П)едметом изобретения ии.чяется ciKXoo 1Ч)рячеГ1 загпГж с обжигом края кожи для верха обмзи и скоба л.чя ocyiiiecTH.iousiSi атого способа.
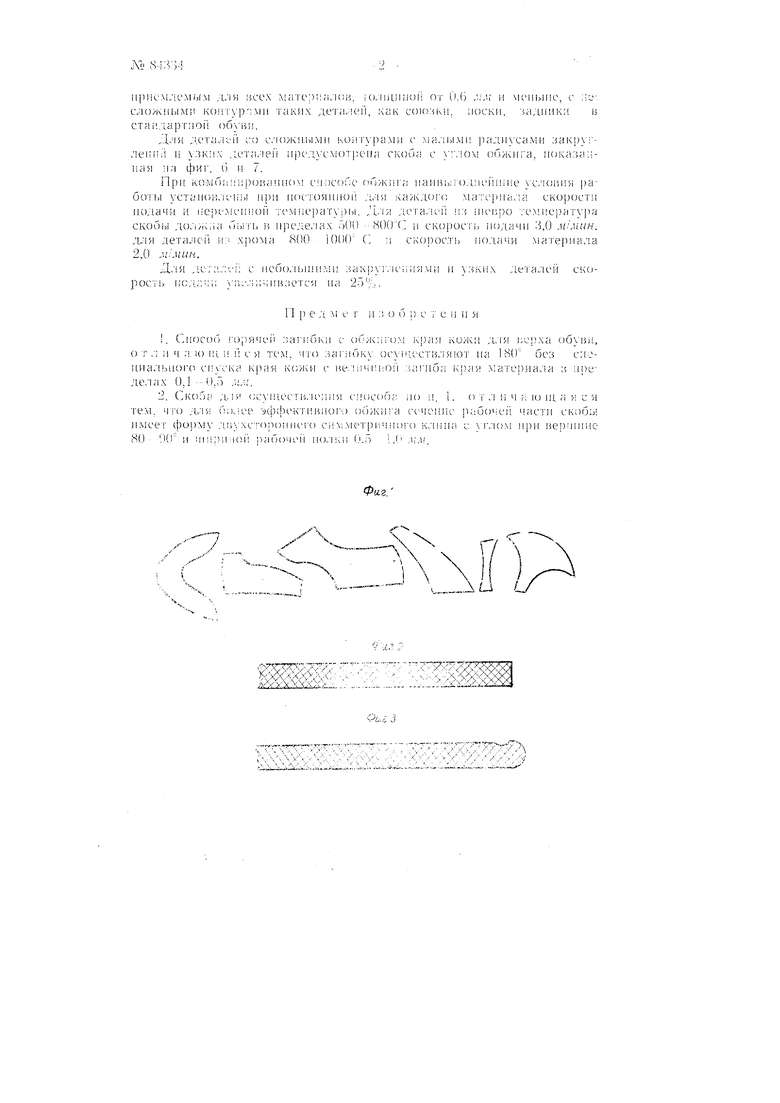
Особеииостью Г1ред.1агаемого способ;; является то, что загибку края кожи осуи,ествляют па ISO без спуска края кожи с ве; ич1П1ой загиба Края материала в пределах 0,1 --0,5 .-,/.:;, Г1|)11ме11яемая скоба д,1я ocynie ствления сиособа в рабоче части имеет форму дкухстор.оииего симметричиого клина с углом при верпи1ие 80 90, Благодаря з/тому умеиьП1аетея расход сырья иа едпииц} изде.чия, без ух Д иеиия качества .
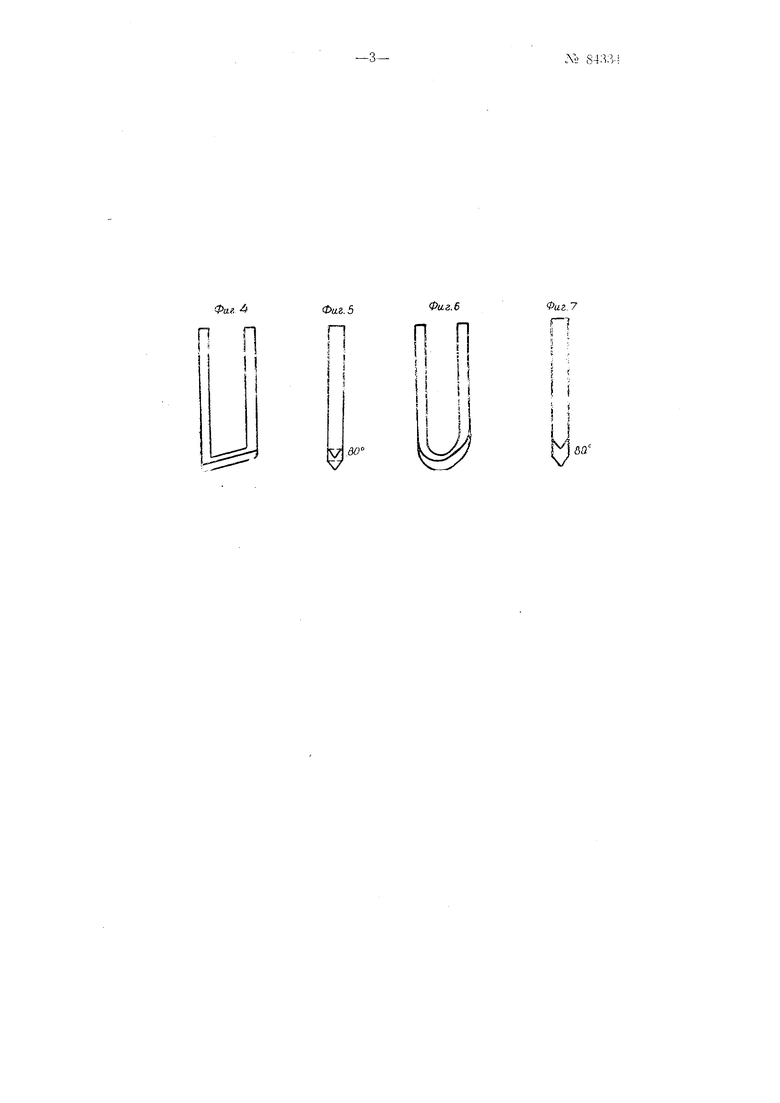
На ф1Г, I изображены детали иерха обхви, иод.тежагцие отделке, на фиг. 2--деталь до загибки, па фиг, 3- детл,1п иос.Уе го)яче1{ загибки, первый вариант скобы показа ia , 4- д спе;)еди, ia фиг, о--13ИД СКОбь сбоку, второй 1 ОКазан а . 6- Д СГ е11еД),
ia фиг, 7-вид сбоку.
Способ обжига края с загибко , с,-10я осушсспкьчегся а ,маи1ине. Детали верхнего кроя всевозмож ых К0 фи урапи 1 (иа . Г) из 1 1евро, и еврет и толии1ио1 до 1,0 ../.и ie одлежат спуску на машине. Детали 1.0 мм подлежат спуску на . Детали 1,0 мм ПО,Т.ЛеЖаТ (ИваНИ10 10 Кр.ПО на 4- --о мм до толщи Ы 0,8-0,9 мм.
Комби 1ированиы ( способ обжига края 1редусматривает ли 1евого слоя иа 180° (фиг. 3), 1 ирииа загнутого края бахтарму О, мм для всех 1- аруж1 Ь х краев дета., одлежаи,1х строчке, 0.5 мм для верх1 его и блочкового края, и кож одкладки.
Для осуществ.тения сиособа в ачестве )ев..1я пр меняется обжигаюидая скоба с различ з,м pa6o4 i.M рофи, j зависимости от кривизиы деталей и илотиост матернало, обрабатываемых оиисывпе,МЬ,М СИОСОбОМ,
На фиг, 4 и 5 изображена скоба другой фор,М с ог тималь ым углом обжига 80°, Угол онределен эксиери,меитальнь м путем }i является
и|1исм. исох мате:);;1;|(:в. ;о.лпи1иой от (1( мм и MiMibiiic, с- :;:jcjiC)i iibiMii ко 1тур;мп таких дета,, как счлочки. иоски, чадпики i; стандартно «oxiiii.
Дли д,ета„1ь-| | го сложп.ыми .М11 с ма,11)1мп ра.диусами закрхтjieiiiii i узких Д1.та.1еп предусмотрена скоба с хгдом обжига, показа;;иая ча фиг. iJ и 7.
П|)1 кс)мб|1 1ирО1 ап11() способе напвьдодпснппие с,1оипя рабо11 1 устаи()}5ле11) iii)ii KiCTOJiiiiioii д,1я ка 1 до1ч; материала скорост; подачи и licpeMciiiioii ix-MiiepaTypbi. Для ;:.еталеП из nienpo температура скобы до.1/к,1а 6i)iTb и пределах (И -8()()( п екорюст, подачи Н,0 м:мин. для деталсГ i-rs хрома 8()() i()()() С, и скорое.т) подачи материала 2,0 .
Для дста:;е;: с иебогпчипми за1 ру Т1е1;;1Ямп п зкпх детален CKCJpocTij под.;;-:;1 хзи-..ется па 25;,.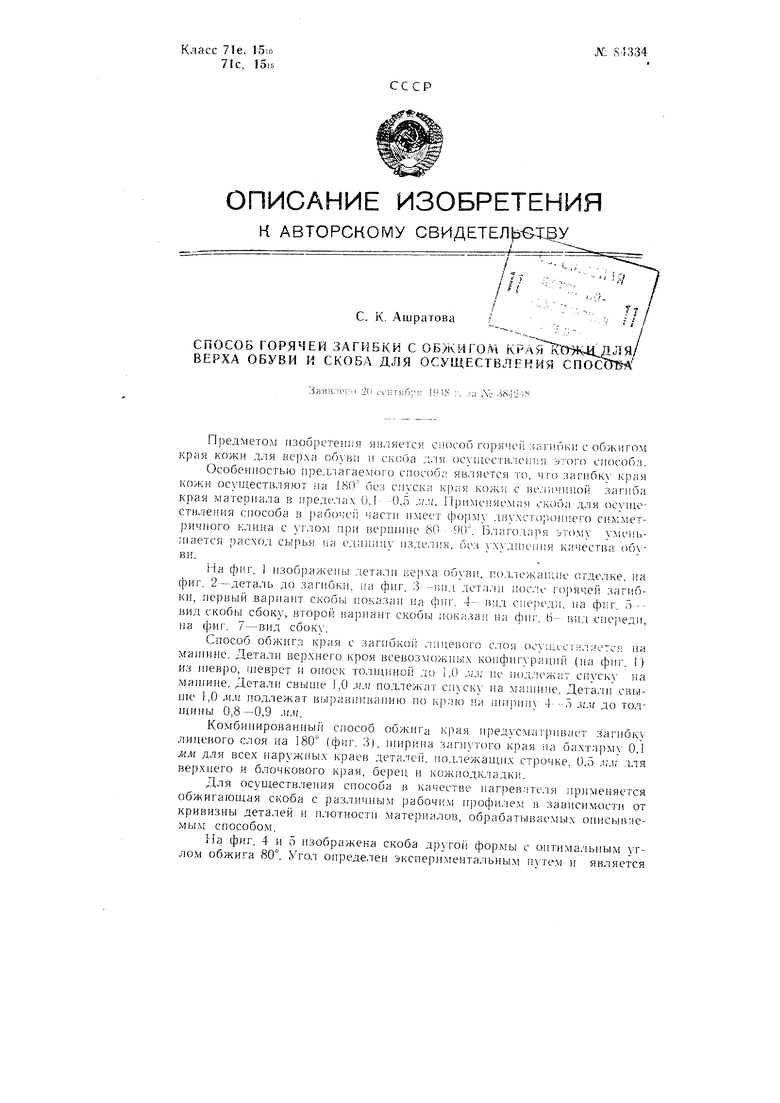
| название | год | авторы | номер документа |
|---|---|---|---|
| Бадья-контейнер с шарнирно откидным днищем для перевозки, например, бетона и строительных растворов | 1950 |
|
SU93971A1 |
| Полуавтоматический пресс для параллельной обработки и сборки полочки борта с подбортом, например, мужского демисезонного пальто | 1956 |
|
SU107523A1 |
| Устройство для поштучной загрузки деталей в рабочий орган станка | 1986 |
|
SU1371855A1 |
| Способ соединения провода с деталью | 1985 |
|
SU1415295A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU532082A1 |
| Разборный веломобиль Потанина | 1987 |
|
SU1525076A1 |
| ПРЕЦИЗИОННЫЙ РЕГУЛЯТОР Ч.ЛСТОТЫ для ПРЕОБРАЗОВАТЕЛЕЙ | 1971 |
|
SU315256A1 |
| Способ бесконтактного контроля качества обработки поверхности оптических деталей и устройство для его осуществления | 1983 |
|
SU1352201A1 |
| Устройство для изготовления деталей из пруткового материала | 1986 |
|
SU1395407A1 |
| Механизм уточной вилочки для ткацких станков | 1955 |
|
SU102463A1 |
. Сдюсоб орячей заг1:б| и с обжигом кра5 для liepxa , о т л и ч а К) П1 и и с я тем, что осу1честнляО1 иа 180 без слоипа.тьи()1о края кожи с пел;1чп1 оГ| :5ai4i6a края материала и иределах 0,1 -- О,о мм.
