(54) СПОСОБ ИаХ)ТОВЛЕНИЯ ОБМОТКИ БЕСПАЗОВЫХ ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН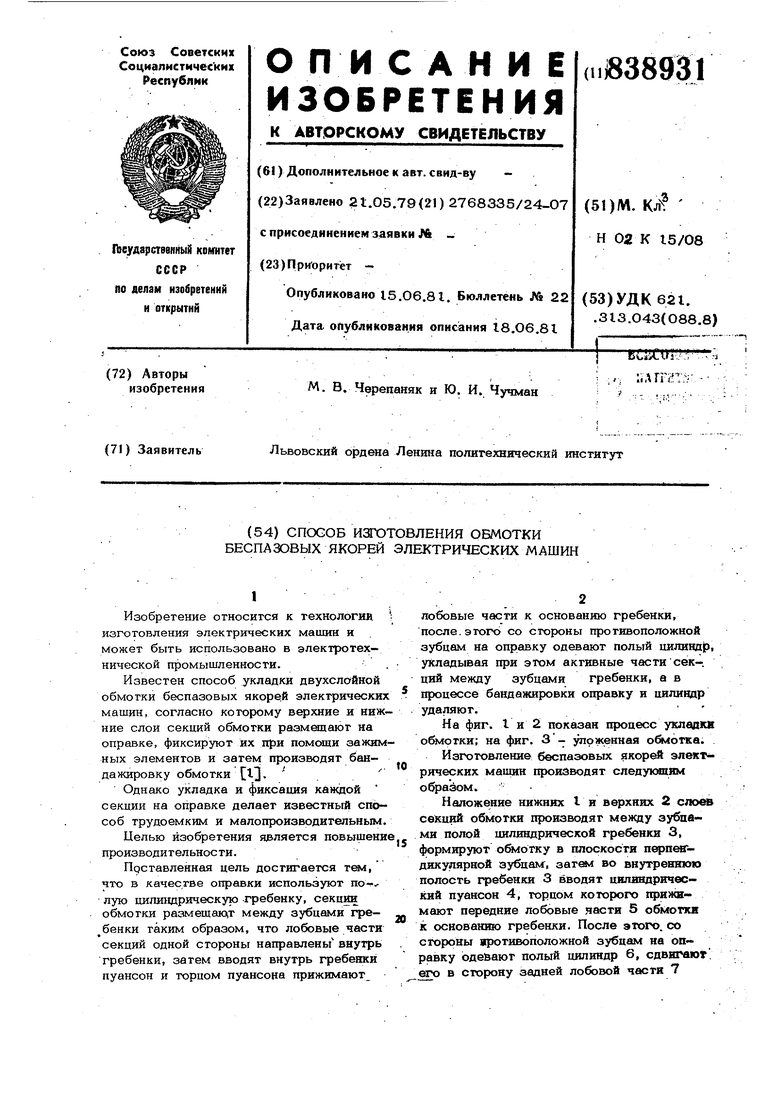
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления беспазовых якорей электрических машин | 1980 |
|
SU995401A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1981 |
|
SU1001333A1 |
| Способ укладки обмотки полых бескаркасных якорей электрических машин | 1979 |
|
SU864445A1 |
| Способ сборки магнитопровода электрической машины с обмоткой | 1978 |
|
SU765940A1 |
| Способ укладки однослойной обмотки гладких якорей электрических машин | 1980 |
|
SU943998A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| СПОСОБ НАМОТКИ ЯКОРЕЙ КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН (ВАРИАНТЫ) | 1997 |
|
RU2126584C1 |
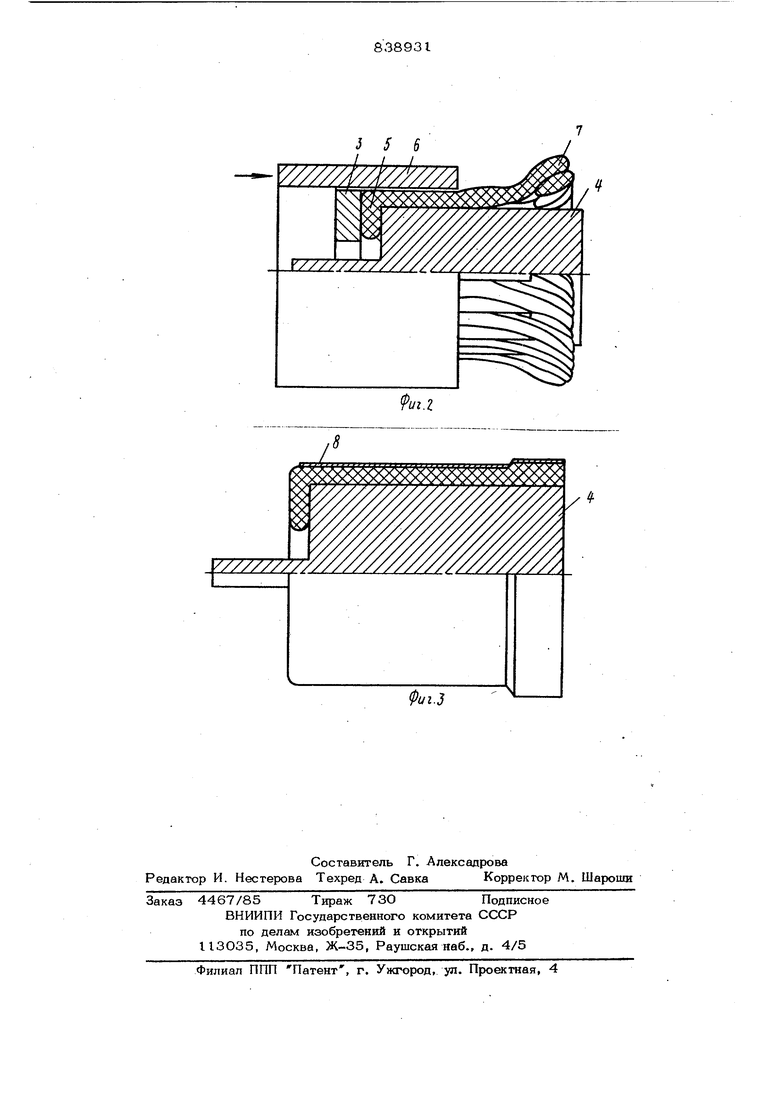
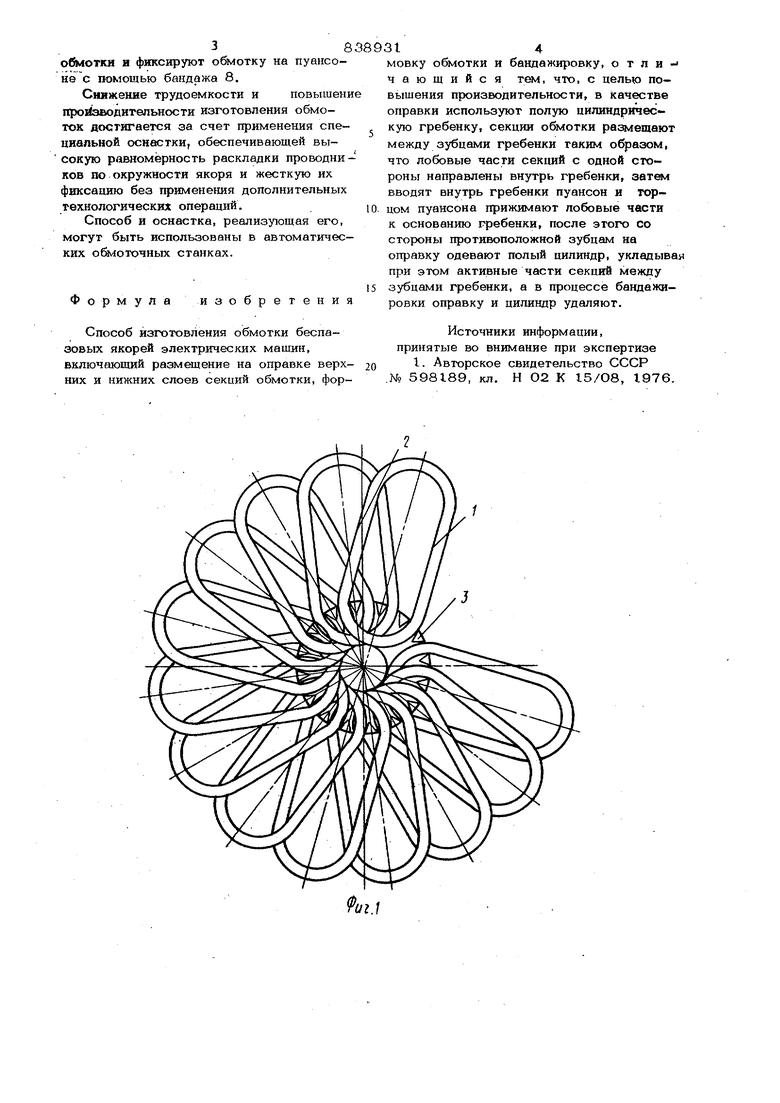
Изобретение относится к технологий изготовления электрических машин и может быть использовано в электротехнической промышленности. Известен способ укладки двухслойной обмотки беспазовых якорей электрических машин, согласно которому верхние и ниж ние слои секций обмотки размещают на оправке, фиксируют их при помощи зажнм ных элементов и затем производят бандажировку обмотки t lОднако укладка и фиксация каждой секции на оправке делает известный способ трудоемким и малопроизводительным Целью изобретения является повышени производительности. Поставленная цель достигается тем, что в качестве оправки используют циливдрическую .гребенку, секции обмотки размешаю1Т между зубцами гребенки таким образом, что лобовые части секций одной стороны направлены внутрь гребенки, затем вводят внутрь гребеякй пуансон и торцом пуансона прижимают лобовые части к основанию гребенки, после, этого со стороны противоположной зубцам на оправку одевают полый аяляшр, укладывая при этом активные части сек-, ций между зубцами гребенки, а в процессе бандажировки оправку и циливдр удаляют. На фиг. I и 2 показан процесс укладки о&лотки; на фиг. 3- уложенная обмотка. Изготовление беспазовых якорей элект рических машин производят следующим образом. : Наложение нижних I и верхних 2 слоев секций обмотки производят между зубцами полой цилиндрической гребенки 3, формируют o&rfoтку в плоскости перпев дикулярной зубцам, зат&л во внутреннюю полость гребенки 3 вводят цшшндрический пуансон 4, торцом которого 1фяжимают передние лобовые яастн 5 обмотки к основанию гребенки. После этого, со стороны противоположной зубцам на оправку оде&ают полый цилиндр 6, сдвигают, его в сторону задней лобовой части 7 обмотки и фиксируют обмотку на пуансоне с помощью бандажа 8. Снижение трудоемкости и повышени пров(зводитепьности изготовления обмоток достигается за счет применения специальной оснастки, обеспечивающей высокую равномерность раскладки проводни ков по окружности якоря и жесткую их фиксацию без применения дополнительных технологических операций. Способ и оснастка, реализующая его, могут быть использованы в автоматических о6ь оточньгх станках. Формула изобретения Способ изготовления обмотки беспазовых якорей электрических машин, включающий размещение на оправке верхних и нижних слоев секций обмотки, формовку обмотки и бандажировку, о т л и чающийся тем, что, с целью повышения производительности, в качестве оправки используют полую цилиндрическую гребенку, секции обмотки раа 1ешают между зубцами гребенки таким образом, что лобовые части секций с одной стороны направлены внутрь гребенки, затем вводят внутрь гребенки пуансон и торцом пуансона прижимают лобовые части к основанию гребенки, после этого со стороны противоположной зубцам на оправку одевают полый цилиндр, укладывая при этом активные части секций между зубцами гребенки, а в процессе бандажировки оправку и цилиндр удаляют. Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР .№ 598189, кл. Н О2 К 15/О8, 1976.
J 5 6
Фиг.З
