Изобретение относится к технологии изготовления беспазовых цилиндрических якорей для машин псг.-.гоянно- го тока и может быть иснользовано в электротехнической промышленности. Цель изобретения - улучшение качества за счет нолучения цилиндрической формы обмотки.
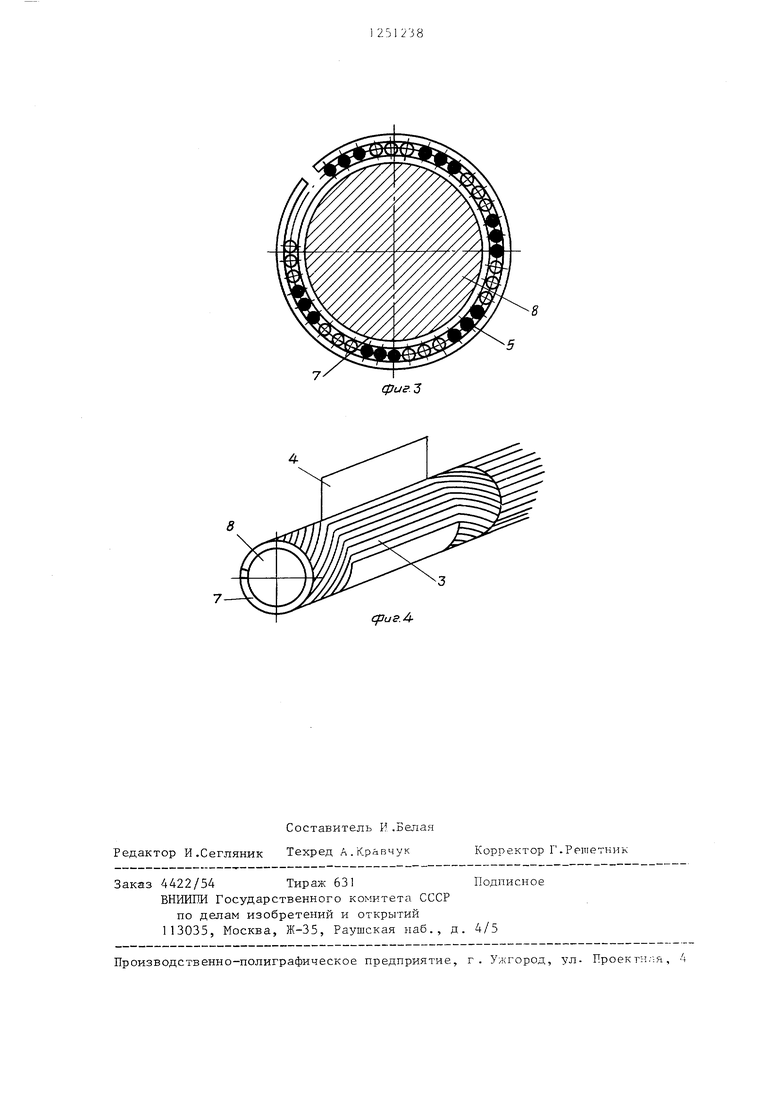
На фиг.1 показано сечение шаблона с намотанной на него обмоткой; на фиг.2 - формование обмотки в плоскую ленту, на фиг.З - укладка обмотки на цилиндрическую оправку:, на фиг.4 - закрепление лобовых частей и снятие липкой ленты.
Способ изт отовления полого якоря электрической машины осуществляется следующим образом.
Провод 1 наматывают на шаблон 2 с шагом, равным удвоенной ширине секции. После окончания намотки активные части 3 секций рфеменно скрепляют липкой лентой 4, которая в одной из последуюш1-1х операций снимается и используется для изготовления по- следуюших обмоток. Затем обмотка 5 снимается с шаблона 2 и формуется в плоскую ленту путем сдвига на диаметральный шаг обмотки, при этом части секций обмотки одной стороны укладываются в межсекционные пазы 6 другой стороны. После этого изоляционную ленту 7 шириной,равной сумме высот активной и лобовой частей обмотки, размешают на цилиндрической оправке 8 в один слой. С одной из сторен активной части обмотки удаляют липкую ленту 4 и производят укладку обмотки на оправку 8 свободной от чипкой ленты стороной.
На поверхности изоляционной лент предварительно нанесен слой клея ил компаунда. После сушки клея или компаунда обмотка прочно скрепляется с изоляционной лентой.
Липкая лента не имеет адгезии к клеям и компаундам и после сушки легко снимается с поверхности обмотки .
5
0
5
0
5
40
45
Полученная цилиндрическая обмотка пропитывается электроизоляционным компаундом, подвергается сушке и снимается с оправки.
Предлагаемый способ позволяет получить однослойные обмотки для машин постоянного тока с беспазовым гладким и с полым якорями, имеюшлми ьщлиндрическую поверхность повышенной точности, что исключает биение якоря при враш,ении.
Точность достигается за счет наложения заготовки обмотки на круглую оправку без зазоров между внутренней поверхностью обмотки и наружной поверхностью оправки благодаря эластичности и гибкости обмотки, не закрепленной изоляционной лентой.
Кроме того, последующее закрепление изоляционной лентой не только активной, но и лобовой частей заготовки обмотки, позволяет повысить механическую прочность всей поверхности обмотки.
Формула изобретения
Способ изготовления беспазового якоря электрической машины, включающий намотку обмотки на шаблон, скрепление витков активной части обмотки, формовку обмотки в плоскую ленту со сдвигом на шаг обмотки путем вкла- дьшания частей еек1ЩЙ обмотки одной стороный в межсекционные пазы другой стороны и укладку обмотки на цилиндрическую оправку, отличающийся тем, что, с целью улучшения качества за счет получения цилиндрической формы обмотки, скрепление витков активной части обеих сторон обмотки осуществляют липкой лентой, перед укладкой обмотки на оправку на ней размещают изол яциюн- ную ленту, а с одной из сторон активной части обмотки липкую ленту удаляют и производят укладку обмотки на оправку свободной от липкой ленты стороной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1983 |
|
SU1251237A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Способ изготовления обмотки полого цилиндрического якоря | 1977 |
|
SU743121A1 |
Изобретение относится к технологии изготовления беспазовых цилиндрических якорей для машин но- стоянного тока и может быть использовано в электротехнической промьш- ленности. Цель изобретения состоит в улучшении качества за счет получения цилиндрической формы обмотки. Способ заключается в том, что провод 1 наматывают на шаблон 2 с шагом, равным удвоенной ширине секции. После окончания намотки активные части 3 секций временно скрепляют липкой лентой 4, которую в одной из последующих операций снимают и используют для изготовления последующих обмоток. Затем обмотку 5 снимают с шаблона 2 и формируют в плос ) -bK-rK.-J--4 Jx -H- 0 кую ленту путем сдвига на диаметральный шаг обмотки, при этом части секций обмотки одной стороны укладываются в межсекционные пазы 6 другой стороны. После этого изоляционную ленту шириной равной сумме высот активной и лобовой частей обмотки, размещают на цилиндрической оправке в один слой. С одной из сторон активной части обмотки удаляют липкую ленту 4 и производят укладку обмотки на оправку свободной от липкой ленты стороной. Полученную цилиндрическую обмотку пропитывают электроизоляционным компаундом, подвергают сушке и снимают с оправки. Изобретение позволяет получить однослойные обмотки для машин постс янного тока с беспазовым гладким и с полым якорями, имеюшими цилиндрическую поверхность повьш енной точности, что исключает биение якоря при вращении. Точность достигается за счет наложения заготовки обмотки на круглую оправку без зазоров между внутренней поверхностью обмотки и наружной поверхностью оправки благодаря эластичности и гибкости обмотки, не закрепленной изоляционной лентой. 4 ил. (Л --ее --ооефигЛ
(риг. 2
CpuS.AСоставитель И .Белая Редактор И.Сегляник Техред А.Кравчук
Заказ 4422/54Тираж 631Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проект;.-:Я, А
Корректор Г.Решетник
| Способ изготовления многослойной обмотки беспазовых якорей электрических машин | 1978 |
|
SU905947A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
