(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИИ. С ОБРЕЗКОЙ ЛИТНИКОВОЙ СИСТЕМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная литьевая форма для полимерных изделий с устройством для отрезки литников | 1978 |
|
SU763113A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU844345A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981000A1 |
| Литьевая форма для полимерных изделий с резьбой | 1981 |
|
SU1014730A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
1
Изобретение относится к переработке пластмасс в изделия.
Известна литьевая форма для полимерных изделий с обрезкой литниковой системы, содержащая подвижную и неподвижную плиты,Знаки с выполненными в них впускными литками, наклонные пальцы, взаимодействующие с ползунами 1.
Однако данная форма позволяет получать изделия только определенных типоразмеров, например, типа катушек или роликов. С началом раскрытия формы замки, установленные в неподвижной плите, освобождают ползуны. Тем самым нарущается жесткость конструкции, необходимая при обрезке литников т.е. нарушается жестккость между режущей кромкой ползунов (посадочное отверстие неподвижного знака) и режущей кромкой неподвижного знака (впускной литник), что приводит к протяжке материала через отверстия ползунов (так как ползуны замками не зафиксируются) и не обеспечивает качественной обрезки литников. При получении толстостенных изделий это приводит к образованию заусенца от обрезки, а при получении микропрецизионных деталей, имеющих толщину стенки порядка 0,07-0,1 мм - к тому, что вырывается часть стенки. Таким образом, данная конструкция формы не обеспечивает получение микропрецизионных деталей. Наиболее близким техническим решением к предлагаемой является литьевая форма для полимерных изделий с обрезкой литниковой системы, содержащая подвижную и неподвижную плиты, литниковую плиту, плиту матриц, плиту с установленными в ней знаками и подпружиненный захват, закрепленный в неподвижной плите 2.
Однако известная форма содержит дополнительно копир и двуплечий рычаг, наличие которых усложняет конструкцию формы.
Цель изобретения - упрощение конструкции.
Поставленная цель достигаетСя тем, что в литьевой форме для полимерных изделий с обрезкой литниковой системы, содержащей подвижную и неподвижную плиты, литниковую плиту, плиту матриц, плиту с установленными в ней знаками и подпружиненный захват, закрепленный в неподвижной
плите, литниковая плита подпружипена относительно неподвижной плиты в сторону знаков, а подпружиненный захват выполнен взаимодействующим с плитой знаков, которая установлена с зазором относительно плиты матриц.
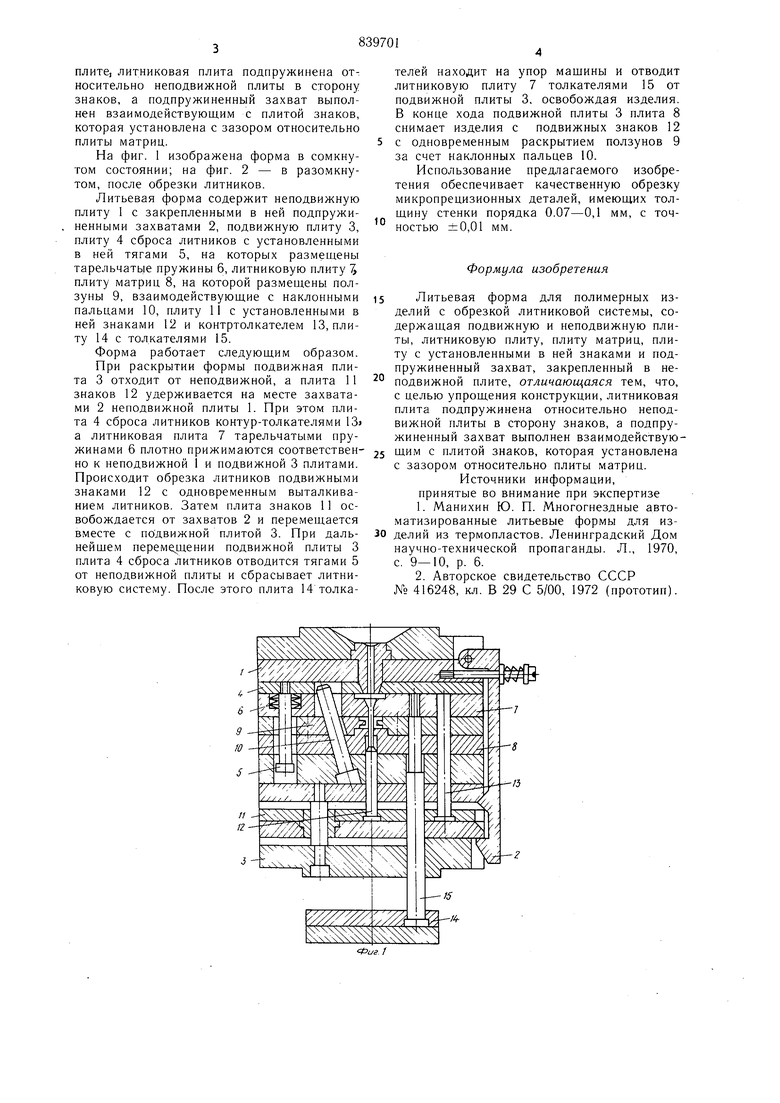
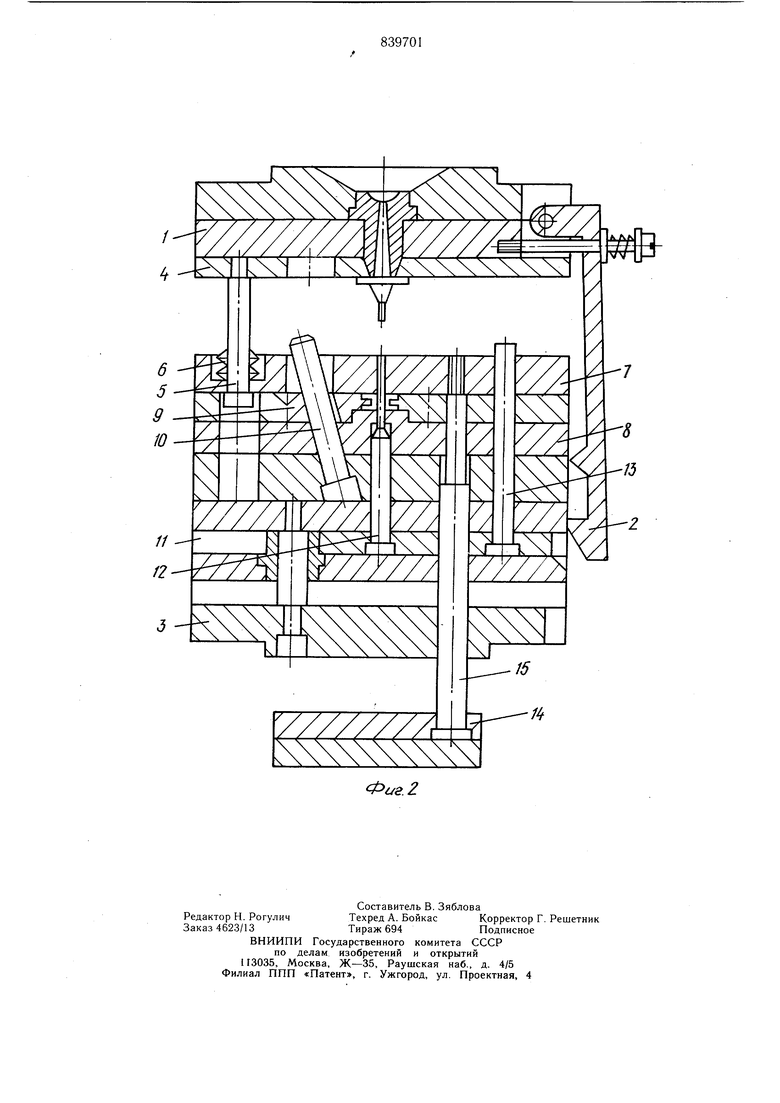
На фиг. 1 изображена форма в сомкнутом состоянии; на фиг. 2 - в разомкнутом, после обрезки литников.
Литьевая форма содержит неподвижную плиту 1 с закрепленными в ней подпружиненными захватами 2, подвижную плиту 3, плиту 4 сброса литников с установленными в ней тягами 5, на которых размещены тарельчатые пружины 6, литниковую плиту 7) плиту матриц 8, на которой размещены ползуны 9, взаимодействующие с наклонными пальцами 10, плиту 11 с установленными в ней знаками 12 и контртолкателем 13, плиту 14 с толкателями 15.
Форма работает следующим образом.
При раскрытии формы подвижная плита 3 отходит от неподвижной, а плита 11 знаков 12 удерживается на месте захватами 2 неподвижной плиты 1. При этом плита 4 сброса литников контур-толкателями 13 а литниковая плита 7 тарельчатыми пружинами 6 плотно прижимаются соответственно к неподвижной 1 и подвижной 3 плитами. Происходит обрезка литников подвижными знаками 12 с одновременным выталкиванием литников. Затем плита знаков 11 освобождается от захватов 2 и перемещается вместе с подвижной плитой 3. При дальнейщем переме дении подвижной плиты 3 плита 4 сброса литников отводится тягами 5 от неподвижной плиты и сбрасывает литниковую систему. После этого плита 14 толкателей находит на упор мащины и отводит литниковую плиту 7 толкателями 15 от подвижной плиты 3. освобождая изделия. В конце хода подвижной плиты 3 плита 8 снимает изделия с подвижных знаков 12
с одновременным раскрытием ползунов 9 за счет наклонных пальцев 10.
Использование предлагаемого изобретения обеспечивает качественную обрезку микропрецизионных деталей, имеющих толщину стенки порядка 0.07-0,1 мм, с точностью ±0,01 мм.
Формула изобретения
Литьевая форма для полимерных изделий с обрезкой литниковой системы, содержащая подвижную и неподвижную плиты, литниковую плиту, плиту матриц, плиту с установленными в ней знаками и подпружиненный захват, закрепленный в неподвижной плите, отличающаяся тем, что, с целью упрощения конструкции, литниковая плита подпружинена относительно неподвижной плиты в сторону знаков, а подпружиненный захват выполнен взаимодействующим с плитой знаков, которая установлена с зазором относительно плиты матриц.
Источники информации, принятые во внимание при экспертизе
№ 416248, кл. В 29 С 5/00, 1972 (прототип).
Фаг.г
