1
Изобретение относится к оборудованию для изготовления электрических машин, а именно обмоток беспазовых якорей,, и может быть использовано в электротехнической промышленности.
Известен шаблон, содержащий две параллельные плоские пластины и третью, расположенную между ними, и выступы для образования выводов в виде петель 1 .
Недостатком указанного шаблона является сложность выполнения выводов.
Наиболее близким к предлагаемому является шаблон для изготовления обмотки беспазового якоря, содержащий плоский корпус и приспособление для образования выводов в виде стержня12}.
Однако данный шаблон не обеспечивает высокой производительности, так как наличие выводных концов обмотки, выступающих над шаблоном, затрудняет формовку обмоточного слоя. Кроме того, шаблон не обеспечивает равномерного натяга на различных частях
шаблона, что ухудшает коэффициент заполнения обмотки.
Цель изобретения - повышение производительности и улучшение качества за счет увеличения коэффициента заполнения активного слоя обмотки.
Поставленная цель достигается тем, что корпус шаблона выполнен полым с продольной прорезью, а приспособление для образования выводов выпол10нено в виде гребенки с зубцами, число которых соответствует числу выводов, при этом гребенка установлена на внутренней поверхности корпуса шаблона.
15
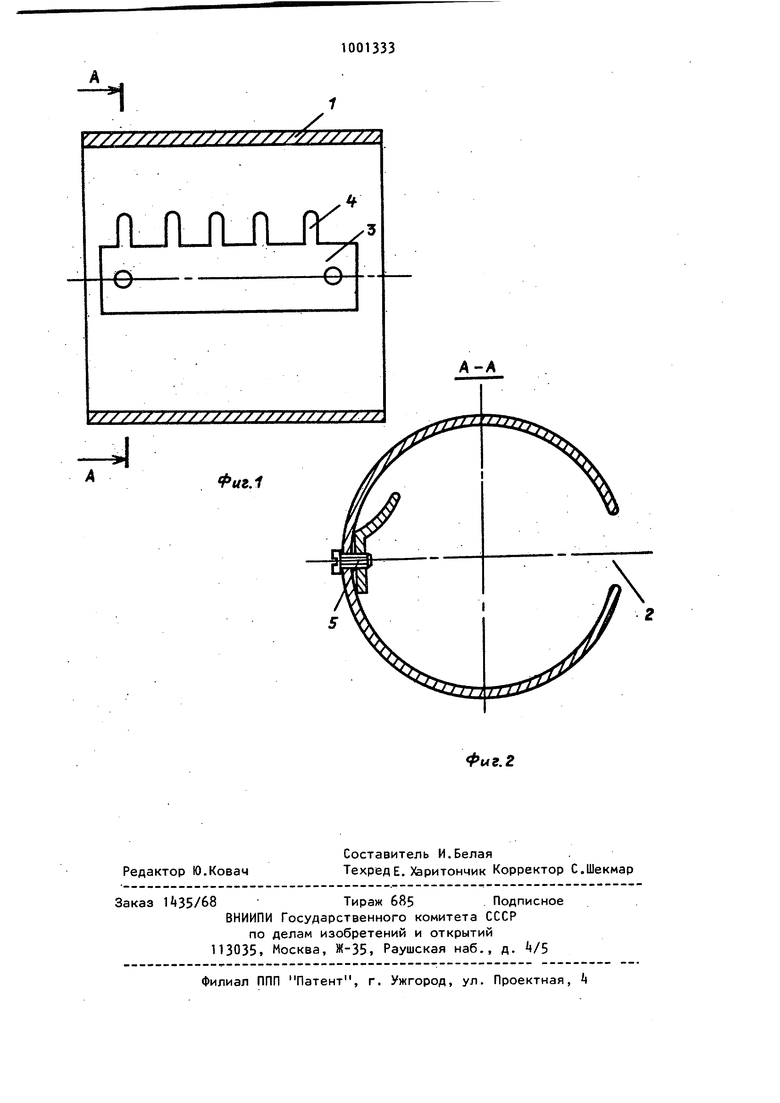
На фиг.1 показан предлагаемый шаблон; на фиг.2 - разрез А-А на фиг.1.
Предлагаемый шаблон содержит полый цилиндрический корпус 1 с продольной прорезью 2 и приспособление для обра20зования выводов в виде петель, выполненное в виде гребенки 3 с зубцами 4. Число зубцов k соответствует числу выводов обмотки. Гребенка 3 установлена на внутренней поверхности полого корпуса 1 и закреплена винтом 5Корпус шаблона выполнен из материала-, не адгазирующего с эпоксидным компаундом.
Намотка обмотки беспазового якоря на предлагаемый шаблон осуществляется следующим образом.
DpoBO q непрерывно наматывают на корпус 1 шаблона. Образование выводов на гребенке внутри цилиндра осуществляют зацеплением проводника за зубец гребенки при помощи толкателя, совершающего возвратно-поступательное движение (не показан ).
Затем на участках, соответствующих активной длине якоря, проводники склеивают непосредственно на шаблоне эпоксидным компаундом до неполной полимеризации с одновременным обжимой в пресс-форме. После этого отделяют гребенку от корпуса и обмотку снимают с шаблона, после чего она формуется в плоскую ленту со сдвигом слоев на шаг обмотки.
Отформованную обмотку укладывают Снаклеиваюттем же компаундом) на сердечник якоря с опрессовкой и заливкой лобовых частей.
С использованием предлагаемой конструкции шаблона повышается производительноть за счет того, что выводы
обмотки не, мешают намотке последующих секций обмотки и ее формовке, так как они располагаются внутри обмотки.
Кроме того, улучшается качество обмотки за счет увеличения коэффициента заполнения активного слоя обмотки .
Формула изобретения
Шаблон для изготовления обмотк 1 беспазового якоря электрической машины, содержащий корпус и приспособлени для образования выводов, отличающийся тем, что, с целью повышения производительности и улучшения качества за счет увеличения коэффициента заполнения активного слоя обмотки, корпус выполнен полым с продольной прорезью, а приспособление для образования выводов выполнено в виде гребенки с зубцами, число которых соответствует числу выводов, при этом гребенка установлена на внутренней поверхности корпуса шаблона.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 1270668, кл. 21 d 151, опублик. 1968.
2.Авторское свидетельство СССР N 208810, кл. Н 02 К 15/04, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Способ изготовления обмотки беспазовыхяКОРЕй элЕКТРичЕСКиХ МАшиН | 1979 |
|
SU838931A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1970 |
|
SU278836A1 |
| Беспазовый якорь элетрической машины | 1980 |
|
SU886141A1 |
| Устройство для изготовления беспазовых якорей электрических машин | 1980 |
|
SU995401A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Способ изготовления обмотки беспазового цилиндрического якоря машины постоянного тока | 1976 |
|
SU636748A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
А
Фиг.1
Фиг, 2
