Изобретение относится к оборудованию ;1Ля изготовления объемных предварительно напряженных железобетонных объемных з лементов.
Известна установка, предназначенная для формования предварительно напряженных железобетонных объемных элементов стендового типа, в которой наружные щиты опалубки откидные на шарнирах прикреплены к четырехгранному поддону. Рама сердечника выполнена с наклонными роликовыми иаправляющими для угловых вкладышей. Вкладыши выполнены клиновидной формы, а сердечник оборудован замками для фиксации вкладышей в рабочем положении.
Замки выполнены в виде штифтов, кинематически связанных с подпружиненным штоком.
Несущая рама-крестовина, является базой для угловых вкладышей, установленных на роликовых направляющих несущей рамы.
Плоскости угловых вкладышей снабжены упорами, на которых натягивают прядевую арматуру |1|.
Недостатком этих уст;ановок является невозможность изготовления объемных элементов различных типоразмеров.
Наиболее близким по техническому решению является установка для изготовления предварительно напряженных железобетонных объемных элементов, состоящая из портала с иаправляющими колонками, несущей рамы, установленной в направляющих колоннах, с возможностью вертикального перемещения по ним составных щитов наружной опалубки, поддона с установленным на нем сердечником 2.
Недостатком этой установки является то, что на ней невозможно изготовление крупногабаритных объемных элементов с предваритёльно напряженной арматурой в двух измерениях, а также невозможно изготовление объемных элементов различных типоразмеров, так как переналадка этих установок невозможна.
Цель изобретения - получение изделий различных форм и типоразмеров.
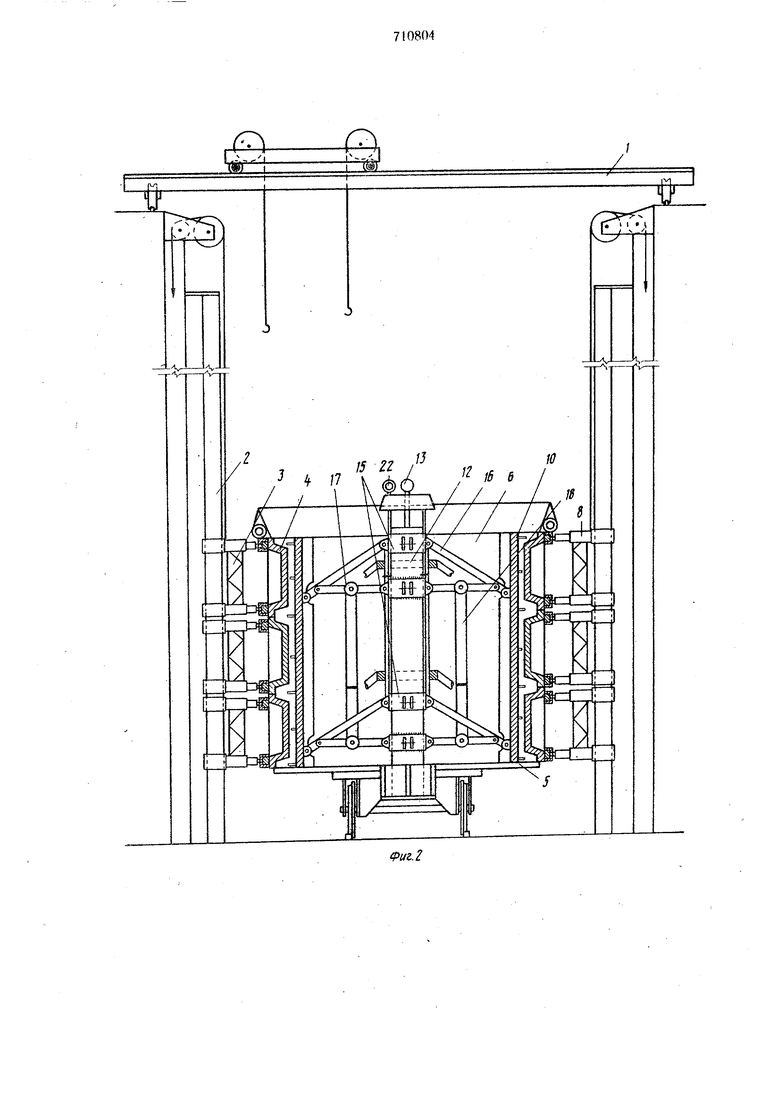
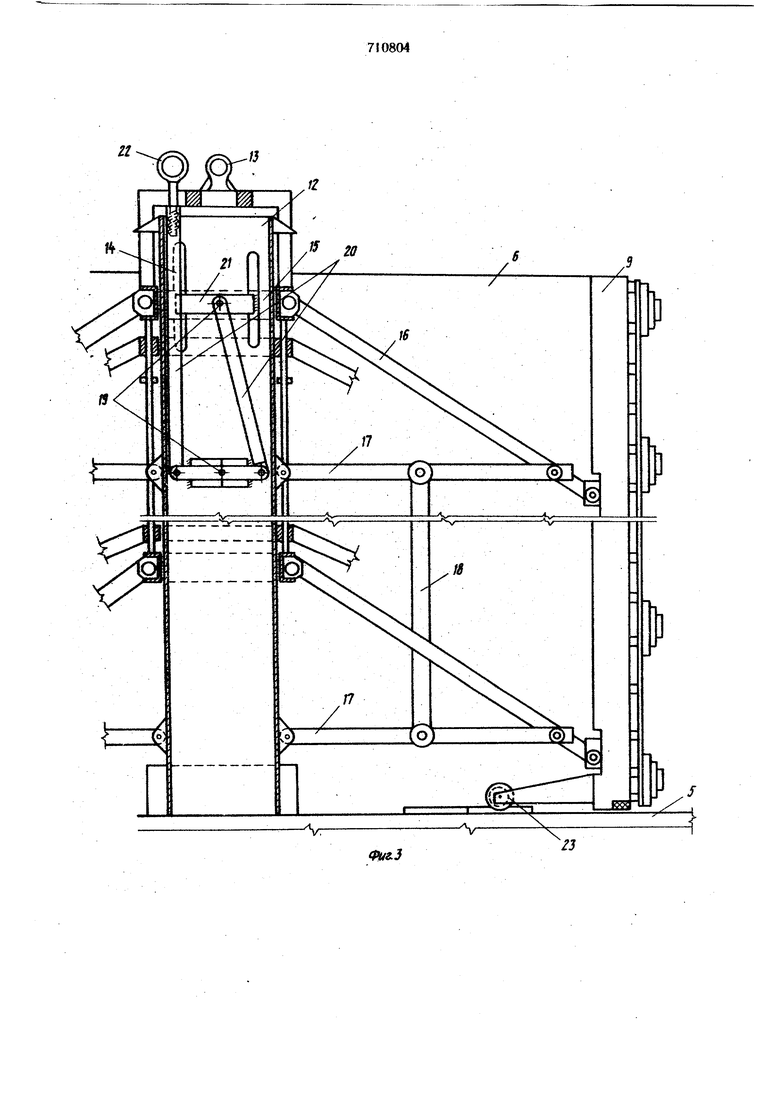
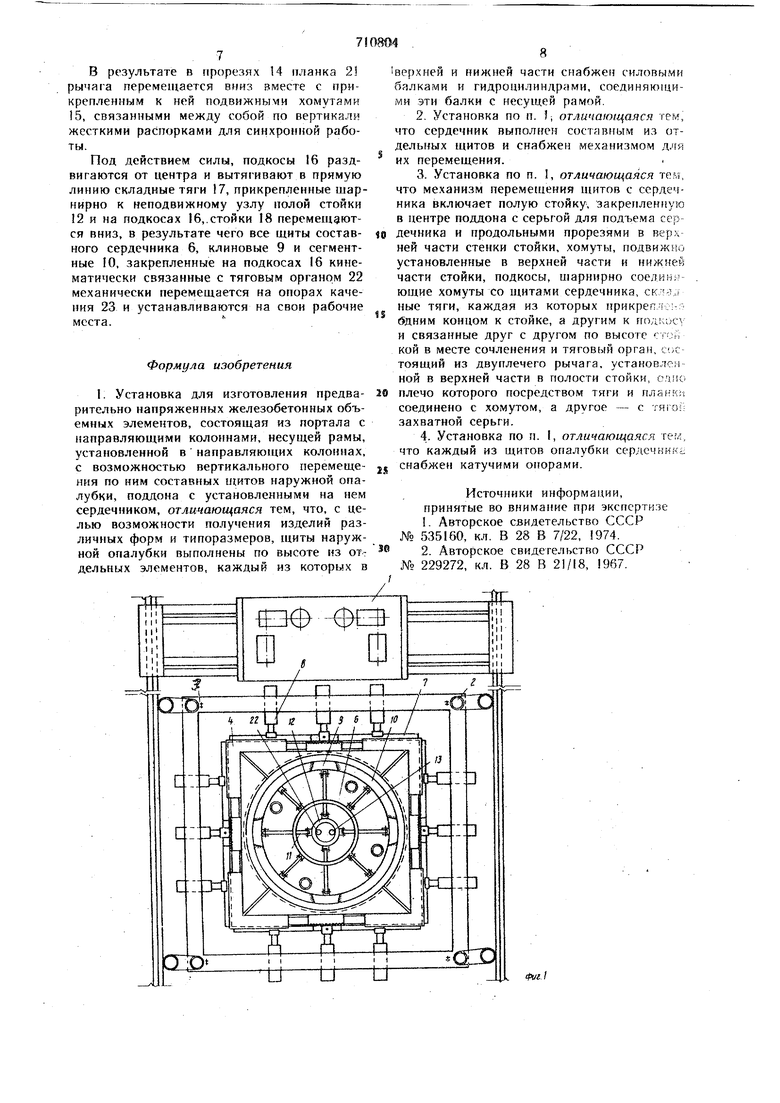
Она достигается тем, что щиты наруж ной опалубки выполнены по высоте из отдельных элементов, каждый из которых в верхней и нижней части снабжен силовымн балками и гилроцилинлрами, соединяющими эти балки с несущей рамой. Кроме того, сердечник выполнен составным из отдельных щитов и снабжен механизмом для их перемещения, а механизм перемещения щитов сердечника включает полую стойку, закрепленную в центре поддона с серьгой для подъема сердечника и продольными прорезями в верхней части стенки стойки, хомуты, подвижно установленные в верхней и нижней частях стойки, подкосы, шарнирно соединяющие хомуты со щитами сердечника, складные тяги, каждая из которых прикреплена одним концом к стойке, а другим - к подкосу и связанные друг с другом по высоте стойкой в месте сочленения, и тяговый орган, состоящий из двуплечевого рычага, установленного в верхней части в полости стойки, одно плечо которого посредством тяги и планки соединено с хомутом, а другой с тягой захватной серьги, при этом каждый из щитов опалубки сердечника снабжен катучими опорами. На фиг. I изображена установка в плаие; на фиг. 2 - то же, вертикальный разрез; на фиг. 3 - составной сердечник, с механизмом управления сердечника; на фиг. 4- общий вид установки. Установка для изготовления предварительно напряженных железобетонных объемных элементов содержит портал I, направляющие колонны 2, несущие рамы 3, внутри которых закреплены составные щиты наружной опалубки 4, со смежными сегментами. На тележке стационарно закреплен поддон 5, на котором оборудован составной сердечник б Все щиты составной наружной опалубки 4 снабжены силовыми балками 7, которые с помощью пазовых обойм прикреплены гидроцилиндрами 8 к несущим рамам 3 в двух ярусах. Составной сердечник 6 оборудован клиновыми 9 и сегментными 0 щитами опабулки. Все звенья составной опалубки сердечника 6 оборудованы шарнирно рычажным механизмом 11 для их перемещения. Составной сердечник 6, включает полую стойку 12 сердечника, серьгу 13 для подъема и распалубки сердечника. Продольные прорези 14 в верхней части стенки стойки 12 пpeднaзнaчe rы для возможности перемещения спаренных хомутов 15 по вертикали. К хомутам 15 шарнирно одним концом закреплены подкосы 16. а другим они крепятся к КЛИМОВЫМ Н1итам опалубка 9 сердечника 6. К полой стойке 12 также шарнирно прикреплены складные тяги 17, которые другим концом паримрно соединяются с подкосами 16. Складные тяги 17 шлриирно соединены со стрйками 18 тяг в -мсттях их сочленения. Верхний и нижний хомуты 15 соединены меж у собой по вертикали жесткими распоркаи с ограничителями персмен1ения. Внути полой стойки 12 закреплен тяговый оран составного сердечника, состоящий из вуплечего рычага 19, тяги 20 и планки 1, которая одним концом соединена с подвижными хомутами 15, а другим - с тягой 20 захватной серьги 22. Все щиты составного сердечника 6 снабжены опорами качення 23. Все четыре сопряженные щита наружной опалубки,4 гидроцилиндрами 8 могут одновременно складываться или раздвигаться в горизонтальной плоскости для образования необходимых размеров формы. Все сменные сегменты составной наружной опалубки 4 оборудованы паровыми рубашками внутри для подогрева изделий в процессе формования, а в зимних условиях для предварительной термообработки изделий в установке. На портале I закреплены направляющие колонны 2, на которых по четырем граням цилиндрическими проущинами сопряжены несущие рамы 3 (фиг. I, 4). На всех четырех плоскостях составных щитов наружной опалубки 4 закреплены вверху и внизу силовые балки 7, которые сопряжены с угловыми конструкциями составных щитов 4. На силовых балках 7 закреплены гидроцилиндры 8, соединяющие щиты опалубки 4 с несущими рамами 3. Такая конструкция крепления гидроцилиндров обеспечивает совместное перемещение телескопически сопряженных составных ШИТОВ наружной опалубки 4 в горизонтальной плоскости, скольжением в пазовых направляющих на сближение смежных продольных и поперечных щитов, или удаление их от осей симметрии, перемещение порознь любой пары щитов, или одного щита составной наружной опалубки 4. Собранная форма, включая составной сердечник 6, устанавливается вместе с поддонрм 5 на транспортную тележку. Установка оборудована переносным кольцевым лотком с навесными вибраторами и карусельным кондуктором на портале I бункерами-дозаторами для жесткой или умеренно жесткой бетонной смеси. Для крепления сопряженных деталей составной опалубки наружных щнтов 4 все поярусно-ступенчатые звенья щитов в два ряда оборудованы пневматическими пальцевыми фиксаторами. По окружности рабочей поверхности составного сердечника с дистанционным тагом и по вертикалям за креплены ряды штыревых пальЕШВ для крепления на т.х гребенок, в которых производится натяжение арматуры для создания предварительно напряженных железобетонных объемных изделий арматурных каркасов. Кроме того, установка имеет пульты уггравления электросиловыми, пиевматическкмн, паровыми и гидравлическими узлами. Установкутакже обслуживают пост распалубки, арматурнокомплектовочный цех я камера термообработки. Работа устаиовки осуществляется следующим образом. В заготовительно-комплектовочном цехе производится подготовка и укомплектование составного сердечника б, поданного в цех иа тележке по рельсовой колее. На тележкеподдоне 5 закреплен составной сердечник 6. Установленный на поворотном стенде сер дечник оборудуется предварительно напряженной арматурой, натяжение которой производится на гребенки, закрепленные в заданном порядке иа штыревых пальцах рабочих поверхностей цилиндрического составного сердечника 6. Укомплектованный арматурным каркасом с закладными деталями сердечник 6 по рельсовой колее поступает в формовочный цех и монтируегся в установку между несущими рамами 3, которые укомплектованы составными щитами наружной опалубкой 4 ; и закрепляется фиксаторами. Первоначально устанавливается первая нижняя несущая .рама 3 с щитами наружной опалубки 4 на поддои 5 сердечника 6. Порталом подается в формующую зону установки поворотно-карусельным кондуктором бетоноукладчики-дозаторы с жесткой или умеренно жесткой бетонкой смесью. После укладки бетона и виброуплотнения, включается в форму теплоноситель, а тем временем убирается лоток и производится наращиваиие следующей ступени формы, т. е. по направляющим колоннам опускается вниз вторая несущая рама 3 с полностью укомплектованными Щитами наружной опалубки 4 и укладывается по фиксаторам на нижнюю несущую раму 3. Скова устанавливается приемнь1Й лоток, подается бетоиоукладчиком-дозаТором бетонная смесь на поворотно-карусельном кондукторе и процесс бетонирования повторяется с последующим виброуплотнением навесными и штыковыми вибраторами. Одновременно производится прогрев уложенного бетона в первой зоне, после окончання бетонирования прогрев включается во второй зоне, так последовательно прогрев заканчивается в верхней зоне. Распалубка отформованного сырого объемного элемента производится в следующей последовательности: гидроцилиндрами 8 размыкаются все четыре составных щита 4, которые одновременно Леремещаются. от поверхности изделия на все стороны. По направляющим колоннам 2 несущие рамы 3 с раздвинутыми составными щитами 4 верхнее звено электросиловыми приводами подымается вверх и закрепляется выдвиж-нымн по горизонтали аутригерами. До подъема отсоедигшютсн бронированные гибкие пневматические, гидравлические и-паровые шланги от звеньев составных щитов наружной опалубки. Распалубка каждого звепа опалубки н подъем его вверх .зроизводится в указанной последовательности. После удаления вверх составной наружной опалубки, сырой цилиндрический железобетонный элемент на поддоне 5 и сердечнике 6 на транспортной тележке по рельсовой колее перемещается в камеру термообработки. Окончательная распалубка объемных термически обработанных железобетонных элементов производится на распалубочном пункте отрывом щитов составной опалубки сердечника от плоскостей объемного элемента. Распалубка производится приведеннег в действие механизма перемещения щитов 1 {. Для распалубкр а полой стонке 12 составного сердсм Г1ка б встроена сер-ьга 13 для подъема серлеч л{ка. ссйствнем иа кото-, рую с поиощь о крана или )вого домкрата срабатывает механизм перемещения цктов П, кинемат ческая :(епь которой содержит: подвижно ззкреглен:Т.е лй стойке 12 15, спарсг иь ; %«сжлу собой по высоте жестк расюркам для си хроп1 ой работы 1)рн их neij NremeinH вверх по стойке 12. Однозр;, с ними оступят в действие uapHrroFio-рычажные системь, закреп.ieiii b e ня хсмутах 15, подкосг 16, связаяные шарнпоно ччерху и знкзу со щитами опалубки сердечника с к.; 1ювыми 9 н сегментными 10, которые в результате действия складных т-яг 17, закрепленных на неподвижных узлах CToffKH 12 и шарнирно на подкосах 16 и связанные друг с другом гто высоте стойкой 18 вместе сочленения перемещают узел и.арнирного сочленения, образуя угловой перелом еклад1 ых тяг 17, направленный вверх на величину, равную перемещению в горизонтальной плоскости щитов опалубкн составного сердечника. Наладка составного сердечника б в рабочее положение для заданного изделия производится в обратной последовательности. В полой стойке 12 сердечника в верхней его части выполнены прорези И, через которые двуплечий рычаг 19, будучи установленным в верхней части полости по.пой стойки 12, одно плечо которого посредством тяги 20, и п.ганки 21 соединено через прорс.чм 4 с хомутами 5, а другое соединено с тягой захватной серьги 22. Приложением силы направленной вверх на захватную серьгу 22 срабат){вает тяговый орган и нроисхолит псрсмснгсние тнги захватной серьги 22 вверх, я иа тягу 20 дну плечего оычага 9 деГгстгпСТ сила, иагфаиенная вниз. В результате в прорезях 14 планка 2 рычага перемещается вниз вместе с прикрепленным к ней подвижными хомутами 15, связанными между собой по вертикали жесткими распорками для синхронной работы. Под действием силы, подкосы 16 раздвигаются от центра и вытягивают в прямую линию складные тяги 17, прикрепленные шарнирно к неподвижному узлу полой стойки 12 и на подкосах 16,.стойки 18 перемещдются вниз, в результате чего все щиты составного сердечника 6, клиновые 9 и сегментные 10, закрепленные на подкосах 16 кинематически связанные с тяговым органом 22 механически перемещается на опорах качения 23 и устанавливаются на свои рабочие места. Формула изобретения 1. Установка для изготовления предварительно напряженных железобетонных объемных элементов, состоящая из портала с направляющими колоннами, несущей рамы, установленной в направляющих колоннах, с возможностью вертикального перемещения по ним составных щитов наружной опалубки, поддона с установленными на нем сердечником, отличающаяся тем, что, с целью возможности получения изделий различных форм и типоразмеров, щиты наружной опалубки выполнены по высоте из отт дельных элементов, каждый из которых в
Tff
X й/г/ верхней и нижней части снабжен силовыми балками и гидроцилнидрами, соединяющими эти балки с несущей рамой. 2.Установка по п. Г, отличающаяся тем, что сердечник выполнен составным из отдельных щитов и снабжен механизмом для их перемещения. 3.Установка по п. I, отличающаяся тем, что механизм перемещения щитов с сердечника включает полую стойку, закрепленную в центре поддона с серьгой для подъема сердечника и продольными прорезями в верх ней части стенки стойки, хомуты, подвижно установленные в верхней части и нижней части стойки, подкосы, шарнирно соеднн:ющие хомуты со щитами сердечника, скл,,, ные тяги, каждая из которых прикретоь-. (5ДНИМ концом к стойке, а другим к ГГПЛ и;-Си связанные друг с другом по высоте сгой кой в месте сочленения и тяговый орган. тоящий из двуплечего рычага, установленной в верхней части в полости стойки, o/uio плечо которого посредством тяги и планка соединено с хомутом, а другое - с тя1 о захватной серьги. 4. Установка по п. I, отличающаяся тем, что каждый из щитов опалубки сердечника снабжен катучими опорами. Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР № 535160, кл. В 28 В 7/22, 1974. 2. Авторское свидетельство СССР № 229272, кл. В 28 В 21/18, 1967.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Опалубка для бетонирования перекрытий многоэтажного здания | 1989 |
|
SU1694822A1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107783C1 |
| КОНСОЛЬНЫЕ ПОДМОСТИ И СПОСОБ СООРУЖЕНИЯ КОНСОЛЬНЫХ ПЛИТ ИЛИ КАРНИЗНЫХ БЛОКОВ ЖЕЛЕЗОБЕТОННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2006 |
|
RU2310033C1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107784C1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА МОДУЛЬНОЙ ОПАЛУБКИ | 2005 |
|
RU2282700C1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |