Изобретение относится к технологии изготовления трубчатых аппаратов, предназначенных для проведения тепло-и мас сообменных процессов.
Известен способ изготовления трубчатых аппаратов с коррозионной средой в межтрубном пространстве со сборкой узла соединения труб Фильда с трубной доской, футерованной корозионно-стойким материалом. Он включает приварку наружных труб Фильда к рабочей поверхности футеровки трубной доски со стороны межтрубного пространства.
Однако данный способ не обеспечивает достаточную надежность аппарата как после его изготовления, так и после ремонта из-за низкого качества сварных швов, обусловленного сложностью доступа к местам приварки со стороны межтрубного пространства, заполненного трубами. Кроме того, затруднена многократная сборка и разборка узла соединения трубной доски с трубами Фильда для их подварки из-за ограниченного доступа к местам сварки труб с футеровкой.
Наиболее близким к предлагаемому по технической сущности является способ сборки узла соединения труб Фильда с футерованной трубной доской в реакторе синтеза меламина из карбамида производительностью 10 тыс.т в год, разработанном австрийской фирмой WAAGNER-BIRO.
Данный способ предусматривает введение во внутреннюю полость реактора через отверстия в трубной доске наружных труб Фильда последовательно от центра к периферии и их приварку к рабочей поверхности футеровки ряд за рядом. При этом приваривают полуокружность приваривают к футеровке с труднодоступной обратной стороны, закрытой ранее приваренными трубами.
Недостатки прототипа - эксплуатационная ненадежность аппарата из-за низкого качества и неудобства сварки, а также затрудненности сборки и разборки вышеуказанного узла.
Цель изобретения - повышение эксплуатационной надежности аппарата при многократных сборках и разборке узла соединения труб Фильда с футерованной трубной доской.
Поставленная цель достигается тем, что трубную доску изготавливают составной из наружного кольца с прикрепленной к нему футеровкой и съемной пробки с нажимным элементом, при этом концы наружных труб Фильда приваривают с внутренней нерабочей стороны футеровкой на всю ее толщину при удаленной центральной пробке, а после
приварки труб устанавливают пробку с уп- лотнительной прокладкой внутри кольца и прижимают ее к футеровке нажимным элементом. После введения внутренних труб,
прикрепленных к распределительному коллектору, а наружные трубы ФиЛьда, коллектор приваривают к центральной пробке с ее наружной стороны.
На фиг. 1 показан узел соединения труб
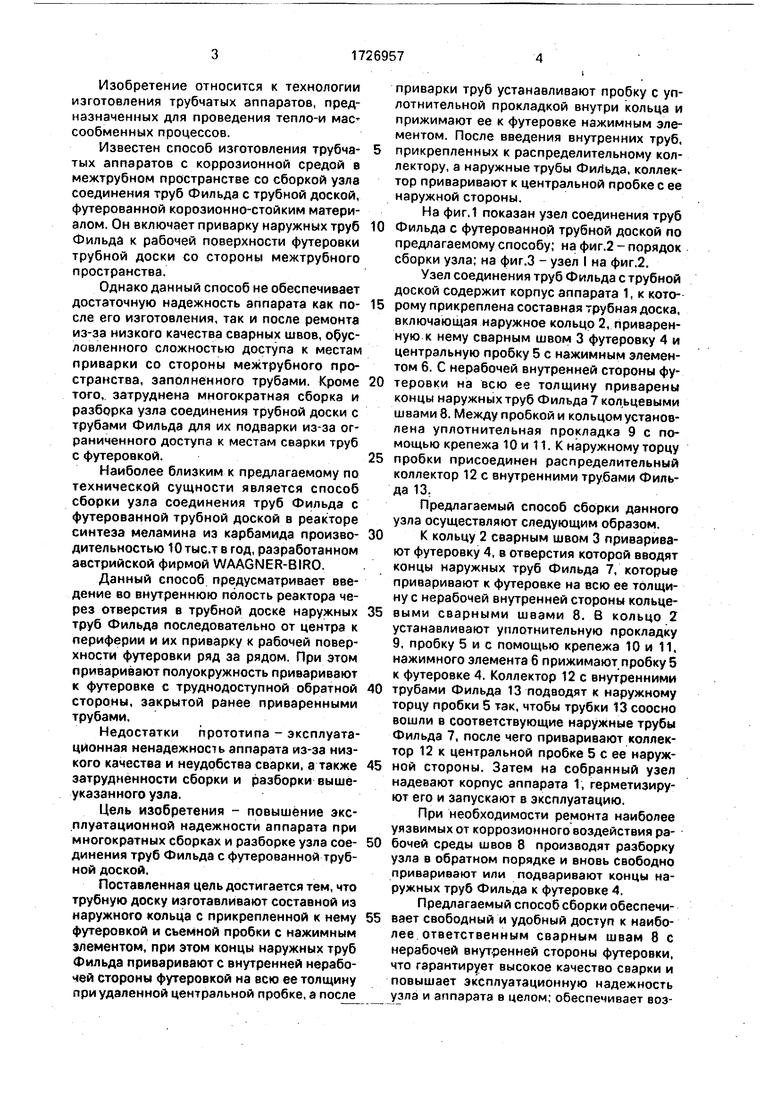
0 Фильда с футерованной трубной доской по предлагаемому способу; на фиг.2 - порядок сборки узла; на фиг.З - узел I на фиг.2.
Узел соединения труб Фильда с трубной доской содержит корпус аппарата 1, к кото5 рому прикреплена составная трубная доска, включающая наружное кольцо 2, приваренную к нему сварным швом 3 футеровку 4 и центральную пробку 5 с нажимным элементом 6. С нерабочей внутренней стороны фу0 теровки на всю ее толщину приварены концы наружных труб Фияьда 7 кольцевыми швами 8. Между пробкой и кольцом установлена уплотнительная прокладка 9 с помощью крепежа 10 и 11. К наружному торцу
5 пробки присоединен распределительный коллектор 12 с внутренними трубами Фильда 13;
Предлагаемый способ сборки данного узла осуществляют следующим образом.
0 К кольцу 2 сварным швом 3 приваривают футеровку 4, в отверстия которой вводят концы наружных труб Фильда 7, которые приваривают к футеровке на всю ее толщину с нерабочей внутренней стороны кольце5 выми сварными швами 8. В кольцо 2 устанавливают уплотнительную прокладку 9, пробку бис помощью крепежа 10 и 11, нажимного элемента б прижимают пробку 5 к футеровке 4. Коллектор 12с внутренними
0 трубами Фильда 13 подводят к наружному торцу пробки 5 так, чтобы трубки 13 соосно вошли в соответствующие наружные трубы Фильда 7, после чего приваривают коллектор 12 к центральной пробке 5 с ее наруж5 ной стороны. Затем на собранный узел надевают корпус аппарата 1, герметизируют его и запускают в эксплуатацию.
При необходимости ремонта наиболее уязвимых от коррозионного воздействия ра0 бочей среды швов 8 производят разборку узла в обратном порядке и вновь Свободно приваривают или подваривают концы наружных труб Фильда к футеровке 4,
Предлагаемый способ сборки обеспечи5 вает свободный и удобный доступ к наиболее ответственным сварным швам 8 с нерабочей внутренней стороны футеровки, что гарантирует высокое качество сварки и повышает эксплуатационную надежность узла и аппарата в целом; обеспечивает возможность многократной сборки и разборки узла, что позволяет своевременно и легко устранять дефекты. Кроме того, прилегание внутреннего торца пробки к нерабочей поверхности футеровки разгружает последнюю от восприятия давления рабочей среды межтрубного пространства.
Ф-ормула изобретения Способ сборки узла соединения труб Фильда с футерованной трубной доской путем приварки концов наружных труб к футеровке доски и последующей установке внутренних труб, прикрепленных к коллектору, отличающийся тем, что, с целью
0
повышения эксплуатационной надежности при многократных сборках и разборках узла, трубную доску выполняют составной из наружного кольца, футеровки и съемной центральной пробки с нажимным элементом, при этом приварку концов наружных труб осуществляют с внутренней нерабочей стороны футеровки на всю ее толщину, затем устанавливают пробку с уплотнитель- ной прокладкой внутри кольца и прижимают ее к футеровке, а после введения внутренних труб в наружные производят приварку коллектора к пробке с ее наружной стороны.
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубчатый реактор | 1990 |
|
SU1819157A3 |
| Вертикальный трубчатый реактор | 1990 |
|
SU1773473A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266493C1 |
| Способ соединения труб с трубной доской | 1981 |
|
SU961820A2 |
| ПАРОГЕНЕРАТОР С ГОРИЗОНТАЛЬНЫМ ПУЧКОМ ТЕПЛООБМЕННЫХ ТРУБ И СПОСОБ ЕГО СБОРКИ | 2014 |
|
RU2583321C1 |
| Способ изготовления трубных пучковМОдульНыХ ТЕплООбМЕННиКОВ | 1979 |
|
SU837681A1 |
| Способ закрепления теплообменных труб в подогревателях высокого давления камерного типа | 2020 |
|
RU2752718C1 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2380635C1 |
| СПОСОБ СБОРКИ И УСТАНОВКИ ТРУБНОГО ПУЧКА КОЖУКОТРУБНОГО ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1984 |
|
SU1210539A1 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2379610C1 |
Изобретение относится к теплообмен - ным аппаратам. Цель изобретения - повышение эксплуатационной надежности при многократных сборках и разборках узла. К кольцу 2 сварным швом 3 приваривают футеровку 4. В отверстия футеровки 4 вводят концы наружных труб Фильда 7 и приваривают их к футеровке 4 на всю ее толщину с нерабочей внутренней стороны. В кольцо 2 устанавливают уплотнительную прокладку 9, пробку 5 и прижимают ее к футеровке 4. Коллектор 12с внутренними трубами Фильда 13 подводят к наружному торцу пробки 5 так, чтобы трубы 13 соосно вошли в соответствующие наружные трубы 7. После этого коллектор 12 приваривают к пробке 5 с ее наружной стороны, на собранный узел надевают корпус аппарата и герметизируют его. 3 ил.
Фаг. 3
| Касаткин А.Г.Основные процессы и аппараты химической технологии: Химия, 1971,с.348. |
