1
Изобретение относится к машиностроению, в частности для обработки длинномерных деталей, например деревянных брусьев платформы грузовых автомобилей.
Известен встроенный в автоматические линии последовательно-параллельной обработки изделия двухсторонний станок, содержащий две рабочие головки, смонтированные на стойке станка над двумя рабочими столами и устройство загрузки - выгрузки изделия с механизмом распределения потока изделий ij .
Недостаток известного станка заключается в его неприспособленности к обработке изделий различных модификаций, в особенности длинномерных изделий.
Цель изобретения - сокращение времени переналадки станка на обработку изделий различных модификаций и обеспечение возможности его использования в автоматической линии последовательной обработки длинномерных изделий, например брусьев платформы автомобиля .
Поставленная цель достигается тем что станок снабжен подводящим роль-. Гангом, установленным между и вдоль
рабочих столов станка и в нем рабочие головки установлены с возможностью незави9имого перемещения по стойке станка вдоль рабочих столов, причем механизм распределения потока изделий устройства загрузки - выгрузки смонтирован над подводящим рольгангом и выполнен в виде установленных вдоль последнего с возможно0стью поворота на оси стойки станка рычагов, снабженных на свободных, обращенных к подводящему рольгангу концах наконечника с шарнирно подвешенным толкателем, установленными
5 с возможностью перестановки, а подводящий рольганг снабжен направляющими, выполненными в виде смонтированных на стойке станка над подводящим рольгангом и ограниченных упора0ми от поворота в сторону изделия,
Работа и компоновочное выполнение предлагаемого двухстороннего станка раскрыты на примере его использования в переналаживаемой автоматичес5кой линии обработки длинномерных изделий, в частности брусьев платформа автомобиля.
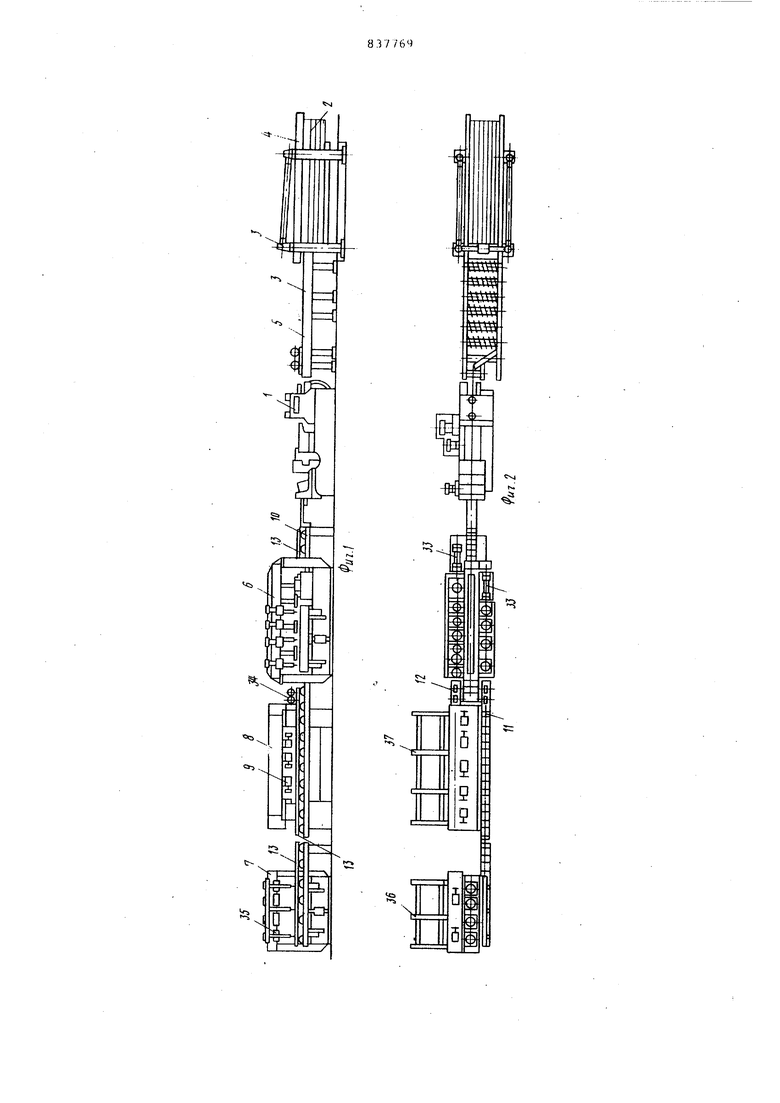
На фиг. 1 схематически изображена автоматическая линия, вид спереди; 0 на фиг. 2 - то же, вид в плане; на
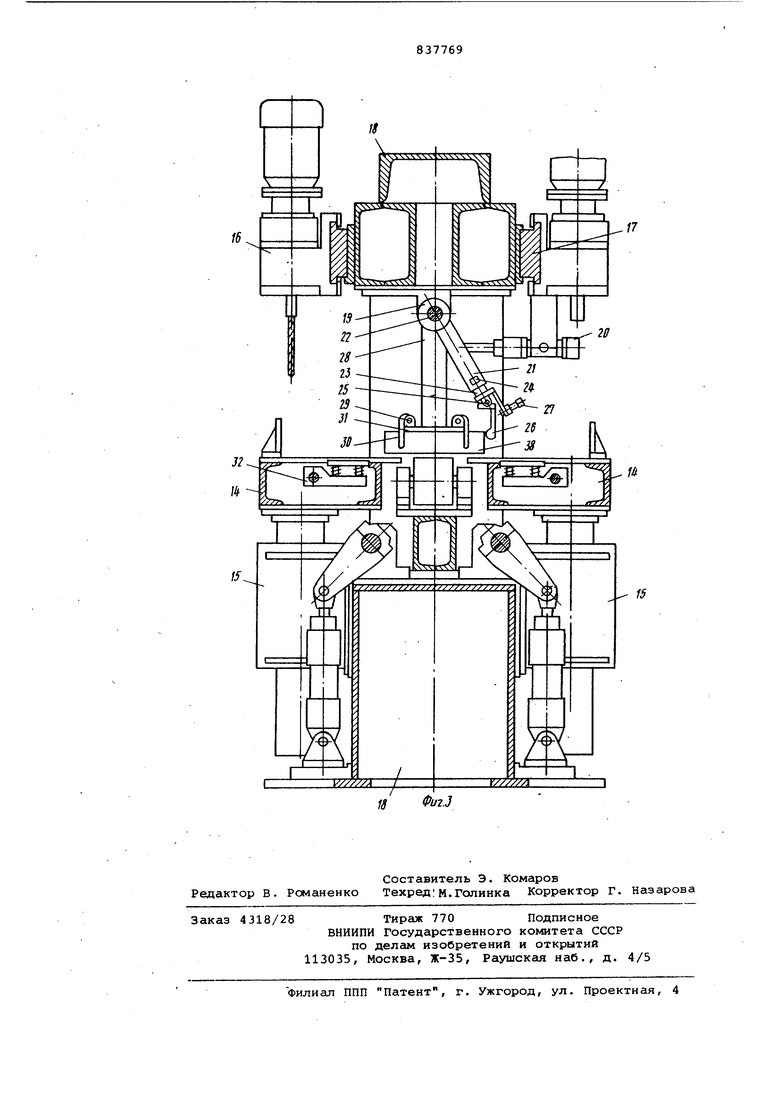
фиг. 3 - двухсторонний сверлильный станок, разрез.
Переналаживаемая автоматическая линия содержит строгальный станок 1 для обработки деталей (брусьев) 2 по периметру поперечного сечения, питатель 3f содержащий механизм 4 разборки пакета деталей (брусьев), на ряды и рольганг 5 подетальной загрузки, сверлильные станки б и 7 и пазорезный станок 8 для обработки фрезам
9в деталях (брусьях) поперечных пазов. Станки объединены транспортной системой в виде рольгангов 10-12, снабженных направляклдими 13. Сверлильный станок б выполнен с двумя столами 14 и механизмами 15 вертикальных подач и двумя рядами сверлильных головок 16, имекяцих возможность перемещения при -переналадке
по направляющим 17. Для загрузки деталей (брусьев) и распределения потока деталей на станине 18 станка установлен механизм 19 распределения потока, состоящий из поворотных от цилиндра 20 рычагов 21 смонтированных на оси 22. В отверстиях рычагов 21 установлены наконечники 23г зафиксированные винтами 24. На наконечниках шарнирно (на шарнирах 25) подвешены толкатели 26, взаимодействующие при перемещении детали 2 с упорами 27. Для направления движения деталей 1брусьев) по рольгангу 10 в зоне сверлильного станка на его стойке 28 закрепленной на станине 18, смонтированы поворотные на осях 29 шторки 30, упирагациеся в упоры 31. На столах смонтированы механизмы 32 зажима деталей 2. Для удаления деталей со станка 6 служат механизмы выгрузки содержащие толкающие цилиндры 33 и захватывающие ролики 34. Сверлильный станок 7 снабжен механизмом загрузки 35 и выгрузки 36. Пазорезный станок 8 снабжен механизмом 37 выгруки деталей.
Линия работает следующим образом.
Пакет деталей (брусьев) 2 определенной длины устанавливают с помсяцью тельефа (на чертеже не показан) на стол механизма 4 разборки пакета. По мере подъема стола ряды деталей подаются на рольганг. 5,- откуда по одной загружаются в строгальный станОк 1. От строгального атанка детали поступают по рольгангу 1C на сверлильный станок 6. При перемещении в зоАе станка 6 детали, направляются шторками 30. По, достижении деталью упора 38 рычаги 21 с наконечниками 23 подают, открывая шторки 30, детал на левый стол 14 и сразу возвращаются в исходное .положение за следующей деталью. Причем, если по рольгангу
10подается следующая деталь, то толкатель 26 отклоняется и пропускает ее. После зажима, подачи вверх
на сверла для обработки и разжима де
таль толкакщим цилиндром 33 подается в захватывагацие ролики 34 и по рольгангу 11 передается на сверлильный станок 7, где сверлятся другие отверстия. По окончании обработки на станке 7 готовая деталь выгружается на склиз 36.
Во время обработки пакета деталей одной модификации производится переналадка пазорезного станка и правого ряда сверлильных головок двухстороннего станка 6 на обработку детали другой модификации. Так как детали брусья), обрабатываемые на линии, имеют одинаковое сечение, а по длине по координатам и диаметрам отверстий и координатам нарезаемых пазов несколько модификаций, то несовмещенное время переналадки затрачивается только на перестановку наконечников 23 и смену исходного положения рычагов 21 механизма распределения потока деталей. Установку же нового пакета деталей (брусьев) осуществляют во время обработки последнего ряда деталей (брусьев), находящихся на рольганге 5 подетальной загрузки строгсшьного станка.
После переналадки линии детали поступают на правый стол 14 станка и после обработки на сверлильном станке б по рольгангу 12 подаются на стол па зорезного станка 8, где зажимаются и поперечным перемещением стола с деталью на фрезы 9 производя обработку поперечных пазов. После обработки деталь (брус) разгружается на склиз 37.
Формула изобретения
Двухсторонний станок для обработки изделий, содержащий две рабочие головки смонтированные на стойке станка над двумя рабочими столами, и устройство загрузки - выгрузки изделия с механизмом распределения поток изделий, отличающийся тем, что, с целью сокращения времени переналадки станка на обработку изделий различных модификаций и обеспечения возможности его использования в автоматической линии последовательной обработки длинномерных и-зделий, например брусьев платформы автомобиля, он снабжен подводящим рольгангом установленным между и вдоль рабочих столов станка И в нем рабочие головки установлены с возможностью независимого перемещения по стойке станка вдоль рабочих столов, причем механизм распределения потока изделий устройства загрузки - выгрузки смонтирован над подводящим рольгангом и выполнен в виде установленных вдоль последнего с возможностью поворота на оси стойки станка рычагов, снабженных на свободных, обращенных к
подводящему рольгангу концах наконечниками с шарнирно подвешенным толкателем, установленными с возможностью перестановки, а подводящий рольганг снабжен направляющими, выполненными в виде смонтированных на стойке станка над подводящим рольгангом и ограниченных упорами от повороia в сторону изделия.
Источники информации, принятые во внимание при экспертизе
1. Вороничев Н. М. и др. Автоматические линии из агрегатных станков. . М. , 1971, с. 286, рис. XIV - 14в.