Способ получения корригирующего профиля долбяка при помощи изменения радиуса основной окружности долбяка, осуществляемый изменением процесса шлифования, известен. Также известны способы получения франкированного профиля долбяка плоским шлифовальным кругом, который смещается от центра долбяка. Но этот способ дает профиль у ножки зуба по прямой, касательной к эвольвенте. Профиль по эвольвенте может быть в этом случае получен только специальной заправкой шлифовального круга.
В описываемом способе для получения профиля зуба долбяка по эвольвенте, совпадающей с теоретической эвольвентой у головки и отклоняющейся от нее у ножки зуба, в сторону утолщения зуба, изменяют радиус основной окружности эвольвенты долбяка на определенную величину и затем шлифуют долбяк по задней эвольвентно-винтовой поверхности. Таким образом, получение фланкированного профиля достигается с помощью простой настройки станка, без изготовления шлифовального круга специального профиля, что является новым и полезным.
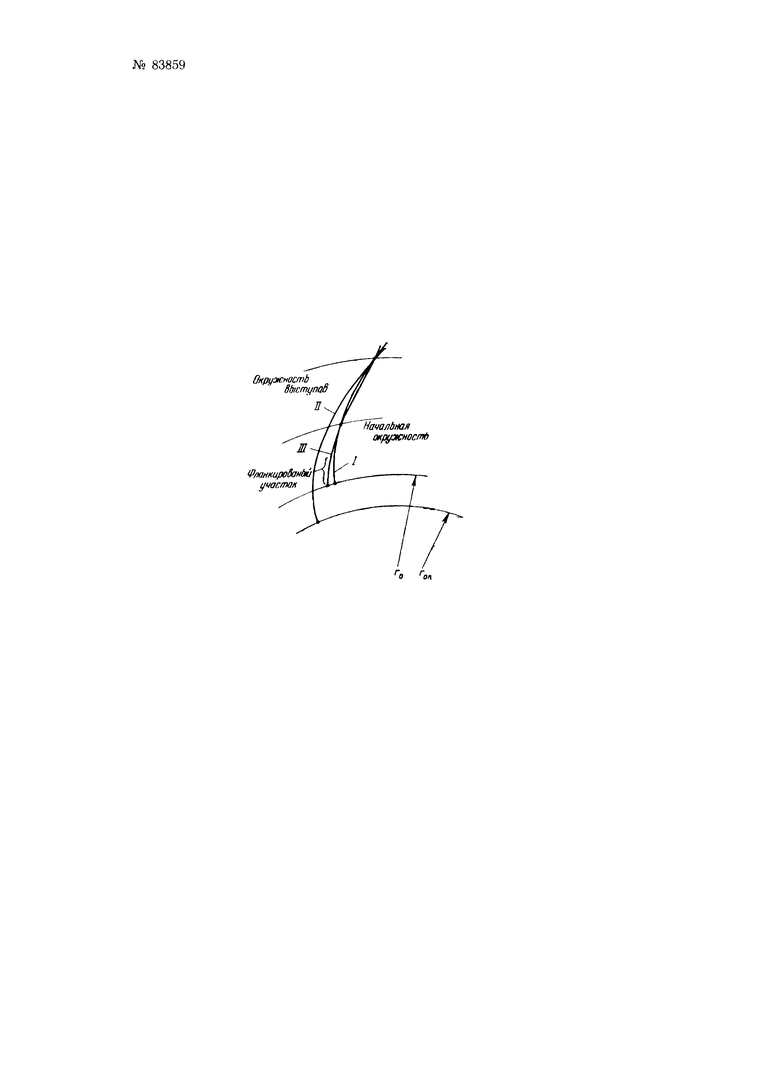
Схема получения фланкированного профиля показана на чертеже.
Долбяк шлифуют по задней эвольвентно-винтовой поверхности с радиусом основной окружности эвольвенты rок, заранее измененным на определенную для заданной геометрии величину и получают при этом профиль зуба долбяка по эвольвенте, совпадающей с теоретической эвольвентой у головки и отклоняющейся от нее у ножки зуба, в сторону утолщения зуба. Величина rок, необходимая для настройки станка, определяется из условия получения требуемой кривой профиля долбяка, как проекции кривой пересечения эвольвентно-винтовой поверхности с передней конической поверхностью долбяка. На фигуре кривая I изображает теоретическую эвольвенту окружности радиуса ro, кривая II эвольвенту корректированной основной окружности радиуса rок, кривая III - проекцию на плоскость, перпендикулярную оси долбяка кривой пересечения корректированной эвольвентно-винтовой поверхности с конической поверхностью передней заточки. Все построения на фигуре выполнены для зуба долбяка модуль m=5. Как видно из фигуры, профиль головки зуба долбяка почти совпадает с теоретическим профилем I (отклонение не превышает 0,6 мк). Профиль ножки имеет отклонение от теоретического, постепенно увеличивающееся к окружности впадин (у окружности отклонение составляет 13,2 мк).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФЛАНКИРОВАНИЯ РЕЖУЩЕГО ПРОФИЛЯ ЗУБЦОВ НОРМАЛЬНЫХ ЗУБОРЕЗНЫХ ДОЛБЯКОВ | 1949 |
|
SU79875A1 |
| ШЕСТЕРНЯ ЗУБЧАТОЙ ПЕРЕДАЧИ С ПАРАЛЛЕЛЬНЫМИ ОСЯМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2112172C1 |
| Зубообрабатывающий инструмент обкатного типа для нарезания зубчатых колес с поднутренным основанием зубьев | 1989 |
|
SU1731484A1 |
| ПРЯМОЗУБЫЙ ДОЛБЯК | 2003 |
|
RU2254966C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| ТРОХОИДАЛЬНОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ | 2017 |
|
RU2673574C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2009 |
|
RU2491458C2 |
| СПОСОБ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ | 2003 |
|
RU2301725C2 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| ЗУБЧАТАЯ ПАРА | 1944 |
|
SU67425A1 |
Способ получения фланкированного профиля эвольвентных зуборезных долбяков, отличающийся тем, что, с целью получения профиля зуба долбяка по эвольвенте, совпадающей с теоретической эвольвентой у головки и отклоняющейся от нее у ножки зуба, в сторону утолщения зуба, долбяк шлифуют по задней эвольвентно-винтовой поверхности с заранее измененной на определенную для данной геометрии долбяка величиной радиуса основной окружности его эвольвенты.
