(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМ.АТУРНЫХ КАРКАСОВ КОЛОНН

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления арматурных каркасов колонн | 1979 |
|
SU870646A1 |
| Устройство для сборки арматурныхКАРКАСОВ | 1979 |
|
SU798267A1 |
| Установка для изготовления арматурных каркасов колонн | 1981 |
|
SU1006680A1 |
| Стыковое соединение элементов железобетонного каркаса здания | 1982 |
|
SU1081306A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ БЕТОННЫХ СМЕСЕЙ ЭЛЕМЕНТОВ С ЗАКЛАДНЫМИ ДЕТАЛЯМИ ДЛЯ СБОРНЫХ КОЛОНН ЗДАНИЙ И СООРУЖЕНИЙ | 1969 |
|
SU239834A1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Способ опирания стальной стропильной и подстропильных ферм на железобетонную колонну | 2024 |
|
RU2828183C1 |
| Устройство для сборки арматурных каркасов | 1977 |
|
SU619617A1 |
| Установка для сборки и сваркиАРМАТуРНыХ KAPKACOB КОлОНН | 1978 |
|
SU841857A1 |
| Стыковое соединение колонны с ригелями таврового сечения | 1987 |
|
SU1544909A1 |


1
Изобретение относится к устройства.м для изготовления арматурных каркасов железобетонных изделий.
Известно устройство для изготовления арматурных каркасов .железобетонных изделий, содержащее опирающиеся на ролики поворотные диски, соединенные щтангами, на которых закреплены ф fкcaтopы арматуры, установленные с помощью роликов на штангах и снабженные винтами с поворотными рукоятками и жестко соединенными с ними стопорными планками, выполненными с охватывающими штанги выемками 1.
Недостатком этого устройства является невозможность изготовления арматурных каркасов с закладными деталями.
Наиболее близкой к изобретению является установка для изготовления арматурных . каркасов колонн, содержащая подъемные столики, торцовую и переставную опоры с зажимами и промежуточную опору с фиксаторами 2.
Недостатком этой установки является необходимость перестановки подъемных столиков при изготовлении ар.матурных каркасов различных типоразмеров, что снижает производительность изготовления каркасов.
Цель изобретения повышсяне 111чч.;ц(,дительности H3roTOB.ieiiii i КсИк ч MiJ.
Поставленная цель достягаст / ie. vустановка для изготовления j)iii.i. K.iiкасов колонн, содержащая подъемные столики, торцовую и перест.внук) огшры зажимами и промежуточную опору с ф:11- ; : . ми, снабжена установленными :1...л . ных столиках опорными пластинами. Bhiiio,i ненны.ми из теплостойко1О диэ.чектричоског:) материала, и закрепленными на боковых сторонах пластин .мерными линейками, а каждый из фиксаторов выполнен в виде трех/ранной подставки с различными размерами сторон в поперечном сечении.
Для обеспечения возможности одновременного изготовления двух укороченных каркасов, установка снабжена дополнительными торцовой и переставной опора.ми с зажимами.
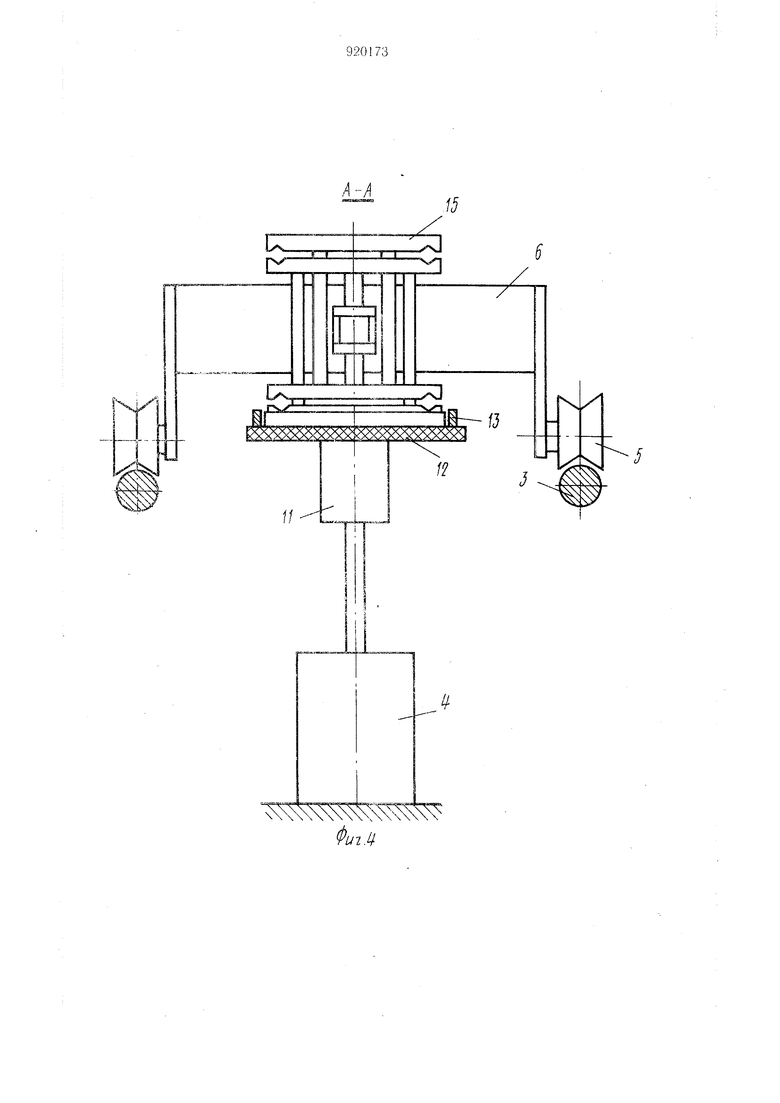
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - то же. в момент изготовления двух каркасов; на фиг. 3 - положение узлов установки в момент сборки каркаса; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б - Б на фиг. 3; на фиг. 6 - То же, прп опущен3
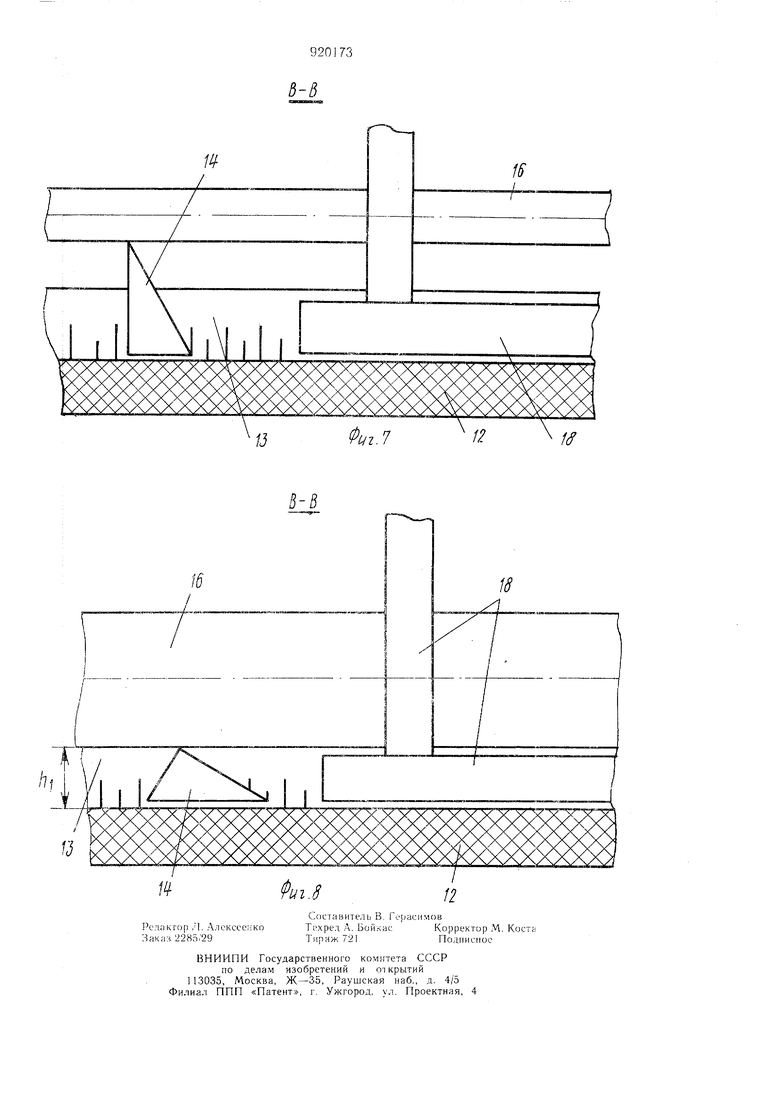
7 -- р.;зпез В -В
i.iiiix сго.ликах: т фиг. 8 -- то же, при И31Юi:,,i фи|-. 5; на фш. 1 а к с и м а л ы-i ы м л и а м с т TuiiJioiiHii к 1ркаса с
|1|)м 1рило;1ьиых стержней.
Установка состоит из торцовой опоры 1, донолннтельной торцовой опоры 2, рельсов :5 п прпволов 4. На рельсах посредством po.HiKOB 5 установлены переетавпая опора 6 ii переетавпая доно;111ите.льная опора 7, а также промежуточная опора 8, нмекмцая ро, 9. па KOTopBie падет бесконечный реMeiH, 10. На приводах 4 смонтированы дюдъемпые столики 11, па которых закреплены опоршле плаетппы 12, вынолпенпвш из теплостойко1с диэлектрнчеекого материала. На н,лаетппах 12 уетанов.тепы .шнейки 13 и (риксаторы 14 в внде трехгранпв1Х подкладок е pa3,ii -HHjiMn разме)ами сторои в поперечио.х сече1Н111.
На торцовых и переетавпвкх опорах с возможностью Bj)anj.ennH уетаповлены зажимы 15 для кре 1ле1Н1Я 11родол)пых стержней 16 каркаса, на которые надеты хо.муты 17.
Уетаповка работает еледуклцнм образом.
Перед сборкой каркасов столгпчи 11 подни.мают в верхнее положение, а на пластины 12 устанавливают фиксаторы 14, иричем выеота фиксатора соответствует расстоянию от стержня до внешней п.юскости закладной детали 18.
К торцам зажклк в 15 нрюкимакгг треne; iOe К)(стно 17, Зс:те.1 в зажнмы уетанав пнвают продольные етержнп 1Н, БдоЛ KOTopi iX раенределяют хомуты 17 и скрепл 1К)т нх со стержнями. Носле это10 сго. I i оиуекают в ннжпее иол(Х кеппе, п() мер111)1.м ли11ейкам 13 оиредел.чют к)ложеHiie зак:;адпых деталей 18, которые уклад1,1вают па нлаетпны 12, .мают lix к лппейкам 13. Затем столпки 11 подиимают в BCjTxnee по.ложеьп-ie, в резу.пвтате чего кажл.ая закладпая дета.ль 18 относительно длины, njiipMHbi и г|1апей -каркаса зани.мает ipocKTiioe по;к)жепие.
УетапоБлешпле закладные детали прп ноMoniK сварки закреиляют к иродолып м етер4
жиям каркаса, после чего оевобождают готовый каркас и транспортируют его на склад. При из.мепении диа.метра продольпых сгержней пз.мепяют положение фикеатора 14, устанавливая необходимую его высоту.
При изготовлении ар.матурпых каркасов, длппа которых .меньше половипы длппы уега1-1овкп, доиолпительь ую переставную онору 7 устанавливают в соответствующее положение, в результате чего имеется возможпоеть производить сборку двух каркасов одповре,мен1:о.
Формула изобретения
Источники ипформацпи, принятые во внимание при укеиертизе
2,.Ануфриев М. Ф. Универсальная установка для изготовления нространетвеппых арматурных каркаеов.кол они. Реферативная
jj ппформация. Серия «Промьиплешюсг сбо|)ного железобетона, вьи1. 5. М., ВНИИЭСУМ, 1973, е. 13- -16.
А /
fj
tc
JCJC
Г
с;
::::Л
э
/
.xsJ
4X1
t-fj
...
Фиг.
