(54) ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
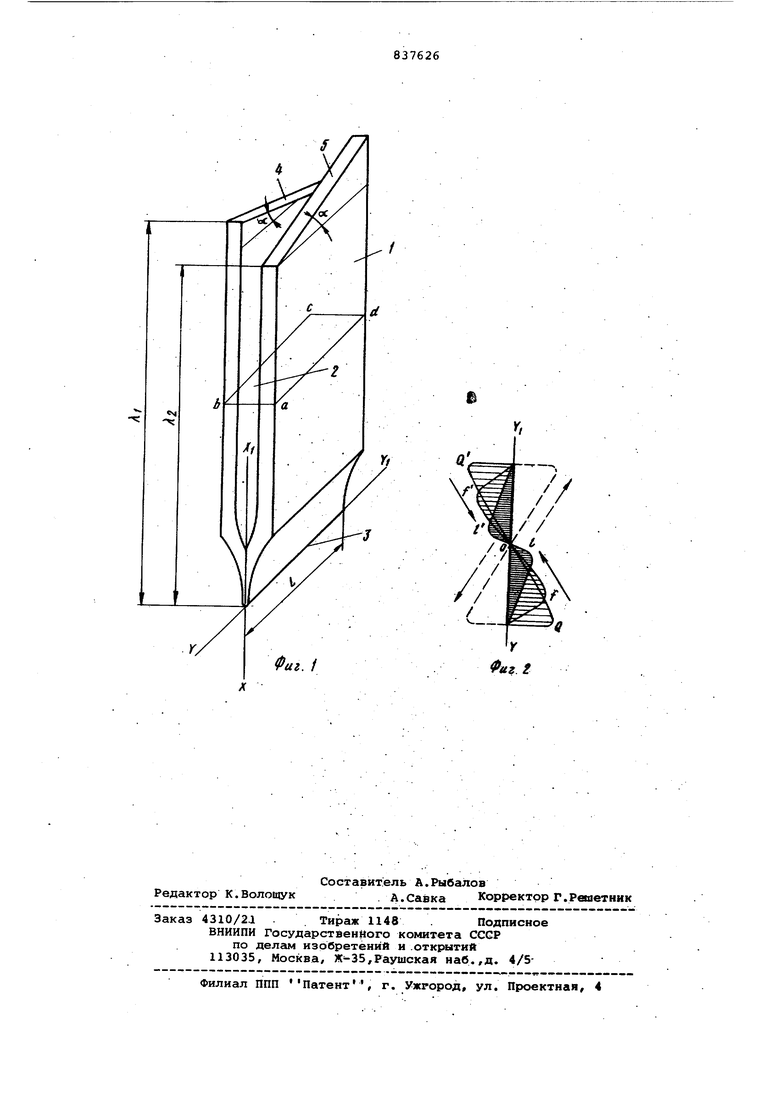
МАТЕРИАЛОВ 3 и нерабочим торцами, в котором плоскости 4 и 5, образующие нерабочий торец, выполнены со скосом в противоположных направлениях под углом oi к рабочему торцу. Инструмент работает следующим обраУльтразвуковые колебания от волновода (не показан) вводятся в стержень 1, например,соединенный с волноводом в узловой плоскости abed.Ультрафиолетовые колебания распространяются в левой и правой частях инструмента соответственно между нерабочими торцами 4 и 5 и рабочим торцом 3.Крепление инструмента в узловой зоне исключают расстройку режима его работы. При изменении в процессе обработки длин волн колебаний от Х до 2 , т.е. на величину . , инструмент имеет в этом диапазоне в двух своих частях, разделенных прорезью, резонанс ные длины, соответствующие изменению напряженно-деформированного состояния Гволнового сопротивленияв очаге обра|ботки. Если, например, дЛина волны, обусловленная условиями эксплуатации, изменяется от Х до, Я/ , то режущая кромка рабочего торца 3 в своем крайнем угловом положении увеличивает амплитуду колебаний в левой части инстр мента и придает колебаниям йид изгибных на режущей кромке, т.е. их амплитуде соответствуют точки Q и Q . При уменьшении, например, длины волны амплитуда колебаний наибольшая в точках f и f , а при дальнейшем уменьшении колебаний - в точках I и l (точками Q, f, I и о , f, I обозначены дис кретные изменения амплитуд процесса обработки, соответствующие изменению длины волны от А, до 2 ) . В средней зоне рабочего торца,соответствующей длине волны (/L + Q. 2, интенсивности и амплитуды колебаний в обоих частях равны и поэтому в этой зоне присутствуют, например,толь ко продольные колебания (с удвоенной .амплитудой) , т.е. вдоль оси ХХ . Далъ нейшее уменьшение длины волны вызывае характер изменения амплитуд в направ лениях от точки О, указанных пунктир ными стрелками (фиг. 2). По мере изменения частоты колебаний или длины волны происходит изгиб таким же обра зом и в левую часть (фиг. 2)(изображение пунктиром) от режущей кромки. Та ким образом, на режущей кромке выдел ния собственных продольных колебаний присутствуют изгибные локальные коле бания, которые имеют пилообразный ха рактер распространения по режущей кромке в плоскости YYf рабочего торц инструмента. Однако, в процессе обра ботки частота колебаний и длина волны могут приобретать любые значения в и ервале длин Л. и Я.2 Поэтому изгибый локальный характер ввода будет саовыбираться в любой последовательноси и в любой зоне режущей кромки. ежущая кромка при этом совершает проольные колебания и пилообразные, котоые расширяют зону реза в пределах амлитуды их колебаний и повышает чистоу поверхности обработки, одновременно меньшая и усилия, необходимые для выполнения процесса. Симметрия изгибных колебаний на режущей кромке инструмента исключает его смещение относительно сгбрабатываемого материала. Пример. Инструмент изготовлен в соответствии с фиг. 1 и опробован в лабораторных, условиях для разделения ленты из стали 40 толщиной 3 мм на частоте 66 кГц. Изменение длин волн и Л составило 80 и 72 мм. При разделении материала таким инструментом усилие Деформации по сравнению с разделением известным инструментом уменьшилось на 20-25%, а чистота поверхности увеличилась с 7 до 9 класса. Предлагаемый инструмент исключает наволакивание и схватывание с обрабатываемым материалом. Экономический эффект от использования изобретения достигается за счет повышения- стойкости и качества обработки изделий. Формула изобретения Инструмент для ультразвуковой обработки материалов, содержащий корпус с.профильной рабочей и нерабочей торцовыми поверхностями, выполненный с прорезью, :выходящей на нерабочую торцовую поверхность, отличающийся тем, что,с целью повышения стойкости и качества обработки при проведении опера ций разделения материала, за счет локального саморегулирования амплитуды изгибных колебаний на рабочей поверхности корпуса, участки нерабочей торцовой поверхности корпуса, образованные прорезью, выполнены . наклонами в противоположных направлениях, при этом величина угла наклона участков нерабочей торцовой поверхности корпуса определена зависимостью o --arctg, где U. - .изменение длины волны колебаний в инструменте в процессе обработки ;L -длина горизонтальной поверхности нерабочего торца. Источники информации, принятые во внимание при экспертизе 1. Красулин Ю.Л. и др. Микросварка давлением, М., Металлургия ,1976, с.114 , рис. 56.
Фаг. /
§
Фиг t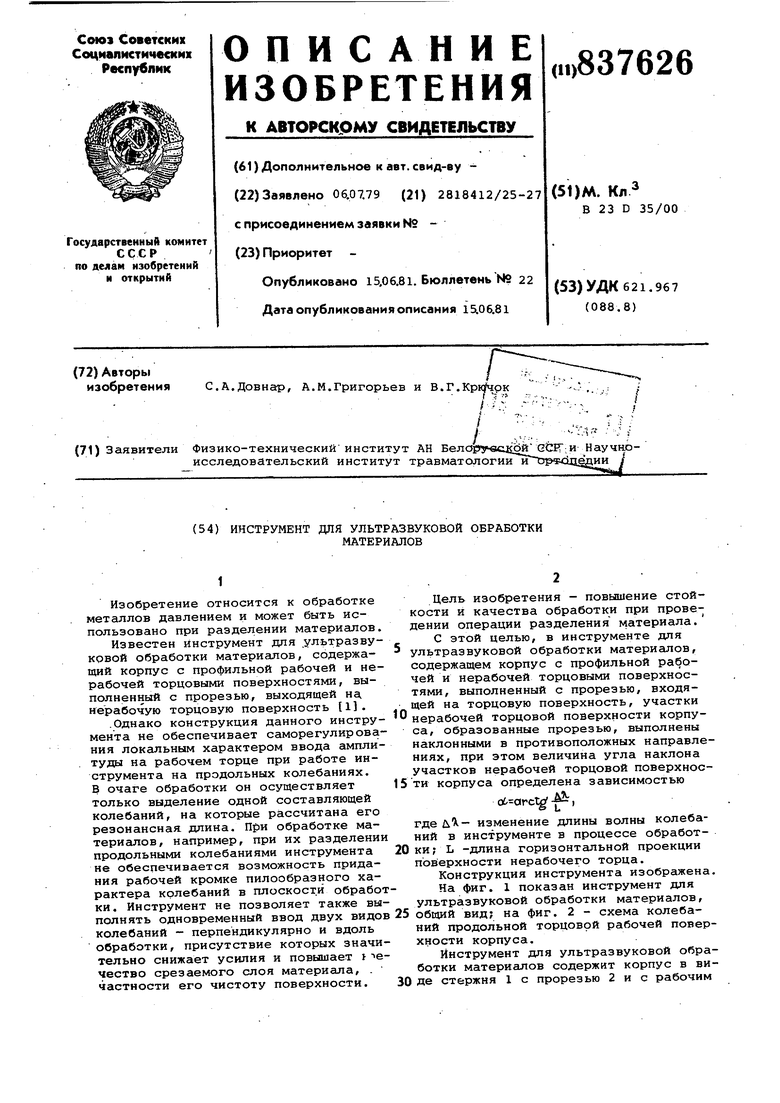
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Образец для тарировки стана попе-РЕчНОй пРОКАТКи | 1979 |
|
SU814531A1 |
| Ультразвуковой инструмент для разрезания костных тканей | 1982 |
|
SU1057027A1 |
| Устройство для ультразвуковой резки твердых материалов | 1981 |
|
SU984769A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821000A1 |
| Свободно вращающийся токарныйРЕзЕц | 1979 |
|
SU812432A1 |
| Устройство для ультразвуковой сварки | 1975 |
|
SU564126A1 |
| Ультразвуковой инструмент для рассечения костных тканей | 1982 |
|
SU1015889A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2169058C1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |