Изобретение относится к технологии вакуумной пайки для монтажа микрополосковых плат на теплоотводных основаниях и может быть использовано в производстве силовых модулей электроники.
Известен способ вакуумной пайки силовых модулей электроники, заключающийся в монтаже предварительно луженых кристалла и теплоотводного основания посредством кондукционного нагрева мармита до образования жидкой фазы припоя на теплоотводном основании, соединения кристалла и основания при циклическом нагреве мармита до температуры плавления припоя с плавной регулировкой уровня вакуума в рабочей зоне и принудительного охлаждения спаянных силовых модулей. (С.Валев. Вакуумная пайка в производстве силовой электроники. / Современное решение для лабораторного и крупносерийного производства. - Ж. Силовая электроника, 2006, №3. - стр.104-108). Данное техническое решение принято за прототип.
Известно устройство для монтажной пайки элементов на печатной плате, содержащее основание, снабженное вертикальными опорами, на которых установлен нагреватель, выполненный в виде термодинамического элемента, с возможностью цикличного перемещения, а в основании выполнены автономные каналы систем вакуумного отсоса и воздушного охлаждения термодинамического элемента. (Патент RU №2082571 С1. Устройство для монтажной пайки элементов на печатной плате. - МПК6: В23К 3/00. - 27.06.1997.) Данное техническое решение принято за прототип.
Недостатком известных технических решений, принятых за прототипы, является малая эффективность вакуумного отсоса для достижения высокого качества пайки микрополосковых плат на теплоотводящем основании, особенно плат на основе гибкого СВЧ-материала, приводящая к неплотному прилеганию краев платы, где проходят большие токи СВЧ, а наличие непропаянных мест и остатков флюса провоцирует коррозионные процессы, которые снижают теплопередачу и приводят к локальному перегреву термически нагруженных компонентов силовых модулей и выходу их из строя.
Основной задачей, на решение которой направлены заявляемые способ вакуумной пайки силовых модулей электроники и установка для его осуществления, является повышение скорости теплоотвода от микрополосковых плат к теплоотводящему основанию за счет уменьшения между ними толщины припойного слоя, непропаянных мест и остатков флюса.
Техническим результатом, достигаемым при осуществлении заявляемых способа вакуумной пайки силовых модулей электроники и установки для его осуществления, является повышение интенсивности теплопередачи через паяное соединение от микрополосковых плат или мощных радиоэлементов к теплоотводящему основанию.
Указанный технический результат достигается тем, что в известном способе вакуумной пайки силовых модулей электроники, заключающемся в монтаже предварительно луженых микрополосковой платы и теплоотводного основания посредством кондукционного нагрева мармита нагревателя до образования жидкой фазы припоя между теплоотводным основанием и микрополосковой платой, соединения их с плавной регулировкой уровня вакуума в рабочей зоне и принудительного охлаждения спаянных силовых модулей, согласно предложенному техническому решению
соединение микрополосковой платы с теплоотводным основанием выполняют плавным прижатием их друг к другу после образования жидкой фазы припоя между основанием и платой, а охлаждение спаяных силовых модулей осуществляют после полного прижатия платы к основанию и с достижением температуры кристаллизации припоя уровень вакуума в рабочей зоне плавно снижают до атмосферного давления;
плавное прижатие микрополосковой платы к теплоотводному основанию осуществляют под воздействием атмосферного давления;
плавное прижатие микрополосковой платы к теплоотводному основанию осуществляют по мере увеличения площади прижима от середины к периферии платы.
Указанный технический результат достигается тем, что в известной установке для вакуумной пайки силовых модулей электроники, содержащей вакуумную камеру, поддон для монтажа микрополосковых плат и теплоотводного основания, нагреватель, расположенный под мармитом, каналы вакуумного отсоса, согласно предложенному техническому решению
вакуумная камера образована съемной крышкой, состоящей из рамки, герметично закрытой эластичной пленкой, и поддоном, соединяемыми посредством уплотнителя, установленного на рамке, и откидных средств прижатия и закрепления рамки съемной крышки на поддоне, в последнем выполнены каналы вакуумного отсоса;
на поддоне по контуру соединяемого силового модуля установлены упоры для удержания эластичной пленки на заданной высоте от монтируемой микрополосковой платы на теплоотводном основании с возможностью плавного опускания эластичной пленки на микрополосковые платы;
упоры для удержания эластичной пленки оснащены механизмом синхронного смещения упоров в противоположные друг от друга стороны;
она содержит плиту принудительного охлаждения поддона вакуумной камеры, в которой выполнены каналы системы воздушного охлаждения;
она содержит плиту предварительного нагрева поддона вакуумной камеры;
вакуумная камера выполнена в виде тары-спутника, снабженной ручками для перемещения вакуумной камеры с одной плиты на другую;
уплотнитель на рамке съемной крышки выполнен из силиконовой резины;
вакуумная камера оснащена вакуумметром, а трубопровод сообщения между вакуумной камерой и источником вакуума снабжен регулируемым вентилем;
поддон выполнен из латуни или алюминия с полированной подошвой;
в поддоне установлен датчик температуры кондукционного нагрева мармита;
нагреватель выполнен с возможностью автоматического регулирования и цифровой индикации температуры нагрева мармита.
Приведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа вакуумной пайки силовых модулей электроники и установки для его осуществления, отсутствуют. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками заявляемых технических решений, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности «изобретательский уровень».
В настоящей заявке на выдачу патента соблюдено требование единства изобретений, поскольку способ вакуумной пайки силовых модулей электроники и установка для его осуществления предназначены для повышения качества соединения микрополосковой платы и теплоотводного основания посредством вакуумной пайки. Заявленные технические решения решают одну и ту же задачу - исключение в соединении микрополосковой платы и теплоотводного основания непропаянных мест и остатков флюса.
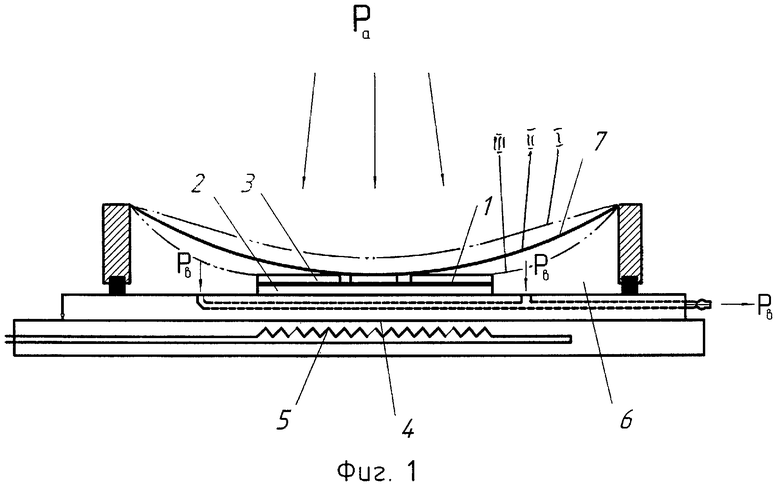
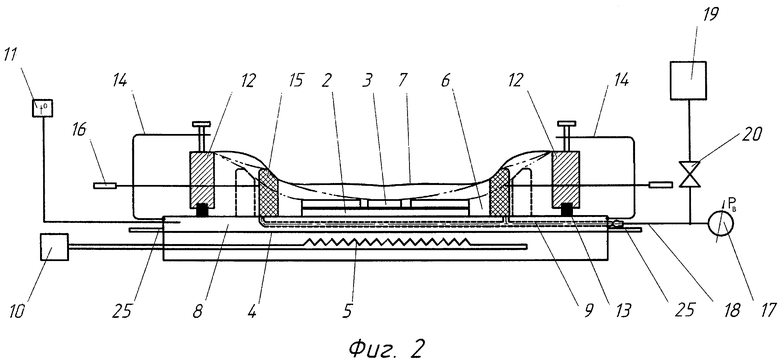
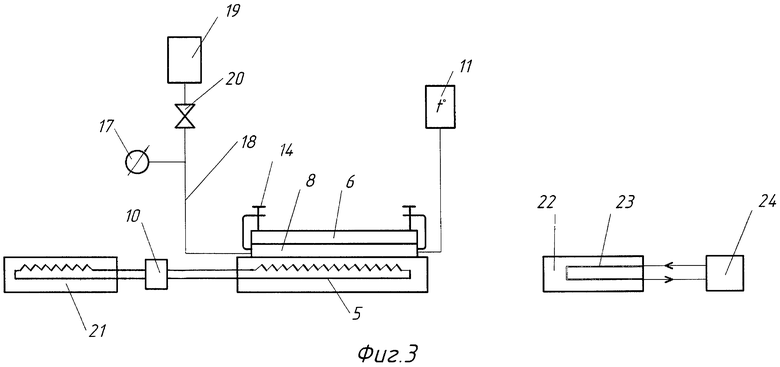
На фиг.1 показана технологическая схема процесса вакуумной пайки силовых модулей электроники; на фиг.2 - вакуумная камера установки для вакуумной пайки силовых модулей электроники; на фиг.3 - установка для вакуумной пайки силовых модулей электроники.
Сущность предложенного способа вакуумной пайки силовых модулей электроники заключается в следующем.
Жидкая фаза припойного слоя 1 образуется между предварительно лужеными теплоотводным основанием 2 и микрополосковой платой 3 посредством кондукционного нагрева мармита 4 нагревателя 5 и контакта теплоотводного основания 2 с мармитом 4. После этого в вакуумной камере 6 создают вакуум Pв, посредством которого с помощью, например, эластичной пленки 7 микрополосковую плату 3 прижимают к теплоотводному основанию 2. При этом под воздействием разности давления Рв в вакуумной камере 6 и атмосферного давления Ра снаружи эластичная пленка 7 плавно смещается из позиции I в позицию II, в последней эластичная пленка 7 начинает прижимать микрополосковую плату 3 к теплоотводному основанию 2 смещением в позицию III от ее середины с постепенным увеличением площади прижима к периферии микрополосковой платы 3. В процессе этого из припойного слоя 1 практически полностью выводятся пузыри воздуха и остатки флюса, а также значительно уменьшается толщина самого припойного слоя 1, что увеличивает теплопередачу от микрополосковой платы 3 к теплоотводящему основанию 2, тем самым снижают вероятность перегрева термически нагруженных компонентов силовых модулей электроники и выхода их из строя. После полного прижатия эластичной пленкой 7 микрополосковой платы 3 к теплоотводному основанию 2 осуществляют принудительное охлаждение спаянных силовых модулей и, с достижением температуры кристаллизации tк припойного слоя 1, уровень вакуума Рв в вакуумной камере 6 плавно снижают до атмосферного давления Ра, при этом эластичная пленка 7 смещается в позицию I (Фиг.1).
Для осуществления предложенного способа вакуумной пайки силовых модулей электроники установка содержит вакуумную камеру 6, поддон 8 для монтажа предварительно луженых микрополосковой платы 3 на теплоотводном основании 2 силового модуля электроники с каналами 9 для вакуумного отсоса из вакуумной камеры 6 и нагреватель 5, расположенный под мармитом 4, подключенный к источнику электропитания 10. Нагреватель 5 выполнен с возможностью автоматического регулирования и цифровой индикации температуры нагрева t° мармита 4, а поддон 8 выполнен из латуни или алюминия с полированной подошвой, контактирующей с мармитом 5, в котором установлен датчик 11 температуры нагрева t° мармита 4. Вакуумная камера 6 образована съемной крышкой, состоящей из рамки 12, герметично закрытой эластичной пленкой 7, и поддоном 8, соединяемыми посредством уплотнителя 13, выполненного из силиконовой резины и установленного на рамке 12, и откидных средств 14 для прижатия и закрепления рамки 12 съемной крышки на поддоне 8. Для удержания эластичной пленки 7 на заданной высоте от монтируемой микрополосковой платы 3 на поддоне 8 по контуру силового модуля установлены упоры 15 с возможностью плавного опускания эластичной пленки 7 на микрополосковые платы 3 посредством механизма 16 синхронного смещения упоров 15 в противоположные друг от друга стороны (Фиг.2). Вакуумная камера 6 оснащена вакуумметром 17, присоединенным к трубопроводу 18 сообщения между вакуумной камерой 6 и источником вакуума 19, который снабжен регулируемым вентилем 20. Установка содержит плиту 21 предварительного нагрева поддона 8 вакуумной камеры 6, подключенную к источнику электропитания 10, и плиту 22 принудительного охлаждения поддона 8 вакуумной камеры 6, в которой выполнены каналы 23 системы воздушного охлаждения поддона 8 от холодильной установки 24 (Фиг.3). Вакуумная камера 6 выполнена в виде тары-спутника, снабженной ручками 25 для перемещения камеры 6 с одной плиты на другую.
Пример выполнения процесса вакуумной пайки силовых модулей электроники на предлагаемой установке.
На монтажном столе (не показан) устанавливают поддон 8 вакуумной камеры 6, на котором собирают силовой модуль электроники с наложением микрополосковой платы 3 на теплоотводное основание 2, предварительно луженых припоем ПОСК 50-18. На поддоне 8 упоры 15 сдвигают к контуру теплоотводного основания 2 силового модуля электроники, на котором устанавливают рамку 12 с уплотнителем 13 и эластичной пленкой 7, последнюю располагают на упорах 15 с определенным зазором к микрополосковой плате 3. Рамку 12 герметично закрепляют откидными средствами крепления 14 на поддоне 8, образуя вакуумную камеру 6. К каналам 9 поддона 8 присоединяют гибкий трубопровод 18 отсоса воздуха из вакуумной камеры 6 с помощью портативной вакуумной станции 19, который снабжен регулируемым вентилем 20. После этого вакуумную камеру 6 с расположенными в ней элементами монтируемого силового модуля, как тару-спутник, с помощью ручек 25 переносят на плиту 21 для предварительного нагрева, подключенную к источнику электропитания 10, и на ее мармите в течение 20-30 мин осуществляют предварительный нагрев поддона 8 до температуры 120°С. Затем вакуумную камеру 6 с расположенными в ней элементами монтируемого силового модуля с помощью ручек 25 переносят на мармит 4 нагревателя 5, предварительно нагретый от источника электропитания 10 до температуры 210°С, на котором выполняют кондукционный нагрев поддона 8 вакуумной камеры 6 через полированную подошву до образования жидкой фазы припойного слоя 1 между теплоотводным основанием 2 и микрополосковой платой 3. В качестве нагревателя 5 использовали станцию «Магистр-Т10» с электронным блоком регулирования и поддержания температуры нагрева t°. С образованием между теплоотводным основанием 2 и микрополосковой платой 3 жидкой фазы припойного слоя 1 включали вакуумный отсос воздуха из вакуумной камеры 6 по гибкому трубопроводу 18 от портативной вакуумной станции 19, с которым при плавной регулировке вакуума в вакуумной камере 6 начинают соединение теплоотводного основания 2 и микрополосковой платы 3. По мере увеличения вакуума в вакуумной камере 6 с помощью вакуумметра 17 и регулируемого вентиля 20 происходит прогибание эластичной пленки 7 до касания микрополосковой платы. Затем посредством механизма 16 синхронного смещения упоров 15 в противоположные друг от друга стороны под воздействием разности давления Рв в вакуумной камере 6 и атмосферного давления Рa снаружи эластичная пленка 7 опускается, плавно прижимая микрополосковую плату 3 к теплоотводному основанию 2, и по мере смещения упоров 15 в противоположные друг от друга стороны увеличивается площадь прижима эластичной пленки 7 от середины микрополосковой платы 3 к ее периферии. В течение 1 мин из жидкой фазы припойного слоя 1 между теплоотводным основанием 2 и микрополосковой платой 3 свободно выходят пузыри воздуха, остатки флюса и излишки припоя. После полного прижатия платы 3 к основанию 2 осуществляют перенос вакуумной камеры 6 с помощью ручек 25 на плиту 22 принудительного охлаждения спаянных теплоотводного основания 2 и микрополосковой платы 3. Принудительное охлаждение спаянных теплоотводного основания 2 и микрополосковой платы 3 осуществляется через поддон 8 вакуумной камеры 6 посредством каналов 23 системы воздушного охлаждения от холодильной установки 24. С достижением температуры кристаллизации припоя tk=180°С уровень вакуума Рв в вакуумной камере 6 плавно снижают до атмосферного давления Ра с помощью регулируемого вентиля 20 и вакуумметра 17, после чего вакуумную систему отключают. После полного охлаждения спаянного силового модуля крышка вакуумной камеры 6 освобождается от откидных средств закрепления 14, рамка 12 с эластичной пленкой 7 откидывается в сторону и с поддона 8 снимается спаянный силовой модуль электроники.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖНОЙ ПАЙКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1993 |
|
RU2082571C1 |
| Способ монтажа микросборок в корпус модуля | 2016 |
|
RU2661337C2 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| Установка для бесфлюсовой пайки микрополосковых плат | 1986 |
|
SU1353588A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШАРИКОВЫХ ВЫВОДОВ НА АЛЮМИНИЕВОЙ МЕТАЛЛИЗАЦИИ КОНТАКТНЫХ ПЛОЩАДОК КРИСТАЛЛА | 2017 |
|
RU2671383C1 |
| КОРПУС БЕСПОТЕНЦИАЛЬНОГО СИЛОВОГО МОДУЛЯ | 2020 |
|
RU2740028C1 |
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ И ТЕРМООБРАБОТКИ ДИСПЕРСНО-УПРОЧНЕННЫХ КОМПОЗИЦИЙ ПАСТ ДЛЯ МЕДНО-КЕРАМИЧЕСКИХ НИТРИДНЫХ, ОКСИДНЫХ И КАРБИДНЫХ ПЛАТ СИЛОВОЙ ЭЛЕКТРОНИКИ | 2024 |
|
RU2833556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
Изобретение может быть использовано при производстве силовых модулей электроники. Осуществляют кондукционный нагрев мармита нагревателя до образования жидкой фазы припоя между теплоотводным основанием и микрополосковой платой. Соединяют их плавным прижатием друг к другу путем увеличения площади прижима от центра к периферии платы под воздействием атмосферного давления с плавной регулировкой уровня вакуума в рабочей зоне. С достижением температуры кристаллизации припоя уровень вакуума в рабочей зоне плавно снижают до атмосферного давления. Вакуумная камера установки для пайки образована съемной крышкой, состоящей из рамки, герметично закрытой эластичной пленкой, и поддоном, имеющим каналы вакуумного отсоса. Съемная крышка соединена с поддоном посредством установленного на рамке уплотнителя и откидных средств прижатия и закрепления рамки. Изобретение обеспечивает повышение интенсивности теплопередачи через паяное соединение от микрополосковых плат или мощных радиоэлементов к теплоотводящему основанию. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Способ вакуумной пайки силовых модулей электроники, включающий монтаж предварительно луженых микрополосковой платы и теплоотводного основания посредством кондукционного нагрева мармита нагревателя до образования жидкой фазы припоя между теплоотводным основанием и микрополосковой платой, соединение их с плавной регулировкой уровня вакуума в рабочей зоне и принудительное охлаждение спаянных силовых модулей, отличающийся тем, что соединение микрополосковой платы с теплоотводным основанием выполняют плавным прижатием их друг к другу после образования жидкой фазы припоя между основанием и платой, а охлаждение спаянных силовых модулей осуществляют после полного прижатия платы к основанию, и, с достижением температуры кристаллизации припоя уровень вакуума в рабочей зоне плавно снижают до атмосферного давления.
2. Способ по п.1, отличающийся тем, что плавное прижатие микрополосковой платы к теплоотводному основанию осуществляют под воздействием атмосферного давления.
3. Способ по п.2, отличающийся тем, что плавное прижатие микрополосковой платы к теплоотводному основанию осуществляют по мере увеличения площади прижима от середины к периферии платы.
4. Установка для вакуумной пайки силовых модулей электроники, содержащая вакуумную камеру, поддон для монтажа микрополосковых плат с теплоотводным основанием, нагреватель, расположенный под мармитом, и каналы вакуумного отсоса, отличающаяся тем, что вакуумная камера образована съемной крышкой, состоящей из рамки, герметично закрытой эластичной пленкой, и поддоном, соединяемых посредством уплотнителя, установленного на рамке, и откидных средств прижатия и закрепления рамки съемной крышки на поддоне, в котором выполнены каналы вакуумного отсоса.
5. Установка по п.4, отличающаяся тем, что на поддоне по контуру соединяемого силового модуля установлены упоры для удержания эластичной пленки на заданной высоте от монтируемой микрополосковой платы на теплоотводном основании с возможностью плавного опускания эластичной пленки на микрополосковые платы.
6. Установка по п.5, отличающаяся тем, что упоры для удержания эластичной пленки оснащены механизмом синхронного смещения упоров в противоположные друг от друга стороны.
7. Установка по п.4, отличающаяся тем, что она содержит плиту принудительного охлаждения поддона вакуумной камеры, в которой выполнены каналы системы воздушного охлаждения.
8. Установка по п.4, отличающаяся тем, что она содержит плиту предварительного нагрева поддона вакуумной камеры.
9. Установка по любому из пп.7 или 8, отличающаяся тем, что вакуумная камера выполнена в виде тары-спутника, снабженной ручками для перемещения вакуумной камеры с одной плиты на другую.
10. Установка по п.4, отличающаяся тем, что уплотнитель на рамке съемной крышки выполнен из силиконовой резины.
11. Установка по п.4, отличающаяся тем, что вакуумная камера оснащена вакуумметром, а трубопровод сообщения между вакуумной камерой и источником вакуума снабжен регулируемым вентилем.
12. Установка по п.4, отличающаяся тем, что поддон выполнен из латуни или алюминия с полированной подошвой.
13. Установка по п.4, отличающаяся тем, что в поддоне установлен датчик температуры кондукционного нагрева мармита.
14. Установка по п.4, отличающаяся тем, что нагреватель выполнен с возможностью автоматического регулирования и цифровой индикации температуры нагрева мармита.
| ВАЛЕВ С | |||
| Вакуумная пайка в производстве силовой электроники | |||
| Современное решение для лабораторного и мелкосерийного производства | |||
| - Силовая электроника, №3, 2006, с.104-108 | |||
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| Устройство для направления проволочного электрода при электроэрозионной прорезке пазов | 1980 |
|
SU965695A1 |
| Установка для бесфлюсовой пайки микрополосковых плат | 1986 |
|
SU1353588A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖНОЙ ПАЙКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1993 |
|
RU2082571C1 |
| US 2002047038 А1, 25.04.2002. | |||

