1
Изобретение относится к сварке металлов давлением, в частности к сварке труб трением.
Известен способ сварки полых деталей трением, на торцевой поверхности одной из которых выполнена кольцевая канавка для заполнения пластичным металлом 1.
ИеДостатком такого технологического приема для сварки карданных валов является увеличение «живого сечения сварного соединения, что приводит к повышению энергозатрат и соответственно мощности сварочного оборудования. При этом дополнительное тепловложение при сварке связано с возрастанием зоны термического влияния, что как следствие, ухудшает структуру металла околошовной зоны и снижает прочностные свойства изделия. Следовательно, в данном случае увеличение прочности собственно стыка сварного соединения за счет большего «живого сечения не повышает надежности конструкции и не исключает возможности аварийных последствий при работе карданного вала.
Известен также способ сварки труб давлением, при котором на проточку наружной поверхности толстостенной трубы устанавливают тонкостенную трубу и производят сварку 2.
Недостатком известного способа являетсй низкая надежность соединения, которая зависит от надежности сварного стыка. В случае разрушения соединения но стыку происходит разрушение всей конструкции.
Цель изобретения - повышение надежности соединения.
Это достигается тем, что на наружной поверхности проточки выполняют кольцевую канавку, заполняемую в процессе сварки гратом.
В результате вместе с образованием сварного соединения дополнительно получают замковое соединение трубчатых деталей, поскольку «воротничок металла грата размещается в полости кольцевой канавки. Тем самым надежность конструкции возрастает, поскольку опасность аварийных последствий практически исключается при разрушении сварного соединения по стыку. При этом благодаря тому, что форма и размеры канавки позволяют избежать возможности взаимодействия пластичного металла с ее поверхностью, не происходит увеличения «живого сечения сварного соединения, не требуется увеличения энергозатрат при сварке и не ухудшаются прочностные свойства околошовной зоны соединения.
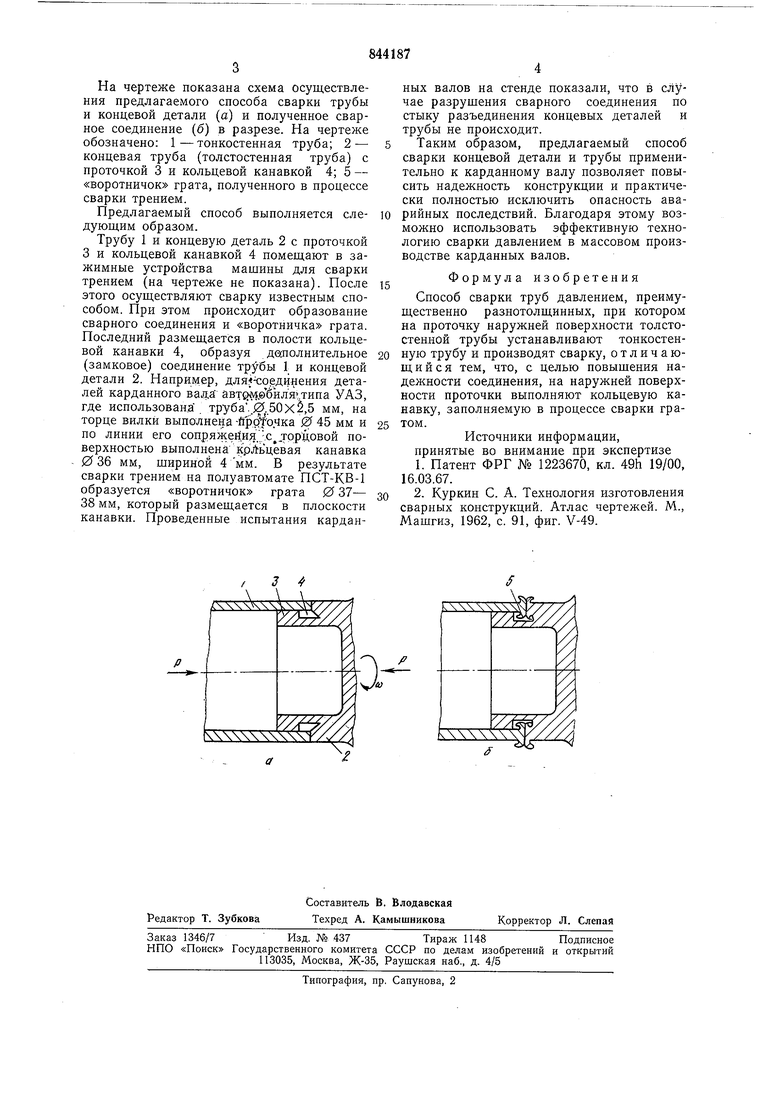
На чертеже показана схема осуществления предлагаемого способа сварки трубы и концевой детали (а) и полученное сварное соединение (б) в разрезе. На чертеже обозначено: 1-тонкостенная труба; 2- концевая труба (толстостенная труба) с проточкой 3 и кольцевой канавкой 4; 5 - «воротничок грата, полученного в процессе сварки трением.
Предлагаемый способ выполняется еледующим образом.
Трубу 1 и концевую деталь 2 с проточкой 3 и кольцевой канавкой 4 помещают в зажимные устройства машины для сварки трением (на чертеже не показана). После этого осуществляют сварку известным способом. При этом происходит образование сварного соединения и «воротничка грата. Последний размещается в полости кольцевой канавки 4, образуя дополнительное (замковое) соединение трубы 1 и концевой детали 2. Например, для оединения деталей карданного вала автом.вбиля.типа УАЗ, где использована труба ....50X,5 мм, на торце вилки выполнена 0 45 мм и по линии его соп.ряжейи.-.с дррцовой поверхностью выполнена крЛьцевая канавка 036 мм, шириной 4 мм. В результате сварки трением на полуавтомате ПСТ-КВ-1 образуется «воротничок грата 0 37- 38 мм, который размещается в плоскости канавки. Проведенные испытания карданных валов на стенде показали, что в случае разрушения сварного соединения по стыку разъединения концевых деталей и трубы не происходит.
Таким образом, предлагаемый способ сварки концевой детали и трубы применительно к карданному валу позволяет повысить надежность конструкции и практически полностью исключить опасность аварийных последствий. Благодаря этому возможно использовать эффективную технологию сварки давлением в массовом производстве карданных валов.
Формула изобретения
Способ сварки труб давлением, преимущественно разнотолщинных, при котором на проточку наружней поверхности толстостенной трубы устанавливают тонкостенную трубу и производят сварку, отличающийся тем, что, с целью повышения надежности соединения, на наружней поверхности проточки выполняют кольцевую канавку, заполняемую в процессе сварки гратом.
Источники информации,
принятые во внимание при экспертизе
1.Патент ФРГ № 1223670, кл. 49h 19/00, 16.03.67.
2.Куркин С. А. Технология изготовления сварных конструкций. Атлас чертежей. М., Машгиз, 1962, с. 91, фиг. V-49.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ | 2001 |
|
RU2239531C2 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
