(54) СПОСОБ ТАНГЕНЦИ/ШЬНОГО НАКАТЫВАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
| Комплект резьбонакатных роликов | 1987 |
|
SU1433604A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
1
Изобретение относится к обработк металлов давлением, а именно к способам накатывания резьбы цилиндрическими роликами совместно на двух участках ступенчатой заготовки.
Известен способ тангенциального накатывания разьбы двумя цилиндрическими роликами с винтовой нарезко и параллельными осями, имеющими разные диаметры, вращающимися в одну сторону с различными окружными скоростями и установленными с постоянным межцентровым расстоянием
Недостатком данного способа накатывания является невозможность накатывания резьб одновременно на двух участках ступенчатой заготовки.
Наиболее близким по технической сущности к изобретению является способ тангенциального накатывания резьб на двух участках заготовки одновременно двумя парами роликов, при котором двум роликам одной пары сообщают различные окружные скорости , а заготовку подают в ролики в тангенциальном направлении 2.
Недостаток указанного способа заключается в том, что он обеспечивает накатывание резьбы на двух
участках заготовки только одного днаметра.
Цель изобретения - накатывание двух разных резьбовых профилей на ступенчатой заготовке и повышение производительности.
Указанная цель достигается тем, что при накатывании резьбы на ступени заготовки с большим диаметром
0 на конец ступени заготовки с меньшим диаметром в процессе перемещения заготовки воздействуют усилием, направленным против движения заготовки, и прекращают воздействие этим усилием после захвата роликами участ5ка заготовки с меньшим диаметром и углубления роликов на величину 0,2 высоты профиля резьбы.
При этом величина усилия определяется из следующего соотношения:
0
1Cd
Р- Я9 (e-i-M,
где d - меньший диаметр участка ступелчатой заготовки; р - плотность материала заготовки,
.0 - ускорение свободного падения тела;
Ц - длина участка заготовки с меньшим диаметром;
г,расстояние от конца участка с меньшим диаметром до ,места положения центра тяцести заготовки.
Воздействие усилия на конец заготовки участка меньшего -диаметра обеспечивает стабильное положение заготовки относительно роликов до момента захвата роликами другого участка заготовки (с меньшим диаметром) и тем самым накатывание на ней резьбы.
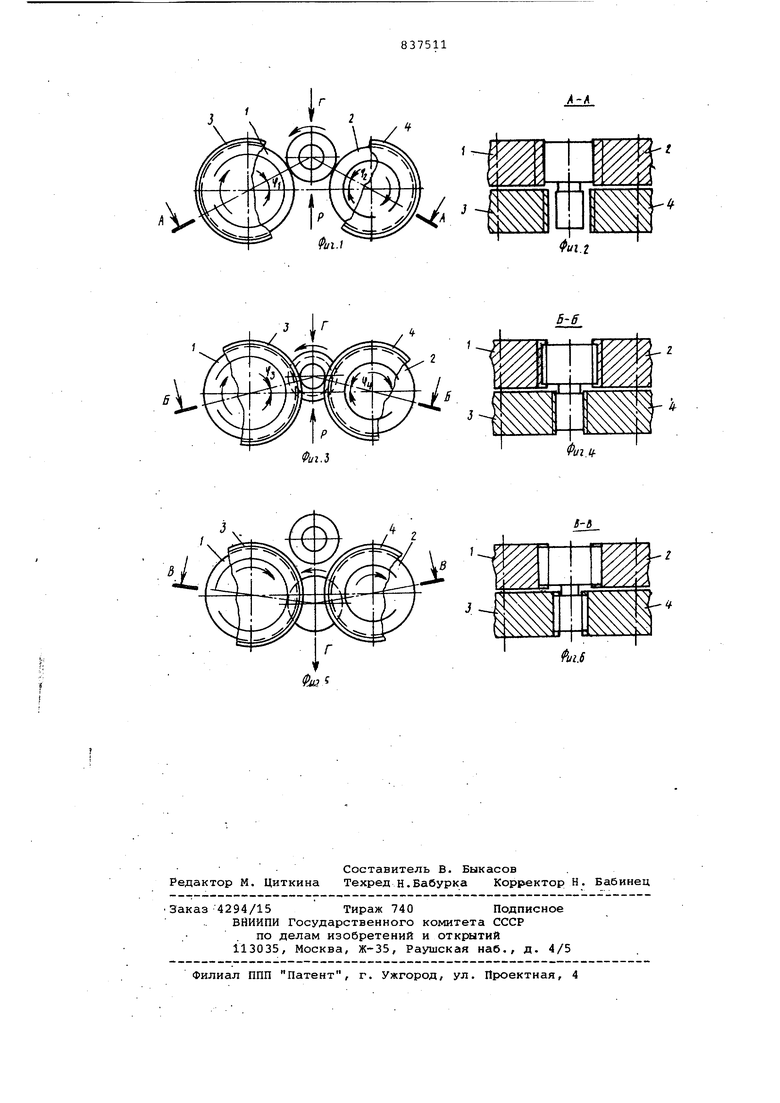
На фиг. 1 представлена схема накатывания резьбовых участков роликами, имеющими различные диаметры, в начальный момент контакта участка заготовки с накатными роликами, на фиг . 2-разрез А-А на фиг. 1; на фиг. 3 - схема положения заготовки в начальный момент контакта второго ее участка с соответствующими роликами; на фиг. 4 - -разрез Б-Б на фиг фиг. 3, на фиг. 5 - схемапрохождения накатываемой заготовки между роликами; на фиг. б - разрез В-В на фиг. 5.
Заготовки по одной проходят между роликами в тангенциальном направлении. За .счет разности окружных скоростей и выбора надлежащих углов захватаФ и 2 заготовки захватываются первоначально роликами 1 и 2, накатывающими на одном из ее участков резьбу с крупным шагом, получают вращение и поступательное перемещение в направлении Г. При этом происходит постепенное выдавливание на участке заготовки крупной резьбы. Одновременно с началом взаимодействия одного участка заготовки с роликами к концу ее второго участка, имеющему меньший диаметр, прикладывают усилие Р, которым обеспечивают устойчивое положение оси накатываемой заготовки (фиг. 1 и 2, 3 и 4).До взаимодействия второго консольного участка заготовки с соответствующими роликами между их поверхностями имеется зазор, исчезающий при захвате этого участка накатными роликами 3 и 4, характеризующемся углами Ч и 4 (Фиг. 5 и 6). При внедрении роликов в заготовку на величину 0,2 высоты профиля резьбы действие усилия Р прекращается .
Величина прилагаемого усилия определяется из условия равновесия заготовки следующем соотношении
(- Предлагаемый способ реализуют с помощью специального устройства,.
обеспечивающего возможность приложения к консольному участку усилия Р и его снятие в процессе совместного формирования на заготовке двух участков различных резьб. Предлагаемый способ позволяет осуществлять совместное тангенциальное накатывание роликами резьбовых участков на ступенчатой заготовке и повысить производительность.
Формула изобретения
-2. Способ по п. 1, отличающийся тем, что величина усилияопределяется из соотношения
Ti:d
p(E,-ej.
Ргде d - меньший диаметр ступенчатой
заготовки;
Р - плотность материала заготовки;
g - ускорение свободного падения тела; В - длина участка заготовки с
меньшим диаметром,
Источники информации, принятые во внимание при экспертизе
с. 107, рис. 18.
Й/г./
А-К
4
wi.2
-8
