
|
SU715165A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Контейнер для экструзии порошков | 1983 |
|
SU1148710A1 |
| Заготовка для изготовления прутков с внутренними отверстиями | 1979 |
|
SU871867A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| Заготовка для изготовления прутков с внутренними каналами | 1982 |
|
SU1052336A1 |
| Патент США № 2948957, кл.29-423, 1960. |
