Предлагаемое изобретение относится к области металлообработки, в частности к обработке глубоких отверстий в маложестких длинномерных деталях, и может быть использовано на универсальных станках в механосборочных производствах.
Известно устройство для обработки глубоких отверстий, содержащее ротационный резец, реализующий механизм бреющего резания [1].
Недостатком данного устройства является невозможность его использования при обработке глубоких отверстий.
Известно устройство для обработки глубоких отверстий, содержащее на хвостовике инструмента направляющие опорные элементы в виде тел качения, расположенных в беговых дорожках в виде пазов в корпусе инструмента [2].
Недостатком данного устройства является невозможность обеспечить высокую точность и низкую шероховатость при обработке глубоких отверстий вследствие износа режущих пластин и изменения условий резаний. Образование из-за износа инструмента конусности отверстия ведет к изменению натяга направляющих элементов в обработанном отверстии.
Известно устройство для обработки глубоких отверстий, выбранное в качестве прототипа, содержащее борштангу и расточную головку с закрепленными на ее рабочей части режущими пластинами [3].
Недостатком данного устройства является возможность компенсации только статической деформации. Динамическая составляющая от переменной силы резания не компенсируется.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки глубоких отверстий и производительности с достижением следующих технических результатов: расширение технологических возможностей за счет обеспечения черновой и чистовой обработки трудно обрабатываемых сплавов с различной структурой, повышение надежности работы инструмента за счет стабилизации высокочастотных колебаний инструмента, повышение точности и качества обработки путем снижения шероховатости и минимизации степени и глубины наклепа за счет создания условий обработки, подобных вибрационному резанию, снижение энергоемкости процесса резания за счет использования для возбуждения комплексных высокочастотных колебаний инструмента переменной составляющей энергии зоны стружкообразования.
Эта задача решается тем, что устройство для обработки глубоких отверстий содержит борштангу и закрепленную на ее рабочей части расточную головку с режущими пластинами, установленные на рабочей части борштанги направляющие элементы и размещенный на нерабочей части борштанги резонатор комплексных колебаний, выполненный с распорными клиньями, зафиксированными стягивающими винтами и расположенными в двухзаходных винтовых пазах разных радиусов конического поперечного сечения.
Снабжение борштанги резонатором позволяет реализовать условия резания, подобные вибрационному резанию, за счет использования в качестве источника ультразвуковых колебаний зоны контакта инструмента и обрабатывемой детали с передачей комплексных колебаний инструменту через зону стружкообразования.
Выполнение двухзаходных винтовых пазов позволяет проводить черновую и чистовую обработку одним инструментом с оптимальными амплитудой и частотой колебаний инструмента для каждого вида обработки за счет возможности настройки на разные резонансные частоты зоны стружкообразования, обусловленные материалом обрабатываемой детали и режимом резания.
Выполнение винтовых пазов с разными радиусами позволяет проводить согласование продольных и крутильных колебаний на двух разных резонансных частотах.
Включение распорных клиньев и стягивающих винтов дает возможность точной настройки на резонансные частоты варьированием числа распорных клиньев, их материала и степени их затяжки.
Выполнение пазов с коническим профилем повышает надежность работы инструмента за счет устойчивого зажима распорных клиньев в пазу.
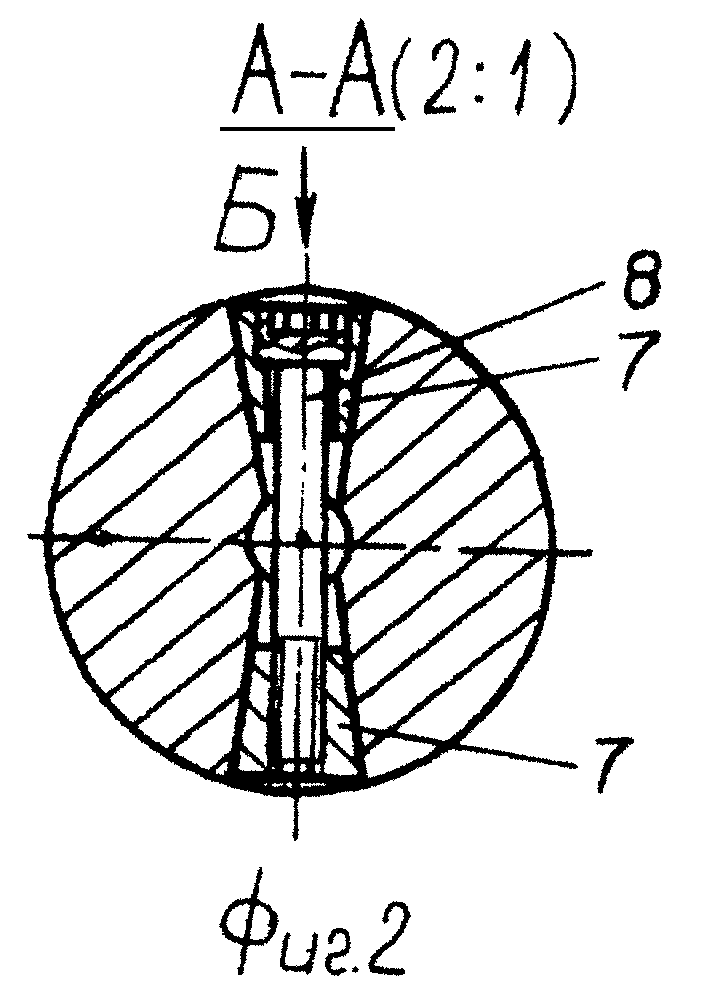
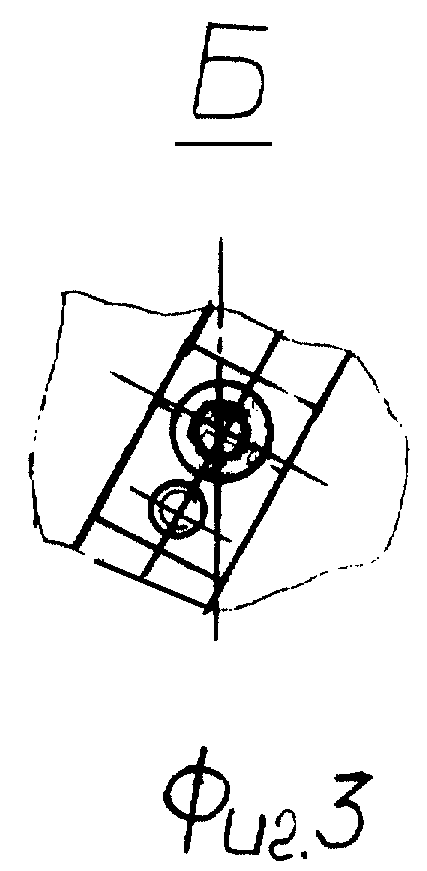
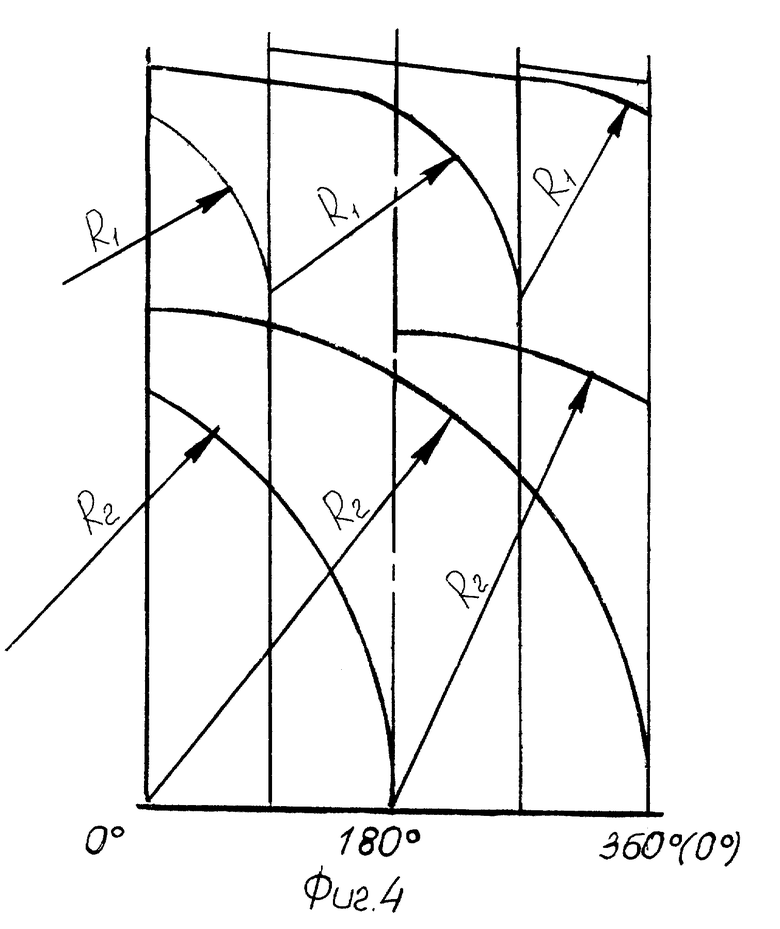
Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг. 1, 2, 3 и 4. На фиг. 1 приведено устройство для обработки глубоких отверстий, общий вид; на фиг. 2 приведен паз, сечение А-А на фиг. 1; на фиг. 3 приведен вид распорного клина, вид сверху по стрелке Б на фиг. 2; на фиг. 4 приведена развертка винтовых пазов резонатора.
Устройство для обработки глубоких отверстий содержит борштангу 1, включающую резонатор 2, имеющий два винтовых паза 3 с шагом, уменьшающимся в сторону крепления режущей пластины 4. Борштанга 1 крепится в узловых точках смещения продольных колебаний к суппорту 5 станка. На борштанге 1 установлены направляющие элементы 6 в виде твердосплавных инденторов, образуя с режущей пластиной 4 уравновешенный силовой треугольник. В пазах резонатора 2, имеющих конический профиль, размещены распорные клинья 7, зафиксированные стягивающими винтами 8.
Длина борштанги 1 выбирается из условия обеспечения стабильности возбуждения высокочастотных комплексных колебаний режущего клина и по длине кратна полуволне продольных колебаний. Изготовление винтовых пазов 3 на длине, равной полуволне продольных колебаний, с радиусом, равным полуволне крутильных (сдвиговых) колебаний, позволяет проводить на единой частоте возбуждения их согласование и усиление,
Винтовые пазы 3 выполняют с радиусом, равным длине полуволны крутильных колебаний и определяемым по формуле
R = Lкр/2 = Cсд/(2f) (1)
где Lкр - длина волны крутильных колебаний;
Cсд - скорость распространения сдвиговых волн в стали;
f - собственная частота колебаний волновода,
при этом частота возмущений, возникающих в зоне стружкообразования за счет высокочастотных волновых сдвиговых колебаний в обрабатываемом материале, должна быть равна собственной частоте резонатора 2 или являться одной из гармоник собственной частоты колебаний инструмента.
Распорные клинья 7 в пазу 3, проводящем согласование продольных и крутильных колебаний на рабочей резонансной частоте, изготавливаются из мягких сплавов. В другом пазу 3 используют распорные клинья из закаленной стали. Это исключает рассогласование параметров колебаний, вносимых пазом, настроенным на нерабочую резонансную частоту.
Пазы 3 располагаются последовательно и имеют разные радиусы, а ось симметрии начала одного паза повернута относительно оси симметрии другого на 90o для максимальной изгибной жесткости инструмента.
Устройство работает следующим образом.
Резонатор 2 предварительно настраивается на резонансный режим относительно переменной возбуждающей силы в зоне стружкообразования с учетом обрабатываемого материала и технологических режимов установкой соответствующего числа распорных клиньев 7 из мягких сплавов в паз 3, настроенный на рабочую резонансную частоту, а в другой паз 3 распорных клиньев 7 из закаленной стали. Затяжкой стягивающих винтов 8 фиксируют распорные клинья 7. Закрепленной в узловых точках смещений продольных колебаний борштанге 1 сообщают движение продольной подачи. Обрабатываемой детали сообщают движение резания. При врезании режущей пластины 4 в заготовку вследствие упругости резонатора 2 с винтовыми пазами 3 происходит закручивание борштанги 1 под действием сил резания. За счет упругой усадки резонатора 2 происходит продольное смещение режущей пластины 4. Вследствие импульсных, релаксационных процессов в зоне стружкообразования происходит раскручивание и продольное смещение режущих клиньев 4 в первоначальное положение. При совпадении собственной частоты инструмента и частоты волновых процессов в зоне стружкообразования происходит усиление амплитуды комплексных высокочастотных смещений борштанги 1. Направляющие элементы 6 обеспечивают изгибную устойчивость инструмента в обработанном отверстии.
Частота собственных колебаний борштанги W0 прямо пропорциональна ее жесткости, зависящей от материала распорных вкладышей и геометрических параметров поперечного сечения. Частота возбуждения W зоны стружкообразования является функцией режимов резания, причем прямо пропорциональна скорости резания и обратно пропорциональна глубине резания и подаче. Поэтому частота возбуждения W на черновых операциях значительно меньше, чем на чистовых. Соответственно на черновой операции используется паз с большим радиусом для меньшей частоты усиления, на чистовой операции используется паз с меньшим радиусом для большей частоты усиления. Амплитуда вынужденных колебаний рабочей части резонатора определяется по формуле
A = F0/m[(1-W/W0)2 + (вW/c)2]1/2 (2)
где F0 - возмущающая сила;
в - коэффициент сопротивления;
m - масса рабочей части инструмента.
Собственная частота инструмента определяется по формуле
f = 1/(2π)[c/Jm]1/2 (3)
где Jm - момент инерции рабочей части инструмента;
c - крутильная жесткость резонатора, которая равна
c = GJp/l (4)
где G - модуль упругости материала на сдвиг (для материала резонатора - стали 30ХГС G = 0,83•105 МПа; для материалов распорных втулок латуни Л59 G = 0,38•105 МПа или для меди М2 G = 0,5•105 МПа);
Jp - полярный момент инерции сечения.
При расклинивании паза втулками из стали 30ХГС данное поперечное сечение резонатора рассматривается как сплошное с полярным моментом инерции J1. Жесткость сечения паза с клиньями из цветных сплавов уменьшается, т.к. полярный момент инерции сечения J2 в данной части инструмента меньше J1 вследствие ослабления поперечного сечения пазами и меньшего модуля упругости цветных сплавов. Жесткость соответствующей части инструмента уменьшается и определяет собственную резонансную частоту инструмента и амплитуду вынужденных колебаний.
Паз с большим радиусом используется на черновых операциях с более низкой резонансной частотой колебаний и большей амплитудой колебаний. Паз с меньшим радиусом используется на чистовых операциях с более высокой частотой и меньшей амплитудой.
Использование данного устройства позволяет повысить производительность обработки, качество и точность обработанной поверхности, повысить надежность работы инструмента и обеспечить стабильность форм и размеров в эксплуатационный период детали.
Источники
1. Подураев В. Н. Резание труднообрабатываемых материалов. М.: Высшая школа, 1974, с. 417-418.
2. Авторское свидетельство N 931427, B 24 B 39/02, 30.05.1982.
3. Авторское свидетельство N 852451, B 23 B 29/03, 07.08.1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВИБРОСВЕРЛИЛЬНОЕ | 2011 |
|
RU2478023C2 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| ВИБРАЦИОННАЯ ГОЛОВКА | 2007 |
|
RU2355515C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2003 |
|
RU2245763C1 |
| РЕЗЕЦ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2292990C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
Изобретение относится к области металлообработки, в частности к обработке глубоких отверстий в маложестких длинномерных деталях, и может быть использовано на универсальных станках в механосборочных производствах. Устройство содержит борштангу и закрепленную на ее рабочей части расточную головку с режущими пластинами. Направляющие элементы установлены на рабочей части борштанги. Резонатор комплексных колебаний выполнен с распорными клиньями и размещен на нерабочей части борштанги. Клинья зафиксированы стягивающими винтами и расположены в двухзаходных винтовых пазах разных радиусов конического поперечного сечения. Использование данного устройства позволяет повысить производительность обработки, качество и точность обработанной поверхности, повысить надежность работы инструмента и обеспечить стабильность форм и размеров в эксплуатационный период детали. 4 ил.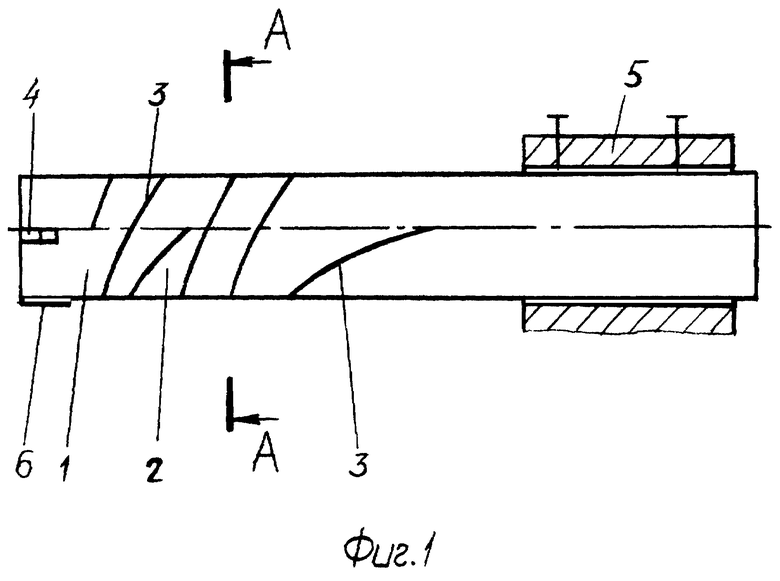
Устройство для обработки глубоких отверстий, содержащее борштангу и закрепленную на ее рабочей части расточную головку с режущими пластинами, отличающееся тем, что оно снабжено установленными на рабочей части борштанги направляющими элементами и размещенным на нерабочей части борштанги резонатором комплексных колебаний, выполненным с распорными клиньями, зафиксированными стягивающими винтами и расположенными в двухзаходных винтовых пазах разных радиусов конического поперечного сечения.
| Расточная оправка | 1978 |
|
SU852451A1 |
| RU 94018900 A1, 10.01.1996 | |||
| Устройство для расточки отверстий | 1986 |
|
SU1382594A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1991 |
|
RU2013188C1 |
| RU 94025997 A1, 10.05.1996 | |||
| Расточная головка для обработки глубоких отверстий | 1988 |
|
SU1683876A1 |
| US 3730636, 01.05.1973 | |||
| Способ прогнозирования репродуктивных потерь в сроке до 22 недель беременности у женщин с угрожающим выкидышем и привычным невынашиванием в анамнезе | 2020 |
|
RU2746033C1 |
