(54) УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОЮЙ ПРОКАТКИ
делякжцей положение оси блока накатных элементов относительно оси прокатываемой заготовки.
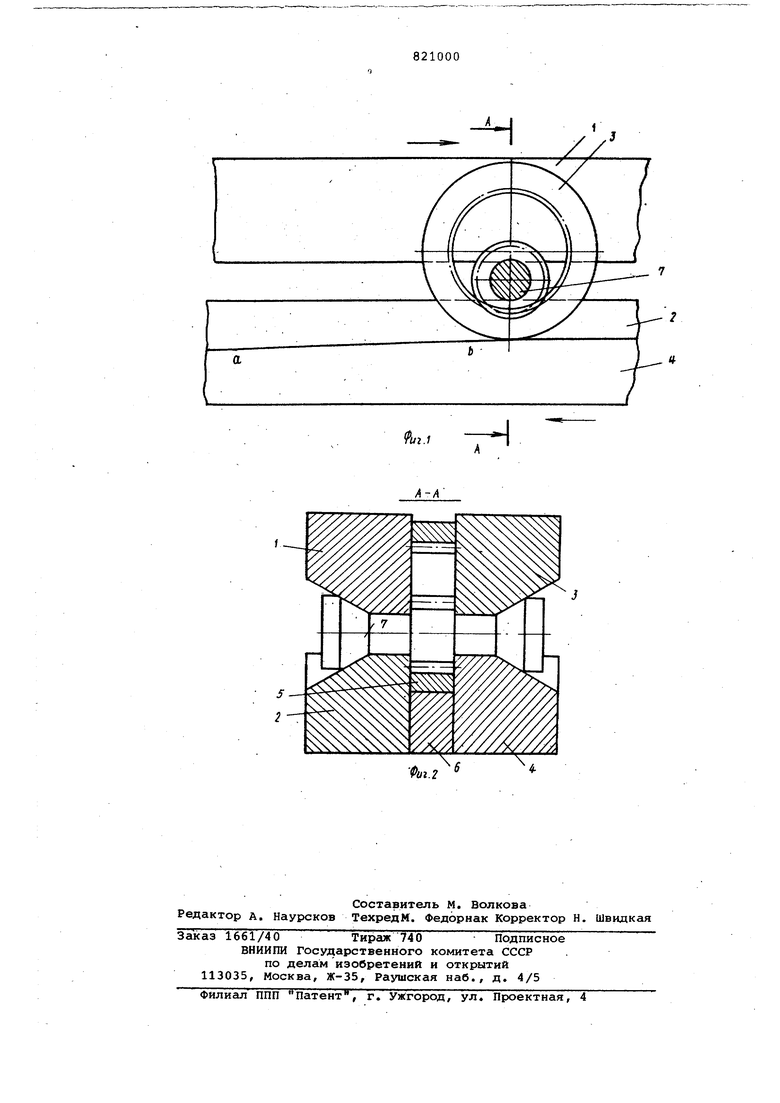
Процесс прокатки предлагаемым устройством осуществляется следующим образом.
Нагретая до температуры прокатки исходная заготовка 7 подается в зону прокатки и располагается внутри блока 5 накатных элементов.
Противолежащие клиновые инструменты, перемещаясь навстречу друг другу, внедряются в заготовку 7 клиновыми элементами 1/2,3 и 4 и вращая, раскатывают ее. На участке ав блок 5 накатных элементов прижимается планкой б к прокатываемой заготов ке 7 и воздействует на нее своими накатными элементами, в результате чего на поверхности заготовки образуются элементы требуемого профиля (шлицы, .зубья и т.д.). Расположение накатных элементов на внутренней поверхности кольца обеспечивает контак их с поверхностью заготовки на большой площади, что способствует более точному распределению накатанных эле ментов на поверхности заготовки.
После прокатки заготовка удаляется из прокатного устройства, противолежащие клиновые инструменты и блок накатных элементов возвращаются в исходное положение.
Устройство опробовано в ФТИ АН БССР в лабораторных условиях при изготовлении вал-шестерни НШ32 (число зубьев 8, m 5).
Исходная заготовка диаметром 51 м длиной 90 мм из стали 45 нагревается до и подвергается прокатке клиновьами элементами ср степенью обжатия 8 1,66 с одновременньпу накатыванием зубьев на участке исходного диаметра длиной 20 мм блоком накатных элементов с внутренним диаметром 80 мм и наружным - 130 мм. Клиновые деформирующие элементы имеют углы заострения Р , углы наклона боковых граней оС 30°.
Повышение точности прокатанной заготовки обусловлено тем, что в процессе прокатки, .благодаря кольцеобразной форме накатного блока, в заце лении с заготовкой находится одновременно 3-4 зуба, что обеспечивает равномерное деление заготовки на требуемое количество зубьев.
Получить равномерное деление заготовки на требуемое количество зубьев при прокатке известным инструментом не удается.
Получение одновременно с прокаткой заготовки зубчатого венца позволяет устранить операцию чернового фрезерования зубьев при послёдуюцей обработке.
Приведенные затраты на операции чернового фрезерования зубьев на одну деталь, по данным Московского завода тракторных гидроагрегатов, составляют ,055 руб., годовая прогpaNSMa N 1200000 шт.
Годовой экономический эффект от : внедрения предлагаемого изобретения составляет, Э 5,, ,055-1200000 66000 (руб.).
Формула изоб.ретения
Устройство для поперечно-клиновой прокатки, содержащее два рабочих клиновых инструмента и профилирующий блок, установленный на клиновых инструментах с возможностью перемещения в направлении, перпендикулярном оси прокатки, о.тличающееся тем, что с целью повышения качества прокатываемых деталей, каждый из рабочих клиновых инструментов выполнен составным из двух деформирующих элементов, а профилирующий блок выполнен в виде одного кольца, установленного с эксцентриситетом относительно оси прокатки между двумя деформирующими элементами рабочих инструментов с возможностью контакта своими торцовыми поверхностями с внутренними торцовыми поверхностями деформирующих элементов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 422512, кл. В 21 Н 1/00, 18.11.71.
2.Авторское свидетельство СССР № 479551, кл. В 21 Н 1/18, 01.06.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU804143A1 |
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
| Накатный станок | 1985 |
|
SU1362555A2 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU814532A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1978 |
|
SU795671A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU517376A1 |