pufHorq. кольцевого кантователя,устанрвПеннЬго наприводных ос.нойания,. тележек с фиксаторами выпус ков и продольной а эматуры, и также i
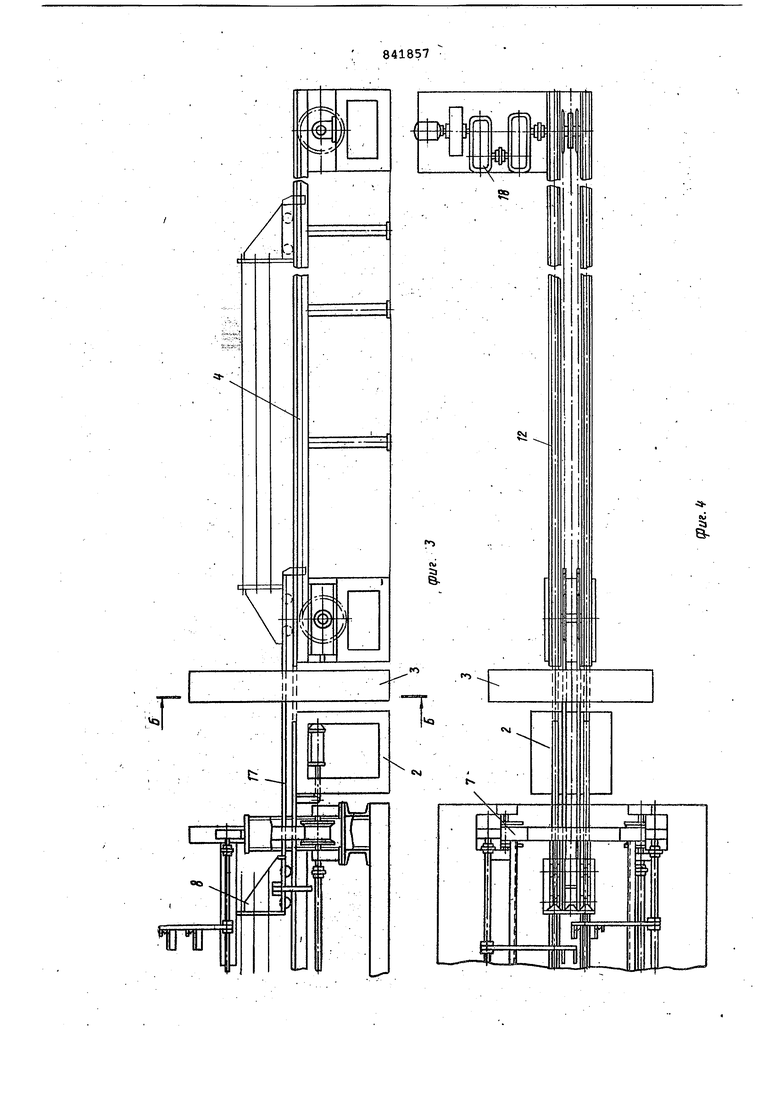
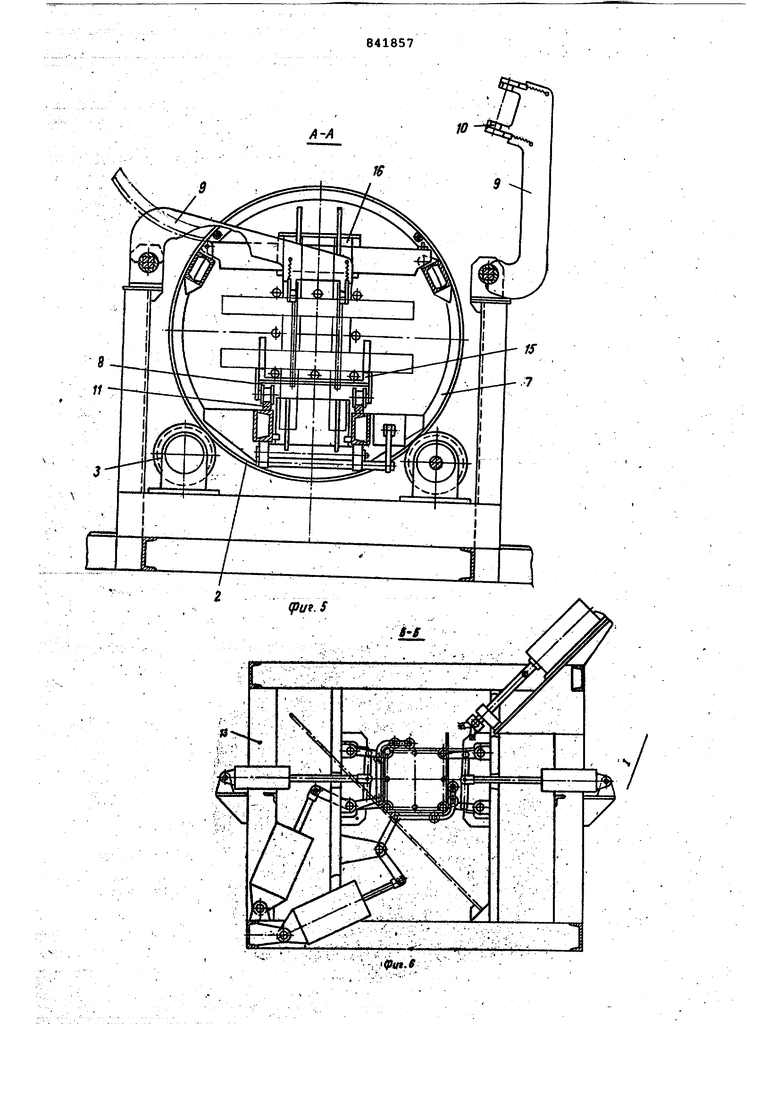
поворотных рычагов с шаблонами для закладных деталей/ закрепленных, на оенованийВДОЛЬ оси кантователя. На основании между кантователем и уст- . ройством для гибки хомутов ггстановлен с возможностью продОльного перёмещения передаточный столик с направляющими, попеременно взаимодействующими с направляющими кантователя и йаправляюшик(и TpaHcnOpTapyHSistefci устройства, при этом тележки установлены с возможностью перемещения в направляющих кантователя, передаточного столика и транспортирующего устройства, а одна из тележек, снабжена откидными тягами, взаимодействующими с тра.нспортйру1ощиМ; устройством. Hai фиг. 1 изображена предлагаемая установка, общий вид на фиг. 2 то же, вид сверху; на фиг. 3 - транспортирующее устройство; на фиг.4 то же, вид сверху; на фиг. 5 - саченйе А-Ана фиг.1} на фиг. 6 -сече- ние Б-Б на фиг.3; на фиг. 7;-- передаточныйстолик; .8 - то |Же,вид сверху. .... Установка содержитсмонтированные на основаниипост 1сборки и сварки закладных деталей и выпусков колонн с продольной арматурой, передаточный столик 2, устройство 3 для гибки хомутов и транспортирующее устройство 4. . rfПост 1 сборки и сварки выполнен в виде установленного ни приводных катках 5 поворотного от привода 6 кольцевого кантователя 7,тележек 8 и закрепленных на оснований вдоль кольцевого кантователя поворотных рычагов 9 с шаблонами 10 для за;клад ных деталей. Кольцевой кантователь и транспортирующее устройство, снаб- . жены л аправляющими 11 и 12. Передаточный столик 2рсна1цен приводом 13 и направляющими 14. ,У..V Тележки7& снабжены фиксаторамй 15 и 16 выпусков и продольной армату ры колонн и установлены с возможностью фиксированного перемещения в направляющих 11, 12 и 14.Одна из тележек 8 снабжена откидными тягами 17
взаимодействующими с цепью транспортирующего устройства-4; привод 18.
которого вьшолнен электромеханическим,. , ,.. .
I ,. . I. ., ,
Установка работает следутедим образом.. / .-. -. :Кантователь 7 находится в исходвом положений, тележки 8 устанавливаются в нужном месте на .направлясющих 11 кантователя. На тележки укла1 дываются.нижние продольные стержни каркаса, затем т выпуски и остальные продольные стержни. Выпуски 6л новремённо с тележками зажимаются .
фиксатерами 15 и 16 кантователя. На собранный каркас поворотом рычагов 9 накладываются шаблоны 10 с закладнымн деталями. Производится сварка выпусков.,и закладных деталей на одной грани каркаса, затем шаблоны 10 .(отводятся .и осуществляется поворот кантователя на 90°, по,слечего вновь накладаваются шаблоны 1о, уста11авливаются и привариваются закладные де- тали и выпуски на следующей грани колонны., В такой последовательности производится обварка всех закладных , деталей и по всем граням кОЛонйы. После приварки всех закладных деталей и выпусков кантователь возвращается в исходное положение, отводятся все фиксаторы. Затем откидными тягами 17 соединяют крайнюю тележку 8 с транспортирующим устройством 4, при этом направляющие 14 передаточного столика 2 стыкуются . с н.аправляющими 11 кантователя 7, включается привод 18 транспортирующего устройства и каркас подходит к зоне гибки 3, направляющие 14 передаточного столика 2 стыкуются с направляющими 12 транспортирующего устройства 4, и крайняя тележка 8 переводится через устройство для гибки хо- . мутов, пОсле чего направляющие передаточного столика 2 вновь стыкуются с направляющими кантователя, освобОждая зону гибки. Также осуществляется пропуск детальных тележек 8 через зону гибки. После пропуска тележек, каркас посредством транспортирующего устройства перемещают через устройство для гибки хомутов, последовательно останавливаясь в местах гибки.
После сварки закладных деталей, выпусков и изготовления хомутов на арматурном каркасе, расположенном на транспортирующем устройстве производится операция фиксирования хомутов точечной контактнойэлектросваркой при йОмощи сварочных клещей , затем готовый каркас перемещается.на склад. .. . ....
Применение предлагаемой установки обеспечивает механизацию трудоемкого процесса сборки и сварки сложных арматурных каркасов с большим количеством выпусков и закладных деталей, nojBbnaaeT точность изготовления готовых каркасов. :
Формула изобретения
Установка для сборки и сварки арматурных каркасов колонн, содержащая смонтированные на основании пост сборки и сварки закладных деталей и выпусков колонн с продольной арматурой, устройство для гибки хомутов и. транспортирующее устройство,-о т л йчающаяся тем, что, с целью
обеспечения сборки и сварки а рматурных каркасов колонн с запблненным поперечном сечением, устройство для гибки хомутов расположено ме:зсду постом сборки и сварки и транспортирующим устройством, транспортирующее устройство снабжено продольными направляйщими, пост сборки и сварки закладных деталей и выпусков колонй. b продольной арматурой выполне в виде установленного на основании по воротного кольцевого кантователя с продольными направляющими, тележек с фиксаторами выпусков и продольной арматуры колонны и поворотных рычагов с шаблонами для закладных деталей, закрепленных на основании вдоль кантователя, при этом на основании между кольцевым кантователем
и устройством для гибки хомутов установлен с возможностью продольного перемещения передаточный столик . с продольными направлякяцими, по- переменно взаимодействующими с направляющимй )ьцёвдгд ° кантователя и направляющими.транспортирующего устройства , тележки установлены с возможностью перемещения в направляющих кольцевого кантЬвателя передаточного столика и тр,анрпорТ1Д)ующего
0 устройства, а одна изтележек снаб-; жена откидными тягами, взаимодействующими .с транспортирую11 им устрой.стйрм. . .:.. ; .,. - - ;., .
Источники информации, принятые во внимание при экспертизе
5
1. Авторское свидетельство СССР № 435888, кл. В 21 F 27/10,23.02.76.
.syfei- :
841857

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки арматурных каркасов колонн | 1980 |
|
SU910971A1 |
| Способ строительства каркаса здания | 1983 |
|
SU1189966A1 |
| Установка для изготовления арматурных каркасов колонн | 1979 |
|
SU920173A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для изготовления арматурных каркасов колонн | 1981 |
|
SU1006680A1 |
| БЕЗРИГЕЛЬНЫЙ КАРКАС ЗДАНИЯ, СООРУЖЕНИЯ | 2009 |
|
RU2501915C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ БЕТОННЫХ СМЕСЕЙ ЭЛЕМЕНТОВ С ЗАКЛАДНЫМИ ДЕТАЛЯМИ ДЛЯ СБОРНЫХ КОЛОНН ЗДАНИЙ И СООРУЖЕНИЙ | 1969 |
|
SU239834A1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН С ПЕРЕКРЫТИЕМ | 2013 |
|
RU2535318C1 |
| УЗЕЛ СТЫКА КОЛОННЫ С НАДКОЛОННОЙ ПЛИТОЙ ПЕРЕКРЫТИЯ | 2004 |
|
RU2281363C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |


(риг. 8
