Применяемые методы испытания на расгяжение, НУ гвердость, НУ число перегибов и на выдавливание не отражают вытяжной способно сти листовых материа чов. Отсутствие надежных методов испытания листовых материалов на штампуемость вызывает нри штамповке излишние операции или большой процент брака, в особенности при глубокой БЫтяжке как наиболее сложном нроцессе холодной н тамповки.
Предлагаемый метод испытаний листовых материалов, заключающийся в определении двух величин, характеризуюш.их способность магериала к глубокой вытяжке: коэффициента вытяжк и 11апря)ения материала при предельном коэффициенте вытяжки.
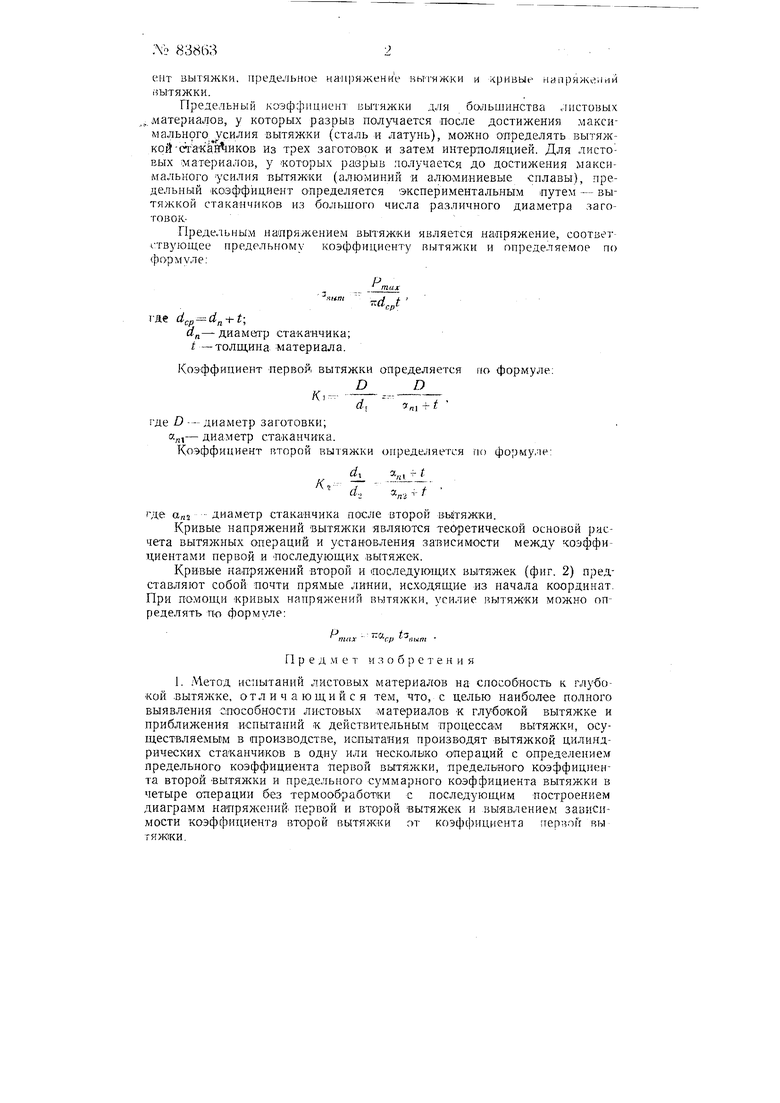
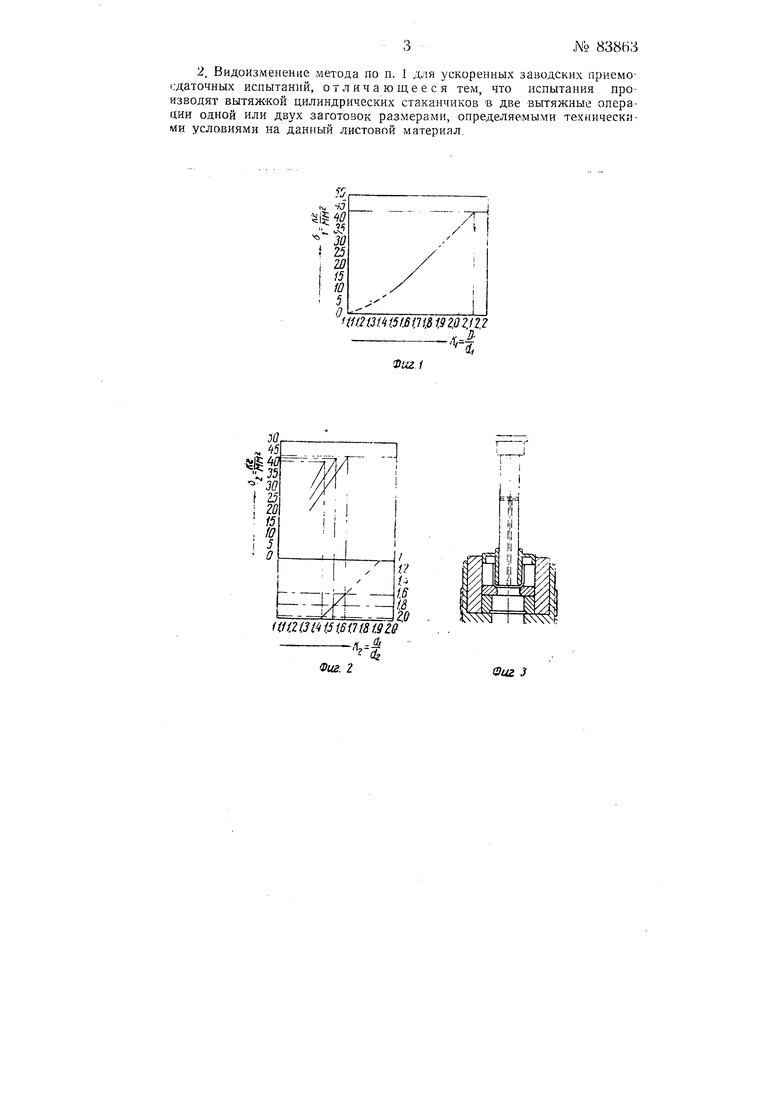
На фиг. 1 изображена диатрамма зависимости напряжений or коэффициента первой вытяжки; на фиг. 2 - днагра.мма зависимости напряжений от коэффициента второй вытяжки, осун1еств,1яемой без промежуточной термообработки; на фиг. 3 - прибор для вытяжки.
Испытание листового материала на способность к глубокой вытяжке производится вытяжкой цилиндрических стаканчикоз с различными диаметрами заготовок. ВытяжКа цилиндрических стаканчиков осуществляется в операцию для определения П1)едельниго коэффициента однократной вытяжки и в несколько операций без промежуточного отжига заготовок до достижения разрыва для oпpeдev eния коэффициентов двух-, трех- и суммарной четырехкратной вытяжек. Предельный коэффициент вытяжки при ускоренных заводских ис эытаниях можно определять вытяжкой одного или двух стаканчиков в две операции до достижения предельного коэффициента второй вытяжки заготовок, размеры которых определяются техническими условиями на данный, материал. При вытяжке каждого стаканчика по манометру пресса записывается .максимальное усилие вытяжки, а на индикаторном барабане записывается диаграмма усилия вытяжки. Максимальное усилие и диаграмма усилий вытяжки являются основой анализа этого процесса.
Количественными критериями для оггределения слособностнлистового материала к глубокой вытяжке яв.чяются предельный коэфф 1цн; b 838632
eiiT вытяжки, предельное на иряжение вытяжки и кривые нипряже.;|11Й вытяжки.
Предельный коэффициент вытяжки для большинства листовых ..материалов, у которых разрыв пол -чается после достижения максимальнрго.усилия вытяжки (сталь и латунь), можно Определять вытяжкой-стакаЛиков из трех заготавок и затем интерполяцией. Для листовых материалов, у .которых разрыв получается до достижения максимального -усилия вытяжки (алюминий и алюминиевые снлавы), предельный коэффициент определяется экспериментальным путем - вытяжкой стаканчиков из большого числа различного диаметра заготовокПредельным напряжением вытяжки является напряжение, соответствующее предельному коэффициенту вытяжки и определяемое по формуле:
- ,Г где d,p d -i-t;
я„- диамегтр стаканчика; t-толщина-материала.
Коэ-ффициент первой вытяжки определяется rfo формуле: 7- Ггде D -- диаметр заготовки; а„,- диаметр стаканчи-ка. Коэффициент второй вытяжки определяется по форму.пе:
Т
где а„2диаметр стаканчика после второй вьйяжки.
Кривые напряжений вытяжки являются теоретической основой расчета вытяжных операций и установления зависимости между коэффициентами первой и последующих вытяжек.
Кривые напряжений второй и «последующих вытяжек (фиг. 2) представляют собой почти прямые линии, исходящие из начала координат. При помощи кривых напряжений вытяжки, усилие вытяжки можно определять По формуле:
тах f/i -яыт
Пред м е т и з о б р е т е н и я
1. Метод испытаний листовых материалов на способность к глу-бокой .вытяжке, отличающийся тем, что, с целью наиболее полного выявления способности листо-вых материалов -к глубокой вытяжке и приближения испытаний к действительным процесса м вытяжки, осуществляемым в производстве, и-спытания производят вытяжкой цилиндрических стаканчиков в одну или несколвко операций с определением предельного коэффициента первой вытяжки, предельного коэффициента второй -вытяжки и предельного суммарного коэффициента вытяжки в четыре операции без термообра ботики с последующим построением диаграмм напряжений, первой и второй вытяже.к и вы-явлением зависимости коэффициента второй вытяжки ат коэффициента перной вы тяжки.
D D
Й,Ог„, -Ь t
«.±1 d., а„. т t
2. Видоизменение метода по п. 1 для ускоренных заводских приемосдаточных испытаний, отличающееся тем, что испытания производят вытяжкой цилиндрических стаканчиков в две вытяжные операции одной или двух заготовок размерами, определяемыми техническими условиями на данный листовой материал.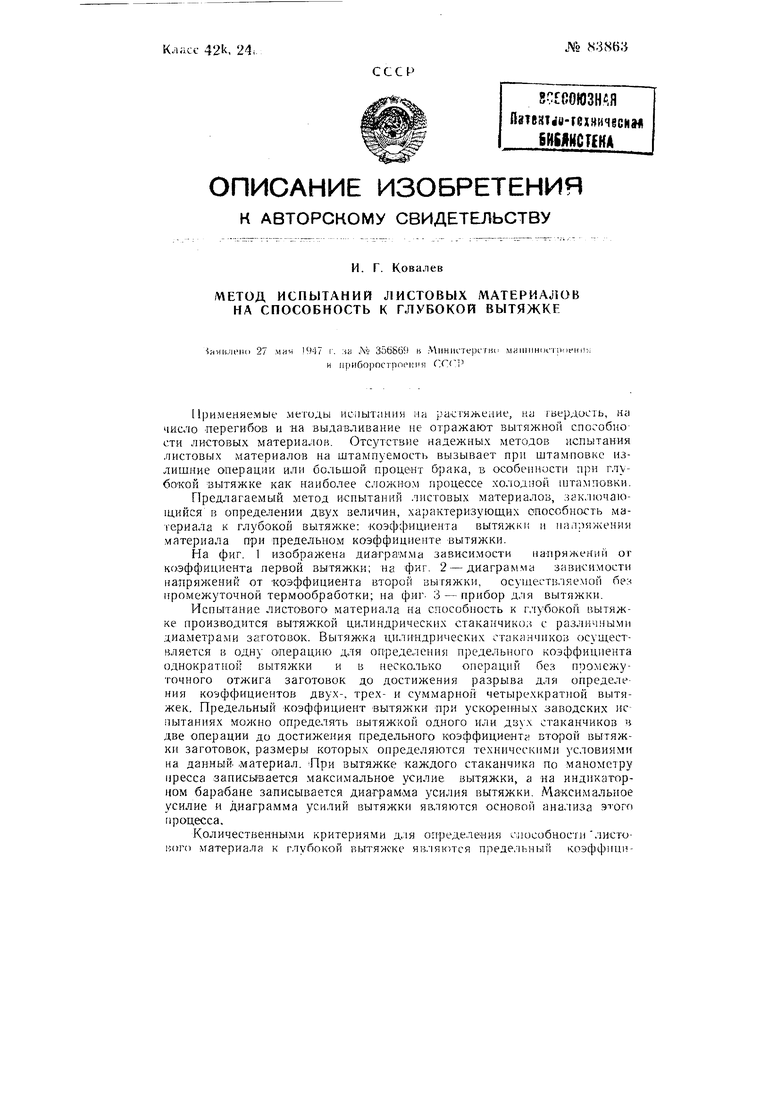
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для испытания листового материала на способность к глубокой вытяжке | 1947 |
|
SU83864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПОЛЫХ ДЕТАЛЕЙ | 1991 |
|
RU2028851C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ ДЕФОРМИРОВАНИЯ | 2013 |
|
RU2537341C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПУТЕМ ВЫТЯЖКИ | 1998 |
|
RU2206422C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
ftH.2t3iA1.5I.Sni,8 i,92,02i2.2
ч ,1
uzi
