Известные способы отливки чугунных труб в земле малопроизводИТС-ЛЬНЫ.
Согласно изобретению прсд.чагается отливку труб производить в мехаынзировапном разъем1юм кокиле, применение которого значительно ускорит процесе изготовления чугунных труб.
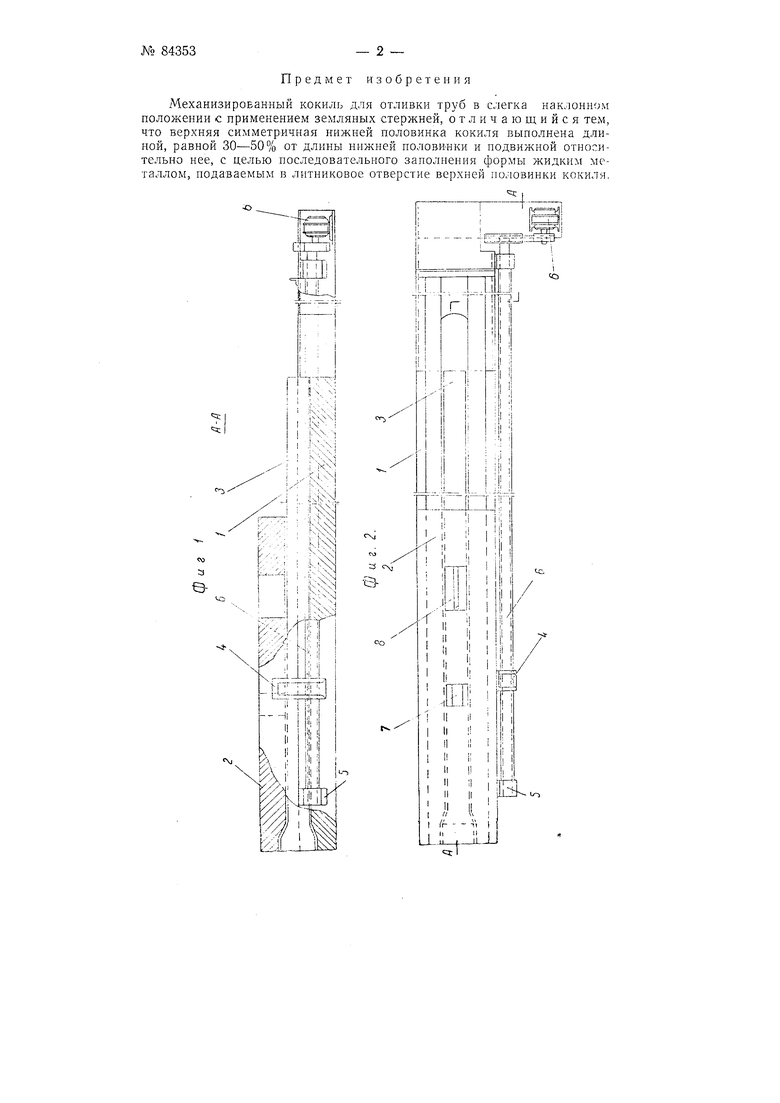
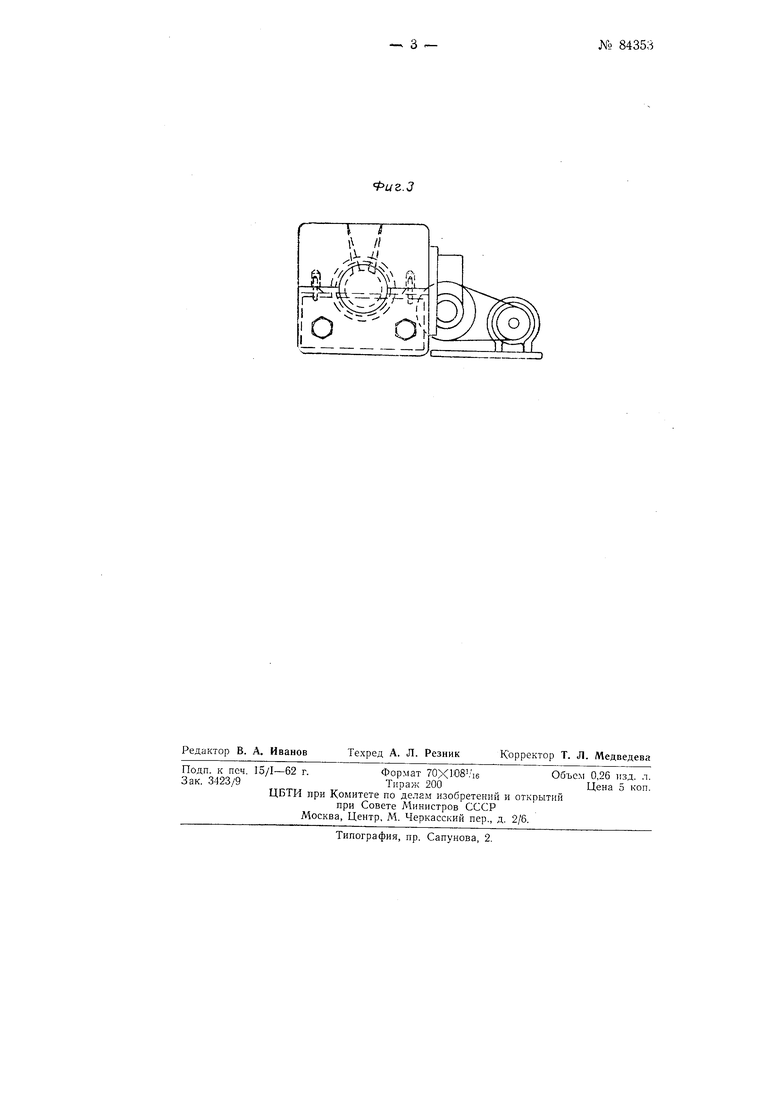
На фиг. 1, 2, 3 изображен в трех проекциях иpeдлaг; e ый кокипь. нричсм на фиг.-1 изображен частичный разрез кокиля по /1-/1 на фиг. 2.
Кокиль состоит из двух половинок - нижней неподвижной половины / н верхней подви/кной полов1 ны 2. Длина половины / соответствует длине oтливac ioй трубы (нpи(epнo от 2 до 6 м). Длина верхней ло:;овины 2 составляет от 30 до 50% длины нижней половины кокиля.
Соеди еиие обеих полови1юк кок11ля выполнено в виде ласточкиного хвоста, так что верхняя по.ювина 2 кокиля скользит по нижней неподвижной ноловине / кокиля.
В нижнюю половину 1 кокиля устанавливают земляной стержень 3.
Верхнюю часть кокиля неред заливкой уетанавливают у раструба трубы, т. е. у головной части кокиля. На верхней части кокиля закренлена гайка а в конце хвостовой част11 его на кронштейне 5 закренлен винт 6, который вращается от электродвигателя. В верхней ноловине кокиля сделано два отверстия 7 и 8, причем первое отверетие служит для нодачи металла (литник), а второе - для евободного выхода газов. Собранный кокиль уетанавливаюг наклонно для лучшего занолнения формы :еталлом.
После того как форма на расстоянии от раструба до литника sano.TН1:тся жидким металлом, включается электродвигатель, и винт 6 начинает вращаться, передвигая верхнюю часть кокиля от головной к хвостовой чаети.
Во время движения верхней части кокиля жидкий металл непрерывно подается в литник, причем скорость передвижения верхней чаети кокиля должна соответствовать скорости кристаллизации металла, а скорость заливки должна соответствовать екорости передвижения подвинч;ной чаети кокиля.
№ 84353
Предмет изобретения
Механизированный кокиль для отливки труб в слегка наклонном положении с применением земляных стержней, отличающийся тем, что верхняя симметричная нижней половинка кокиля выполнена длиной, равной 30-50% от длины нижней половинки и подвижной относительно нее, с целью последовательного заполнения формы жидким металлом, подаваемым в литниковое отверстие верхней половинки кокиля,
о .
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильный станок для горизонтальной отливки канализационных труб | 1949 |
|
SU79534A1 |
| Металлический стержень для кокильной отливки | 1937 |
|
SU53298A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Способ центробежного литья | 1980 |
|
SU904881A1 |
| Литейная машина для отливки мелких изделий в кокиль | 1949 |
|
SU87194A1 |
| Кокиль для отливки тонкостенных чугунных сосудов, например, пищеварных котлов | 1955 |
|
SU101875A1 |
| РАЗЪЕМНЫЙ КОКИЛЬ ДЛЯ ОТЛИВКИ МЕЛЮЩИХ ШАРОВ | 2014 |
|
RU2561544C2 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| СПОСОБ ПРОИЗВОДСТВА ОТЛИВОК ПО МЕТОДУ ПРЕЦИЗИОННОГО ЛИТЬЯ | 1948 |
|
SU85940A1 |
| Кокильная машина | 1981 |
|
SU1018791A1 |