(54) СПОСОБ ДУГОЮЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПУЛЫаЙРУЮЩЕЙ ДУГОЙ Стабильное горение пульсирующей дуги без обрьгоов при отсутствии переноса электродного металла на минимальной мощности возможно на падающих внещних хар актернстиках источника питания, так как горение малоамперной дуги на этих характеристиках стабильнее вследствие малого изменения сварочного тока дуги,- но на этих характеристиках трудно получить- стабильнь1Й| процесс сварки со струйным переносом электродного металла «а максимальной мощности дуги вследствие резкого сокращения диапазона саморегулирования дуги. В этом случае процесс сварки со струйным переносом электродного металла необходима вести с нсполь ванием жестких внещних характеристик источника питания. Цель изобретения - расишрение диапазона регулирования процесса сварки пульсирующей дугой в сторону уменьщения тепловложения в основной металл - при струйном переносе электродного металла на максимальной мощности дуги-и стабильном горении дуги без i переноса электродного металла на ишнимальной мощности. Сущность способа заключается в том, что импульсы максимальной мощности подают на жесткой внеишей характеристике источника питания, а импульсы минимальной мощности на подающей внещней характеристике. На фиг. 1 показано изменение мрщности дуги во времени при пульсирующей сварке плавящимся электродом; на фиг. 2 и 3 - формы внещних характеристик источника питания в зависимости от мощности дуги, где Nniax i максимальная мощность , длительность горения дуги на максимальной мощ ности и форма внещней характеристики источника питания в этот момент; , .- минимальная мощность, длительность горения дуги на минимальной мощности и форма внещней характеристики источника питания в этот момент; - время дикла. 4 Предлагаемый способ осуществляется следу ющим, образом. В первый момент подают импульс максимальной мощности на жесткой внешней характеристике (фиг. 1 н 2). В этот момент происходит расплавление основного и электродного металлов. Максимальную мощность импульса задают из условия струйного переноса расплавленного электродного металла, при котором потери на разбрызгивание и выгорание легирующих- элементов электродного металла минимальны и улучщается формирование сварного щва в любом пространственном положении. В следующий момент подают импульс минимальной мощности на подающей характеристике (фиг. 1 и 3). Значение минимальной мощности задают из условия стабильного горения сварочной дуги при отсутствии переноса электродного металла. В этот момент происходит кристаллизация сварочной ванны и подофев торца сварочной проволоки теплом дуги. Длительность импульсов мощности задают в пределах 1,5- 50 МО. Предлагаемый способ дуговой сварки плавящимся электродом позволяет осуществить сварку металлов в более щироком диапазоне тепловой мощности дуги со струйным переносом электродного металла, при котором резко уменьшается выгорание легирующих компонентов сварочной проволоки, так как время пребьшания расплавленного металла в дуговом промежутке при струйном переносе минимально. Так как при сварке в среде ftf + СО проволокой диаметром 1,2 мм сохраняется струйный перенос электродного металла, удалось снизить тепловложение в основной металл в 1,5 раза по сравнению с известными способами сварки пульсирующей дугой. В таблице приведены ориентировочные ре.жимы сварки пульсирующей дугрй стальной проволокой. Сварка по предлагаемому способу дает экономию электроэнергии на 20-30% по сравнению со сваркой пульсирующей дугой.
Формула изобретения
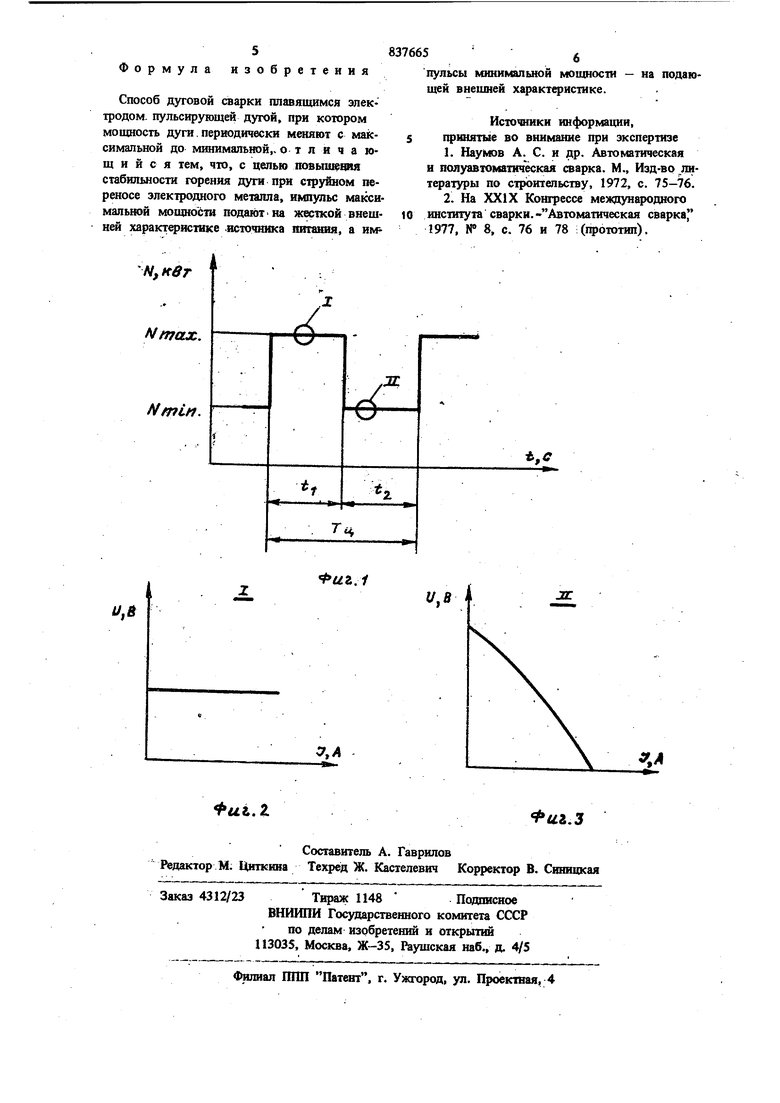
Способ дуговой (Жарки плавящимся электродом. пульсирующей дутой, при котором мощность дуги. периодически меняют с максимальной до минимальной,, о т л и ч а ющ и и с я тем, что, с целью повышеФя стабильности горения дуги при струйном переносе электродного металла, импульс максимальной мощности подают на жесткой внещ ней характеристике .источника питания, а им
пульсы минимальной мощности - на подающей внещней характо)истике.
Источники информаши, принятые во внимание при экспертизе
1.Наумов А. С. и др. Автоматическая
и полуавтоматическая сварка. М., Изд-во литературы по строительству, 1972, с. 75-76.
2.На XXIX Конгрессе международного института сварки.- Автоматическая сварка 1977, N 8, с. 76 и 78 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2014 |
|
RU2570145C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| ИНДУКТОРНАЯ ГЕНЕРАТОРНАЯ УСТАНОВКА | 2001 |
|
RU2192946C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1991 |
|
SU1757816A1 |
.
Nmin.
