1
Изобретение относится к изготовяению теплообменных- аппаратов и может быть использовано в энергетическом, химическом и транспортном машиностроении.
Известны способы изготовления трубных пучков теплообменников, заключающиеся в том, что концы теплообменных трубок привариваются к штуцерам коллекторов встык, что позволяет получать надежное соединегше труб с коллекторами, а также обеспечивает качественный контроль сварных соединений 1.
Недостатками этих способов является то, что их невозможно осуществить при малом . шаге трубок пучка, так как при приварке к коллектору каждой трубки уже приваренные соседние трубки мешают или не позволяют приварить остальные трубки. Поэтому приходится шш увеличивать размеры коллектора, или предварительно объединять по 2 или более трубок или делать составными коллектор или его трубную доску, а также приваривать к концам трубЬк переходники меньшего диаметра, что приводит к увеличению трудоемкости изготовления, уменьшению надежности
(увеличивается количество сварных швов), увеличению габаритов трубных пучков и теш1О обменника в целом. Стесненные же условия для сварки остаются. Кроме.того, в результате разной усадки сварных швов одновременная пристыковка всех трубок ко всем штуцерам обоих коллекторов затруднена или невозможна без забойных участков.
Известен также способ изготовления трубных пучков теплообменников, при котором концы трубок вставляются в отверстия трубных досок и привариваются к ним со стороны торцов труб.
При применении этого способа устраняются стесненные условия дня сварки,появляется возможность автоматизировать сварку, отпадает необходимость в забойных участках. Таким способом можно объединясь трубы теплообменников с плотной компановкой труб.
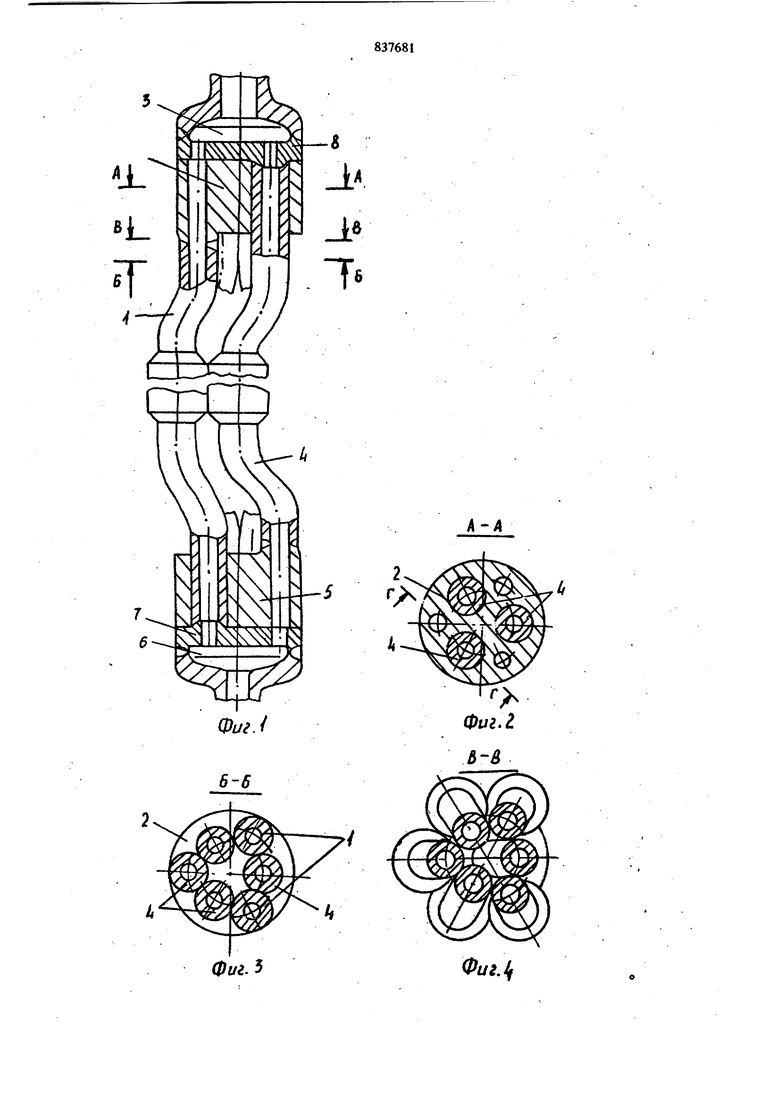
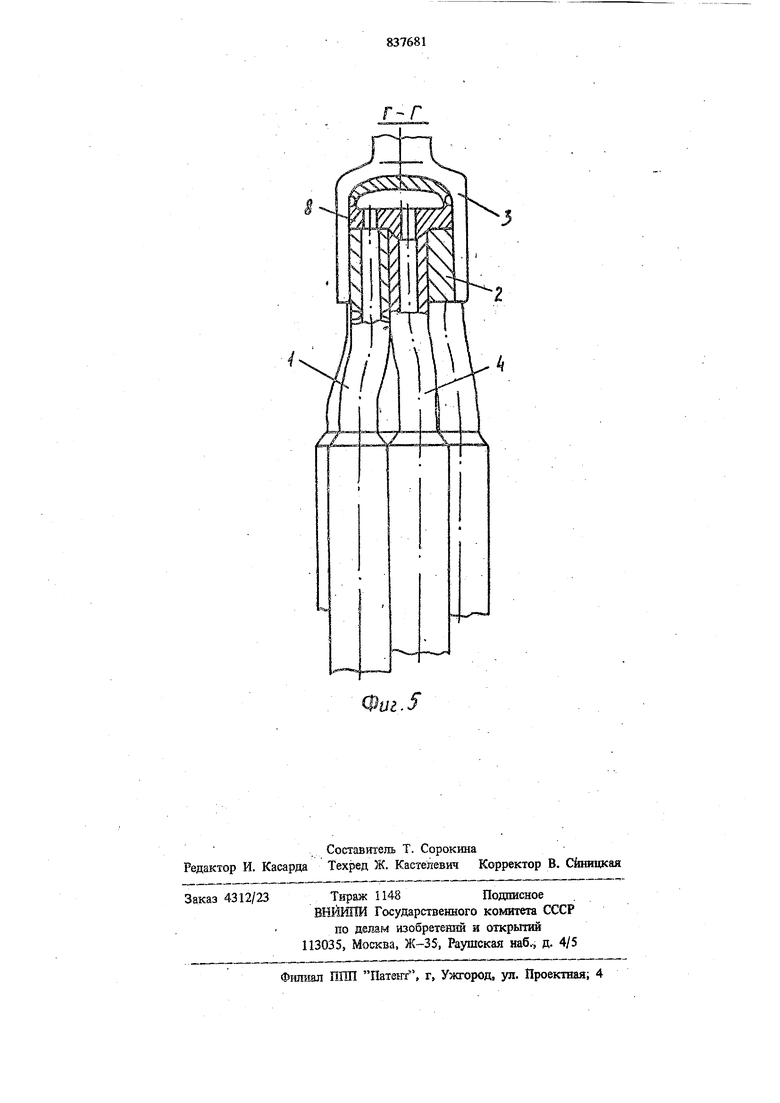
Однако согласно этому способу. отверстия в трубных досках коллекторов нужно выполнять дааметром не меньше наружного диаметра труб) а значит, необходимо оставлять между трубами. еще расстояние равное перемычке между отверстиями (по крайней мере 1,5-2 мм в («временных теплообменниках). Цель изобретения - уменьшение габаритов коллекторов. Указанная цель достигается тем, что в предлагаемом способе изготовления трубных пучков теплообменников, включающем установку и приварку труб к коллекторам подвода и отвода теплоносителя, часть труб приваривают к трубной доске Коллектора отвода теплоносителя со стороны, обращенной к трз ному пучку, Другую - к трубной доске коллектора подвода теплоносителя со стороны, обращенной к .трубному пучку, затем свободные концы труб, привареннЬк к трубной доске первого коллектора вводят в отверстия трубной доски второго коллектора, и одновременно свободные концы труб, приваренных к трубной доске второго коллектора, вводят в Отверстия трубной доски первого коллектора, после чего выведенные в отверстия концы труб приваривают к трубным дОскам со стороны торцов последних известным спо собом. В трубных досках коллекторов трубных пучков для осуществления способа часть отверстий выполнена диаметром равным внутрен нему диаметру трубы, другая часть - диамет ром равным наружному диаметру трубы и отверстия, расположенные рядом, имеют разны диаметры. Приварка труб к трубной доске со стороны, обращенной к трубног 1у пучку, производится при сравнительно небольщой затесHeifflocTH, гак как во время приварки часть, труб еще не вставлена в отверстия. Приварка одной и той же трубы к коллекторам подвода и отвода теплоносителя разными спо собами позволяет производить окончательную сборку труб в пучки удобным способом без подгонки длины труб, необходимой, когда оба конца приварены снизу трубных досок коллекторов. На фиг. 1 изображен пучок труб продольный разрез, на фиг. 2 - разрез А-А на фиг. Г, на фиг 3 - разрез Б-Б на фиг Г, на фиг 4 - разрез на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2 Способ изготовления трубного пучка включает установку и приварку труб к коллекторам подвода и отвода теплоносителя. Трубы 1 приваривают к трубной доске 2 коллектора 3 отвода теплоносителя со стороны , обращенной к трубному пучку, трубы 4 - к трубной доске 5 коллектора 6 под14вода теплоносителя со стороны, обращенной к трубному пучку. Затем трубы 1 вводят в отверстия трубной доски 5 коллектора 6, а трубы 4 в то же самое время вводят в отверстия трубной доски 2 коллектора 3. После этого трубы 1 приваривают к трубной доске 5 со стороны торцов труб 1, а трубы 4 - к трубной доске 2 со стороны торцов труб 4, например методом общей наплавки 7 и 8 Предлагаемый способ позволяет уменьщить размеры коллекторов что в конечном счете дает возможность уменьщить гидравлическое сопротивление нри обтекании коллекторов теплоотдающей средой, составляющее в современных теплообменниках около половины всего сопротивления по тракту теплоотдающей среды теплообменника, а следовательно, уменьщаются затраты энергии на создание цирку- ляции теплоотдающей среды. Формула изобретения Способ изготовления трубных пучков модульных теплообменников путем установки и приварки труб к коллекторам подвода и отвода теплоносителя, отличающийся тем, что с целью уменьщения габаритов коллекторов, часть труб приваривают к трубной доске коллектора отвода теплоносителя со стороны, обращенной к трубному пучку другую часть - к трубной доске коллектора подвода теплоносителя со стороны, обращенной к трубному пучку, затем свободные концы труб, приваренных к трубной доске первого коллектора, вводят в отверстия трубной доски второго коллектора, и одновременно свободные концы труб, приваренных к трубной доске второго коллектора, вводят в отверстия трубной доски первого коллектора, после чего введенные в отверстия концы труб приваривают к трубным доскам со стороны торцов последних известным способом, при этом трубные доски выполнены так что часть отверстий в них имеет диаметр равный внутреннему диаметру трубы, другая часть, расположенная относительно первой в щахматном порядке, имеет диаметр, равный наружному диаметру трубы , Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 599941, кл. В 23 К 31/06, 1976.
Фг/г. 5
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266493C1 |
| ТЕПЛООБМЕННИК | 1999 |
|
RU2174660C2 |
| ТЕПЛООБМЕННИК | 2012 |
|
RU2489663C1 |
| Способ сборки узла соединения труб Фильда с футерованной трубной доской | 1990 |
|
SU1726957A1 |
| ПАРОГЕНЕРАТОР С ГОРИЗОНТАЛЬНЫМ ПУЧКОМ ТЕПЛООБМЕННЫХ ТРУБ И СПОСОБ ЕГО СБОРКИ | 2014 |
|
RU2583321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ КАМЕРЫ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА ИЛИ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА, ТРУБНАЯ КАМЕРА, КАМЕРА ВХОДА ГАЗА И КАМЕРА ВЫХОДА ГАЗА АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА ИЛИ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2266490C1 |
| Теплообменник для гидрогенизационных установок вторичной переработки нефти | 2023 |
|
RU2828249C1 |
| ТЕПЛООБМЕННИК | 1992 |
|
RU2037121C1 |
| ТЕПЛООБМЕННИК | 1990 |
|
SU1722122A1 |
| ГОРИЗОНТАЛЬНЫЙ ПАРОГЕНЕРАТОР АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И СПОСОБ ЕГО СБОРКИ | 2014 |
|
RU2570992C1 |