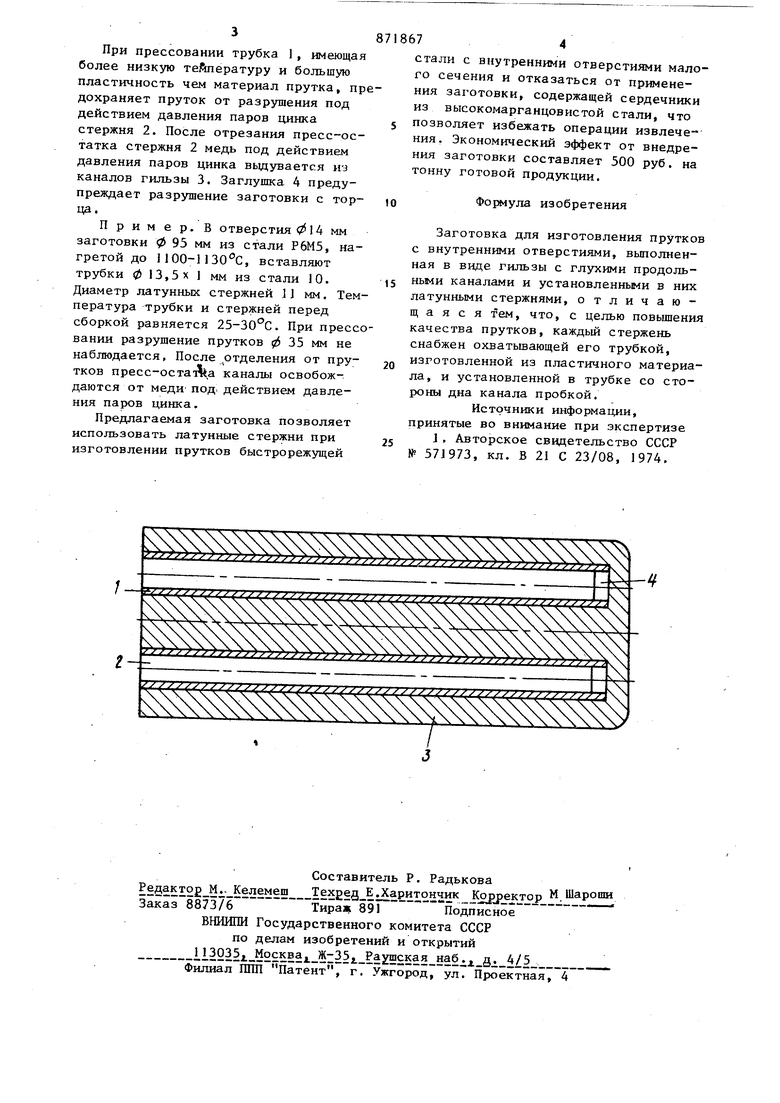
Изобретение о- носится к обработке металлов давлением, в частности к прессованию прутков с внутренними ка налами . Известна заготовка, имеющая продольные глухие отнерстия, которые оснащают со стороны пресс-шайбы непосредственно перед деформацией мене нагретьми чем заготовка латунньми стержнями. Латунь после прессования плавится и при отрезании пресс-остат ка от прутка под давлением паров цинка (медь-вторюй компонент латуни) выдувается из каналов DJ. Однако так как при прессовании заготовки с сердечниками малого сечения латунь плавится сразу после прохождения сердечников через матрицу, а отрезание пресс-остатка от прутка происходит через некоторое время, то из-за давления паров цинка в каналах в прутке образуются трещины, через которые выбрасывается медь Разрушение прутков от каналов к поверхности особенно часто встречается при деформации малопластичных сталей, например быстрорежущей стали. Цель изобретения - повьшение качества прутков.. Поставленная цель достигается тем, что в заготовке, состоящей из гильзы с глухими продольными каналами и установленными в них латунньми стержнями, каждый стержень снабжен охватывающей его трубкой, изготовленной из пластичного материала, и установленной в трубке со стороны дна канала пробкой. На чертеже показана заготовка для изготовления прутков с внутренними отверстиями, разрез. Трубки i, содержащие латунные стержни 2, нагретые до температуры ниже температуры заготовки, вставляют в отверстия гильзы 3 со стороны пресс-шайбы непосредственно перед прессованием. Трубки 1 со стороны матригц) имеют так же заглушки 4. 3 При прессовании трубка 1 , имеющая более низкую тейпературу и большую пластичность чем материал прутка, пр дохраняет пруток от разрушения под действием давления паров хщнка стержня 2. После отрезания пресс-остатка стержня 2 медь под действием давления паров цинка выдувается иа каналов гильзы 3. Заглушка 4 предупреждает разрушение заготовки с торца. Пример. В отверстия I 4 мм заготовки 0 95 мм из стали Р6М5, на гретой до 1100-11ЗО С, вставляют трубки ф 13,5х 1 мм из стали 10. Диаметр латунных стержней 11 мм. Тем пература трубки и стержней перед сборкой равняется 25-30С. При пресс вании разрушение прутков ф 35 мм не наблюдается, После отделения от прутков пресс-остатЦа каналы освобождаются от меди под. действием давления паров цинка. Предлагаемая заготовка позволяет использовать латунные стержни при изготовлении прутков быстрорежущей 7 стали с внутренними отверстиями малого сечения и отказаться от применения заготовки, содержащей сердечники из высокомарганцовистой стали, что позволяет избежать операции извлечения. Экономический эффект от внедрения заготовки составляет 500 руб. на тонну готовой продукции. Формула изобретения Заготовка для изготовления прутков с внутренними отверстиями, выполненная в виде гильзы с глухими продольными каналами и установленньми в них латунными стержнями, отличающаяся тем, что, с целью повышения качества прутков, каждый стержень снабжен охватьшающей его трубкой, изготовленной из пластичного материала, и установленной в трубке со стороны дна канала пробкой. Источники информации, принятые во внимание при экспертизе J, Авторское свидетельство СССР № 57J973, кл. В 21 С 23/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления прутковС ВНуТРЕННиМи КАНАлАМи | 1979 |
|
SU837434A1 |
| Способ изготовления прутков с внутренними каналами | 1981 |
|
SU969354A2 |
| Заготовка для прессования профилей из труднодеформируемых материалов | 1981 |
|
SU1017400A1 |
| Литейная металлическая форма для изготовления отливок инструмента с внутренними каналами охлаждения | 1983 |
|
SU1205992A1 |
| Способ изготовления полых многоканальных профилей | 1977 |
|
SU648302A1 |
| Заготовка для изготовления прутков с внутренними каналами | 1982 |
|
SU1052336A1 |
| Способ изготовления изделий с внутренними каналами | 1985 |
|
SU1248684A1 |
| Способ получения заготовок для прессования изделий из порошка | 1988 |
|
SU1634363A1 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1037989A1 |
| Устройство для экструдирования профилей средой высокого давления | 1983 |
|
SU1171207A1 |
«
