Изобретение относится к специализированному оборудованию для пайки металлов и сплавов в вакууме и конт ролируемой среде и может быть испол зовано в различных областях машиностроения. Существуют технологические проце сы, проводимые в вакууме или в различных газовых средах в любой, после довательности с использованием дози рованного давления. Известны устройства,.печи однокамерные и двухкамерные, установки для пайки и термической обработки в вакууме и в различных газовых средах 1 . Однако они обладают малой производительностью. С целью повышения производительности разработаны вакуумные и водоро ные печи непрерывного действия, а та же многократные установки для термических и других процессов в вакууме Известен вакуумный полуавтомат для ведения сварочных термических и других процессов содержащий базовую вакуумную камеру с рядом рабочих камер, расположенных по окружйости в крышке базовой, вакуумной каме ры, поворотный стол, расположенный .в базовой вакуумной камере с возможностью вертикального перемещения, снабженный держателями деталей, шлюзовую систему, нагреватели с токоподводами установленными в рабочих камерах и вакуумную систему 2 . Недостатком вакуумного полуавто-мата является то, что технологичес кие процессы могут проводиться только в вакууме и без приложения доэированного давления к обрабатываемым деталям. Данный полуавтомат не обеспечивает универсальности технологи ческих процессов, в частности невозможно вести загрузку и выгрузку деталей из любой рабочей камеры и не позволяет использовать шлюзовую камеру для проведения технологических процессов. Недостатком является также и то, что загрузка и выгрузка деталей осуществляется в специальной кассете. Цель изобретения - повышение производительности, упрощение конструк1лии и улучшение качества пайки. Цель достигается тем, что рабочие камеры снабжены кольцевыми вакуумными уплотнителями, расположенными со стороны поворотного стола, и откидными крышками с вакуумными уплотнигелями для. шлюзования, базовая вакуумная камера снабжена клиновыми выдвижными упорами, расположенными ра диально и равномерно по окружности камеры для поджима вакуумных уплотнителей и фиксации стола в верхнем положении.Токоподводы нагревателей . выполнены в виде двух соосных и электрически изолированных колец, разделенных вакуумными уплотнителями, к которым крепятся проволочные нагревательные элементы.
В установке все рабочие камеры или часть из них снабжены съемными механизмами давлений, расположенными в крышках рабочих камер внутри токоподводов и системой подачи газа и откачки вакуума.
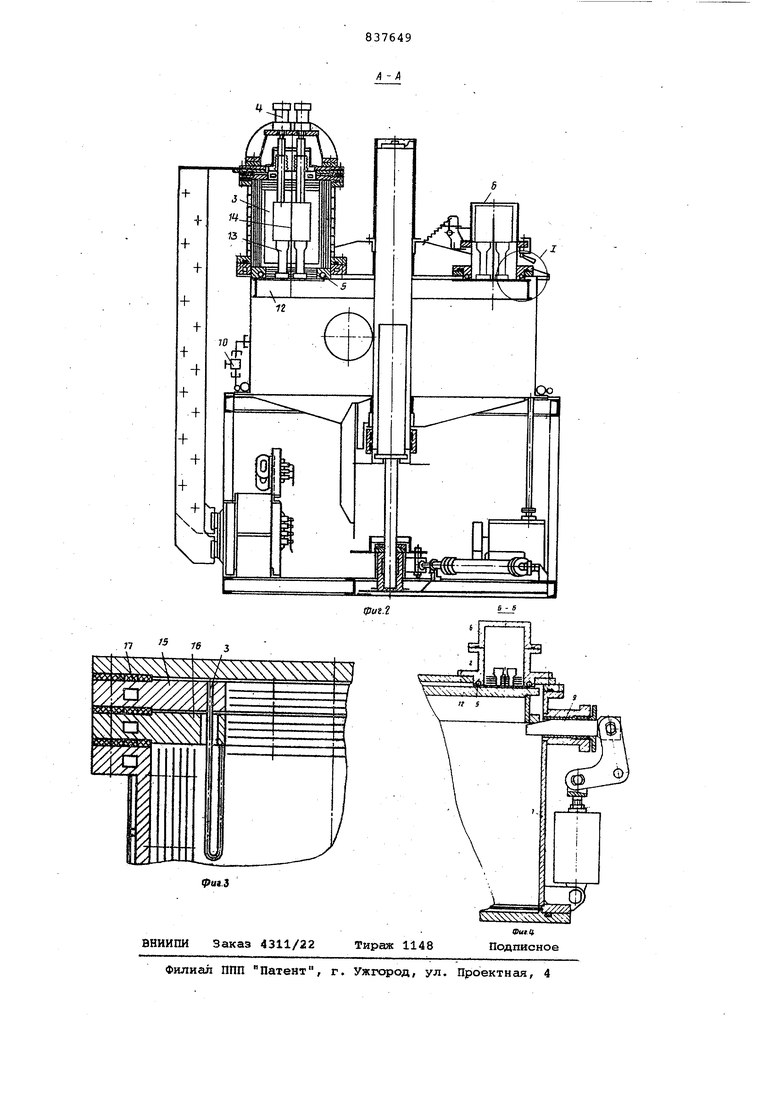
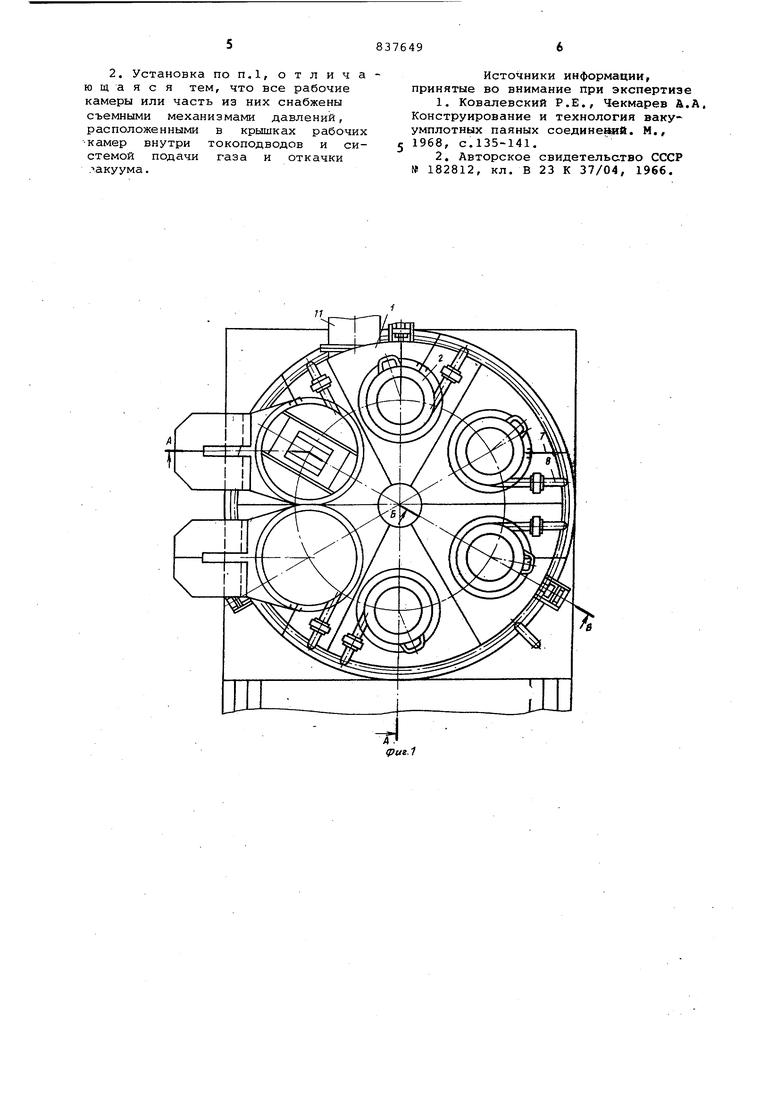
На фиг.1 изображена установка, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.З - токоподводы с нагревателями; на фиг.4 - разрез ББ на фиг.1.
Установка для высокотемпературной пайки включает базовую вакуумную камеру 1, на крышке которой расположены по окружности рабочие камеры 2. Рабочие камеры снабжены нагревателями 3, механизмом 4 давления с гидроприводом, средством 5 для уплотнения, откидными крышками 6,системой 7 напуска газа и вакуумной системой 8. Вакуумная камера установки снабжена выдвижными упорами 9, системой 10 напуска газа и вакуумной системой 11. Внутри вакуумной камеры расположен поворотный стол 12, на котором размещены держатели 13 деталей с датчиками 14 температуры. Токоподзоды нагревателя выполнены в виде двух соосных и электрически изолированных колец 15 и 16, разделенных вакуумным уплотнителем 17, к которому крепятся проволочные нагревательные элементы 3.
Установка работает следующим образом.
При нижнем положении стола 12 создается вакуум во всех камерах с помощью вакуумной системы 11. Затем стол поднимается вверх и упорами 9 поджимает средства 5 уплотнения, которые отсекают объем рабочих камер 2 от объема базовой камеры 1. Одна из загерметизированных таким образом рабочих камер соединяется с атмосферой, открывается крышка б, и соединяемые детали устанавливаются на держатели 13. Затем закрывается крышка, из этой рабочей камеры вакуумной .системой 8 откачивается воздух, стол опускается, поворачивается на один шаг и вновь поднимается, вводя детали в последующие рабочие камеры. В этих рабочих камерах системой 7 напуска газа создается необходимая газовая среда и соединяемые -цетали разогреваются: нагревателем 3 до соответствующей температуры с последующим приложением к ним давления. Давление прикладывается механизмом 4 давления с гидроприводом. Измерение температуры осуществляется датчиками 14 температуры. Датчики температуры электрически связаны с автоматической системой контроля температуры (не показана) и контроль температуры соединяемых деталей ведется непрерывно от начала до конца процесса. После того, как с обрабатываемых деталей снимается давление и температура, одна из рабочих камер соединяется с атмосферой , открывается крышка б и детали выгружаются. Затем цикл повторяется.
5 Производительность установки 15 шт/ч при времени пайки одного образца с выдержкой на охлаждение 3 30 мин.
.Испытания установки показывают
0 большую универсальность при хорошем
качестве пайки. I
Установка позволяет получить в
рабочих камерах необходимую для технологического процесса температуру с
5 приложением дозированного давления, является более универсальной за счет того, что технологический процесс может проходить в вакууме или в любой газовой среде в любой последовательности. Кроме того, в качестве шлюзовой можно использовать любую рабочую камеру, а загрузку и выгрузку можно проводить без кассеты.
Формула изобретения
1. Установка для высокотемпературной пайки, содержащаяi базовую вакуумную камеру с рядом рабочих камер, установленных по окружности в крышке базовой вакуумной камеры, поворотный стол, расположенный в базовой вакуумной камере, с возможностью вертикального перемещения снабженный держателями деталей, шлюзовую сие5 тему, нагреватели с токоподводами, установленные в рабочих камерах, вакуумную систему, отличающаяся тем, что, с целью повышения производительности труда, упрощения
0 конструкции и улучшения качества пайки, рабочие камеры снабжены кольцевыми вакуумными уплотнителями, расположенными со стороны поворотного стола и откидными крышками с вакууме ными уплотнителями для шлюзования, базовая вакуумная камера снабжена Клиновыми выдвижными упорами, расположенными радиально и равномерно по окружности камеры для поджима вакуумных уплотнителей и фиксации стола в верхнем положении, токоподводы нагревателей выполнены в виде двух соосных и электрически изолированных колеиг, разделенных вакуумными уплотнителями, к которым,крепятся проволочные нагревательные элементы.
2. Установка по п,1, отличают а я с я тем, что все рабочие камеры или часть из них снабжены съемными механизмами давлений, расположенными в крышках рабочих камер внутри токоподводов и системой подачи газа и откачки лакуума.
Источники информации, принятые во внимание при экспертизе
1.Ковалевский Р.Е., Чекмарев Л.А. Конструирование и технология вакуумплотных паяных соединеШ1й. М.,
5 1968, с.135-141.
2,Авторское свидетельство СССР № 182812, кл. В 23 К 37/04, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки и пайки | 1984 |
|
SU1186438A1 |
| Полуавтоматическая вакуумная установка | 1984 |
|
SU1175638A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Агрегат для термообработки | 1985 |
|
SU1370409A1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2287610C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ СИЛОВЫХ МОДУЛЕЙ ЭЛЕКТРОНИКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412790C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ИЗДЕЛИЙ В ВАКУУМ | 1978 |
|
SU699813A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |