(21)4030724/22-27
(22)26.02.86
(46) 23.04.88. Бюл. № 15
(71)Лысьвенский металлургический завод Производственного металлургического объединения «Уралчермет
(72)В. В. Климин, Л. Л. Бортников и К. И. Бабин
(53)621.979.62-229.61(088.8)
(56)Авторское свидетельство СССР № 1174136, кл. В 21 D 43/00, 1984.
(54)АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ШТАМПОВКИ ДЕТАЛЕЙ
(57)Изобретение касается автоматизации процессов обработки металлов давлением и может быть использовано для штамповки деталей из рулонного материала. Цель - повышение надежности и экономия производственных площадей. Линия снабжена устройством для смазки заготовок, выполненным в виде установленной в зоне захвата промышленного робота ваннь. Линия имеет накопитель исходного материала, механизм для удаления отходов и механизм для удаления вырубленных заготовок. Лента подается из разматывателя 2 рулона кареткой 3 в пресс 1. Вырубленная заготовка выталкивается на лоток 30 устройства для стапелирования заготовок 21. Подъемный стол последнего поднимает заготовки в магазин, где обеспечивается их стапе- лирование. Промышленный робот 25 захватывает верхнюю заготовку от стопы и обеспечивает дальнейшее ее транспортирование в пресс 13. 2 3. п. ф-лы, 7 ил.
t
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| Робот к листоштамповочному прессу | 1976 |
|
SU565818A1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |


/ //
16 17 20 25 22 26 21
ОС ОС СС СС
30 Фиг.
Изобретение относится к автоматизации процессов обработки металлов давлением и может быть использовано для штамповки деталей из рулонного материала.
Цель изобретения - повышение надежности и сокращение производственной площади.
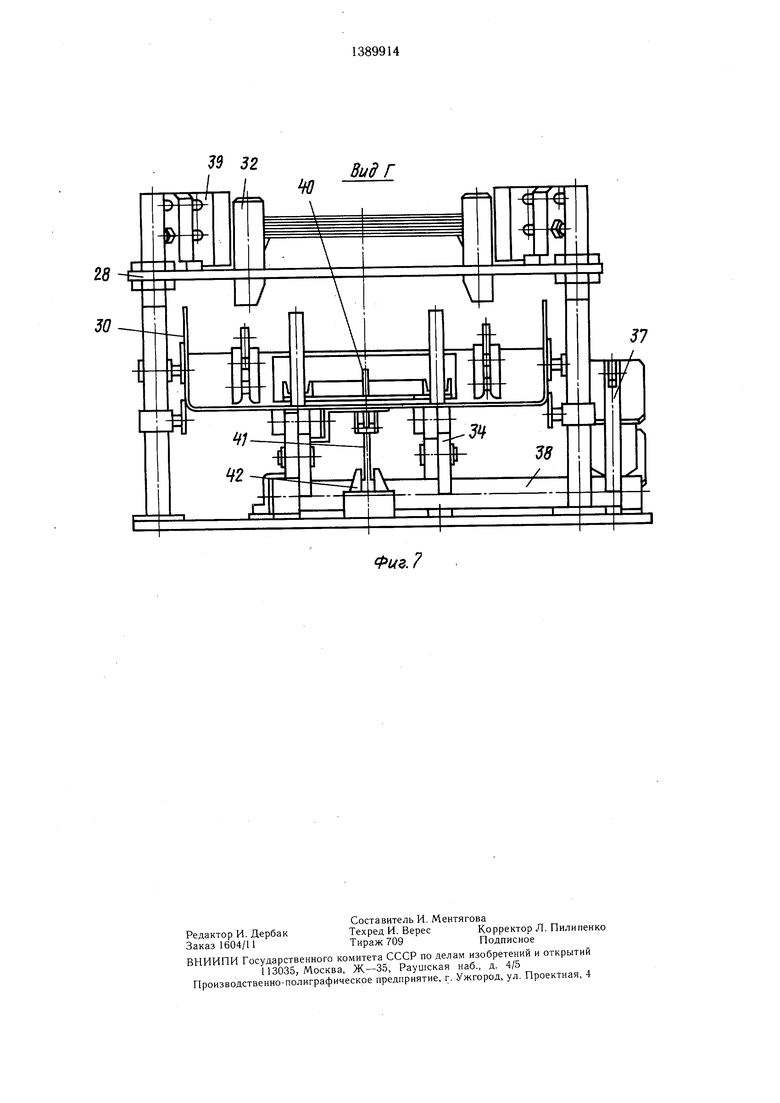
На фиг. 1 изображена автоматизированная линия, общий вид; на фиг. 2 - вид А на фиг. I; на фиг. 3 - устройстснабжено стапелирующим механизмом, выполненным в виде щарнирно-рычажного па- раллелограммного механизма 34, подъемного стола 35 и привода подъемного стола в виде силового цилиндра 36, шток которого связан с рычагом 37, связанным с валом 38, с которым также связан шарнирно-паралле- лограммный механизм 34. Для надежного отделения заготовок на плите 28 установлены магнитные распущители 39. Блок упво для стапелирования вырубленных за- Ю равления силовым цилиндром выполнен в ви- готовок, общий вид; на фиг. 4 - вид Б на де смонтированного на лотке 30 рычага 40 фиг. 1; на фиг. 5 - узел I на фиг. 3; на фиг. б - вид В на фиг. 1; на фиг. 7 - вид Г
на фиг. 3.
ленный перед ним разматыватель 2 рулона, механизм подачи рулонного материала в зону обработки, каретка 3 которого кинематически связана с ползуном пресса посредстконтроля заготовок, на свободном конце которого установлен упор 41, и бесконтактного датчика 42, установленного на
Автоматизированная линия содержит . плите 27. Устройство расположено в зоне пресс 1 для вырубки заготовок, установ-захвата промышленного робота рукой 23.
В зоне захвата промышленного робота рукой 24 находится устройство для смазки заготовок, выполненное в виде ванны 43 со смазывающей средой и установленного в яей
вом цепной передачи 4 и зубчато-реечной 20 и подпружиненного в вертикальном направ- системы 5, и механизм удаления заготовок в лении вильчатого рычага 44 для укладки виде толкателя 6, кинематически связанныйзаготовок.
с кареткой 3. Вдоль пресса 1 установленБлок управления промышленного робота
ленточный транспортер 7, а на станиневыполнен в виде командоаппарата 45, вал 46
пресса шарнирно смонтированы две меха-которого кинематически связан с валом 19
нические руки 8, кинематически связанные преобразующего механизма 17 цепной пере- с ползуном посредством тяг 9 и несушие дачей 47. На валу 46 установлены упоры 48, на своих концах клещевые схваты 10, слу-а на корпусе командоаппарата - бесжащие для удаления обрези. Система управ-контактные датчики 49, электрически связанления клещевыми схватами выполнена в виде ные с системой приводов рук промышлен- смонтированного на станине пневмораспре- , ного робота (фиг. 7). Такая связь поз- делителя 11 и установленных на ползуне воляет синхронизировать работу промышленс возможностью взаимодействия с пневмо- распределителем 11 копиров 12 (фиг. 5).
В состав линии входит также обрабатывающая машина в виде пресса 13 для дальнейшей обработки заготовок, оснащенного кинематически связанным с. его ползуном подающим и удаляющим устройствами, содержащими толкатели 14 и рычаги 15.
Кинематическая связь осуществляется
ного робота с работой как самого пресса дальнейщей обработки заготовок, так и транспортирующего средства.
Автоматизированная линия работает сле- 35 дующим образом.
С пульта управления (не показан) пресс 1 включается в режим автоматических непрерывных ходов. При ходе ползуна пресса вниз происходит вырубка заготовок, при
посредством рейки 16, преобразующего ме- материала каретханизма 17 кривошипа 18, смонтированного 40 „ „ Удаление заготовки из-под штамна валу 19 преобразующего механизма, и зубчато-реечной системы 20.
Между прессами 1 и 13 по ходу технологического процесса установлено устудаление заготовки из-под па толкателем 6. При подходе ползуна к нижней точке руки 8 останавливаются в рабочей зоне пресса, при дальнейшем ходе вниз один из копиров 12 взаиморойство стапелирования вырубленных заго- 45 действует со штоком пневмораспределителя товок 21 и механизм 22 их поштучной 11, в результате чего клещевые схваты 10 выдачи, выполненный в виде двурукого про- смыкаются на обрези. При ходе ползуна мыщленного робота, руки 23 и 24 которого вверх обрезь выносится из рабочей зоны и смонтированы на штоке 25 и оснащены при взаимодействии второго из копиров 12 вакуумными схватами 26.со штоком пневмораспределителя 11 происУстройство для стапелирования выруб- 50 ходит размыкание клещевых схватов и сброс ленных заготовок (фиг. 3 и 4) выполнено обрези на транспортер 7.
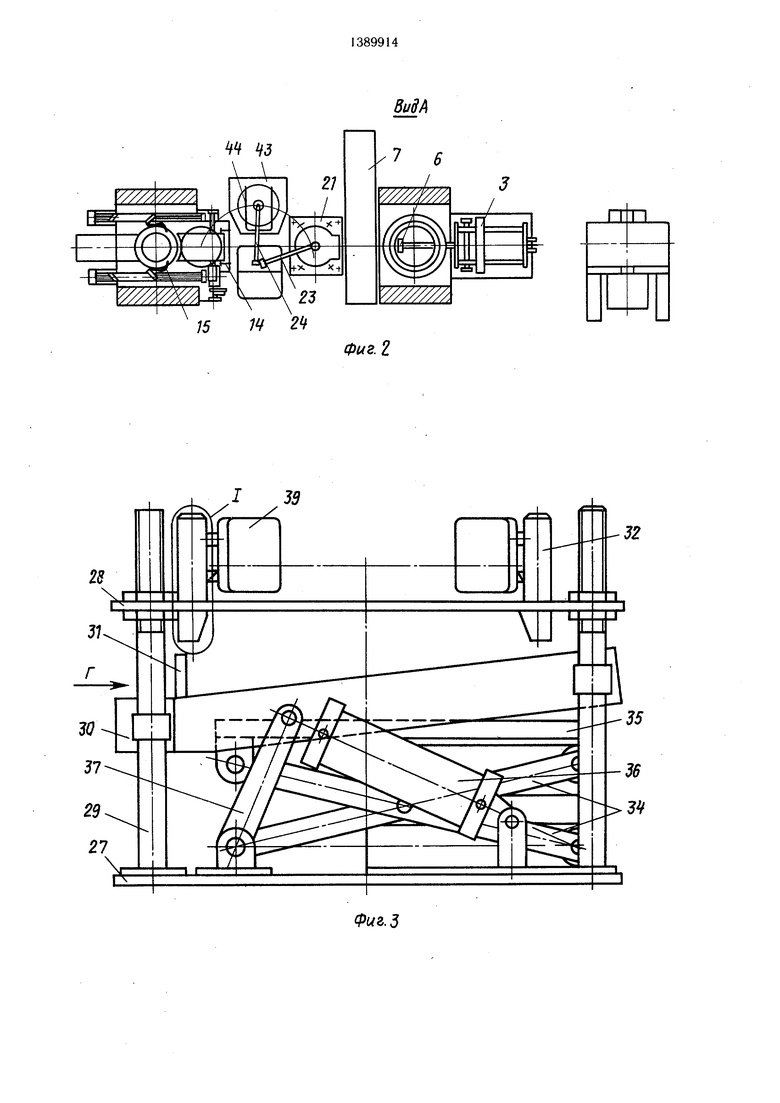
Вытолкнутая из-под штампа пресса 1 заготовка попадает на лоток 30 устройства для стапелирования вырубленных заготовок 21. При достижении заготовкой упоров 31 она останавливается и при взаимодействии ее с рычагом 40 сигнал от датчика 42 подается к системе подачи возв виде плит 27 и 28, связанных стойками 29, на которых с помощью хомутов установлен лоток 30 с упорами 31. Магазин устройства выполнен в виде установленных на плите 28 четырех стоек 32, в которых смонтированы подпружиненные защелки 33 (фиг. 6). Для перемещения заготовок с лотка в магазин устройство
55
духа в полости пневмоцилиндра 36, в реснабжено стапелирующим механизмом, выполненным в виде щарнирно-рычажного па- раллелограммного механизма 34, подъемного стола 35 и привода подъемного стола в виде силового цилиндра 36, шток которого связан с рычагом 37, связанным с валом 38, с которым также связан шарнирно-паралле- лограммный механизм 34. Для надежного отделения заготовок на плите 28 установлены магнитные распущители 39. Блок уп равления силовым цилиндром выполнен в ви- де смонтированного на лотке 30 рычага 40
ного робота с работой как самого пресса дальнейщей обработки заготовок, так и транспортирующего средства.
Автоматизированная линия работает сле- 5 дующим образом.
С пульта управления (не показан) пресс 1 включается в режим автоматических непрерывных ходов. При ходе ползуна пресса вниз происходит вырубка заготовок, при
материала каретдуха в полости пневмоцилиндра 36, в результате чего при выдвижении штока пневмо- цилиндра 36 столу 35 через систему 34 рычагов сообщается поступательное вертикальное перемещение. При этом заготовка последовательно снимается с лотка 30, проталкивается через подпружиненные защелки 33, которые сначала утапливаются в стойки 32, а затем занимают первоначальное положение, и опускается на защелки при опускании стола 35. Стол 35 опускается до досволяют сократить производственные щади.
плоФормула изобретения
тижения поршнем крайнего положения. При10 механизм для удаления отходов, механизм
попадании на лоток 30 новой заготовкидля удаления вырубленных заготовок из-под
цикл повторяется.штампа вырубного пресса, устройство для
При накоплении в магазине устройствастапелирования вырубленных заготовок в
необходимого количества заготовок 21 свиде магазина для заготовок и стапелипульта управления (не показан) пресс 13.,- рующего механизма, промышленный робот
включается в режим непрерывных автома- - - л™
тических ходов. При вращении вала ко- мандоаппарата 45 руки 23 и 24 последовательно опускаются, захватывают заготовку 21 из магазина устройства и ванны 43, поднимаются и осуществляют поворот, при этом рукой 23 заготовка переносится в позицию перед рабочей зоной пресса 13, а рукой 24 - к ванне 43 для смазки. При опускании рук первая из заготовок укладывается на направляющую, а вторая смачивается при опускании вильчатого рычага 44 в ванну 43. Цикл работы промышленного робота заканчивается подъемом рук с одновременным отсеканием подачи воздуха к эжекторам вакуумных
для выгрузки заготовок из магазина с блоком управления зоной захвата, обрабатывающую машину с расположенным в зоне захвата промышленного робота подающим и удаляющим устройствами и систему 2Q управления, отличающаяся тем, что, с целью повышения надежности и экономии производственных площадей, устройство для стапелирования вырубленных заготовок расположено в зоне захвата промышленного робота, стапелирующий механизм выполнен в виде наклонного лотка, установленного под лотком подъемного стола, привода подъемного стола в виде силового цилиндра и кинематической связи привода подъемного стола с подъемным столом в виде шар25
схватов и поворотом рук в исходное по- OQ нирно-рычажного параллелограммного мехаложение.
При движении ползуна пресса 13 вниз находящаяся в позиции перед рабочей зоной заготовка толкателями 14 укладывается на зеркало щтампа, а отштампованное изделие рычагами 15 удаляется из рабочей зоны пресса.
Производительность пресса 1 несколько выше, поэтому после накопления в магазине устройства некоторого предельного количества заготовок 21 муфта пресса от35
низма, а магазин для заготовок расположен над подъемным столом и снабжен подпружиненными защелками для заготовок. 2. Автоматизированная линия по п. , отличающаяся тем, что она снабжена устройством для смазки заготовок в виде установленной в зоне захвата промышленного робота ванны, промышленный робот выполнен двуруким, а блок управления промышленного робота выполнен в виде связанного с обрабатывающей машиной команключается, а по мере их извлечения в 40 доаппарата. необходимый момент происходит ее вклю-3. Автоматизированная линия по пп. 1 и 2,
отличающаяся тем
чение от датчиков контроля уровня стопы заготовок (не показаны).
Изобретение позволяет обеспечить возможность работы пресса для дальнейшей обработки заготовок в режиме автомати- ческих непрерывных ходов. Кроме того, конструктивные особенности устройства для стапелирования вырубленных заготовок позчто накопитель исходного материала выполнен в виде связанного с системой управления разматывате- ля рулона, механизм для удаления отходов выполнен в виде механической руки с клещевым захватом, а механизм для удаления вырубленных заготовок выполнен в виде приводного толкателя.
воляют сократить производственные щади.
плоФормула изобретения
рующего механизма, промышленный робот
- - л™
для выгрузки заготовок из магазина с блоком управления зоной захвата, обрабатывающую машину с расположенным в зоне захвата промышленного робота подающим и удаляющим устройствами и систему управления, отличающаяся тем, что, с целью повышения надежности и экономии производственных площадей, устройство для стапелирования вырубленных заготовок расположено в зоне захвата промышленного робота, стапелирующий механизм выполнен в виде наклонного лотка, установленного под лотком подъемного стола, привода подъемного стола в виде силового цилиндра и кинематической связи привода подъемного стола с подъемным столом в виде шар
OQ нирно-рычажного параллелограммного меха35
низма, а магазин для заготовок расположен над подъемным столом и снабжен подпружиненными защелками для заготовок. 2. Автоматизированная линия по п. , отличающаяся тем, что она снабжена устройством для смазки заготовок в виде установленной в зоне захвата промышленного робота ванны, промышленный робот выполнен двуруким, а блок управления промышленного робота выполнен в виде связанного с обрабатывающей машиной команотличающаяся тем
что накопитель исходного материала выполнен в виде связанного с системой управления разматывате- ля рулона, механизм для удаления отходов выполнен в виде механической руки с клещевым захватом, а механизм для удаления вырубленных заготовок выполнен в виде приводного толкателя.
Фиг. 2
28
Фиг. 5
.
Фиг.5
ВидБ
Вид В
6
Фиг. 6
39 32
Buff Г
37
.7
