Изобретение относится к области обработки металлов давлением, в частности к процессам получения трубных шпилек U-образных теплообменных аппаратов с использованием эффекта локализованного пластического деформирования сварного шва и прилегающих к нему околошовных зон.
Известен способ получения трубных шпилек U-образных теплообменных аппаратов, включающий отрезку мерных длин труб для прямолинейных участков шпильки, мерной длины трубы для изготовления гибкой на заданный радиус калача, зачистку внешней поверхности концов соединяемых элементов, подвергаемых сварке, последующую их сварку с образованием двух сварных швов в получаемой трубной шпильке (см. ГОСТ 14245-79 Теплообменники кожухотрубчатые с U-образными трубами).
К главному недостатку известного способа получения трубных шпилек U-образных теплообменных аппаратов следует отнести повышенную стоимость производства соединений. Во-первых, большие отходы трубных заготовок из-за некратности используемых рабочих длин. И, во-вторых, повышенная себестоимость, определяемая и большим процентом брака сварных швов, который выявляется при проведении радиологических испытаний. Качество неразъемных соединений при этом всецело определяется профессиональными навыками и умением сварщика и его помощника, а также наличием стапелей для сборки труб и калача перед их сваркой.
Известен также способ получения трубных шпилек преимущественно из однородных материалов, включающий подготовку труб к сварке, гибку конца одной из труб по радиусу, сборку этого конца трубы с ответной трубой, имеющей прямолинейную образующую, и образование неразъемного соединения труб аргоно-дуговой сваркой (см. Руководящий документ РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования, Москва, ПИО ОБТ 2001 - прототип).
Недостатком известного способа является то, что сварной шов и околошовные зоны не подвергаются финишной обработке пластическим деформированием. В результате возможные дефекты сварного шва не устраняются и подобные шпильки выбраковываются. Кроме того, большой проблемой здесь является наличие внутреннего грата, уменьшающего проходное сечение трубы, что также обуславливает значительный брак трубных шпилек и требует проведения такого испытания, как обкатывание трубной шпильки шариком.
Задачей изобретения является разработка такого способа получения трубных шпилек U-образных трубных пучков, который бы обеспечивал требуемое качество сварных швов и не приводил к образованию внутреннего грата.
Технический результат достигается тем, что в способе получения трубных шпилек, включающем подготовку труб к сварке, гибку конца одной из труб по радиусу, сборку этого конца трубы с ответной трубой, имеющей прямолинейную образующую, и образование неразъемного соединения труб аргоно-дуговой сваркой, согласно изобретению, неразъемное соединение труб образуют перед гибкой путем формирования комбинированного сварного шва с последующим пластическим деформированием указанного сварного шва и околошовных зон, при формировании комбинированного сварного шва образуют внутренний кольцевой шов, который получают диффузионной сваркой соединяемых труб по стыку, и внешний кольцевой шов, который получают наплавлением присадочного материала на внешнюю поверхность стыка труб, для формирования упомянутого комбинированного сварного шва предварительно профилируют концы соединяемых труб с получением при сборке внешней кольцевой выемки, при сборке между трубами соосно с ними устанавливают кольцо из присадочного материала, которое размещают в упомянутой внешней кольцевой выемке, и далее производят осевое сжатие труб до получения контактных давлений на торцах соединяемых труб и боковых гранях кольца, комбинированный сварной шов формируют в процессе расплавления присадочного материала кольца в объеме внешней кольцевой выемки, после чего удаляют грат с получением внешнего диаметра комбинированного сварного шва, равного диаметру околошовных зон, а упомянутое пластическое деформирование комбинированного сварного шва и околошовных зон осуществляют путем правки трубы сообщением ей вращательного и поступательного движений.
Осуществление предлагаемого способа получения трубных шпилек U-образных пучков позволяет устранять дефекты сварных швов их финишной пластической деформацией.
Это объясняется тем, что образуют комбинированный сварной шов - диффузионной сваркой соединяемых труб по стыку и наплавлением присадочного материала на внешнюю поверхность по местоположению сварного соединения. Концы труб перед сваркой проходят активацию поверхностей путем знакопеременной пластической деформации материала труб (для труб из однородных материалов) с образованием ступени, имеющей минимальный внешний диаметр.
Наличие ступени на торце трубы при ее сборке позволяет формировать внешнюю кольцевую выемку. Размещение между торцами свариваемых труб присадочного материала в форме кольца посредством легкопрессовой посадки и создания физического контакта по торцам труб и кольцевым поверхностям их контакта с кольцом из присадочного материала при наложении осевого сжимающего усилия создает условия реализации процесса диффузии по месту стыка соединяемых элементов. Обязательным условием, как известно, при этом является температура нагрева стыка соединяемых элементов.
Последняя достигается расплавлением присадочного материала в объеме внешней кольцевой выемки, создавая теплосодержащую жидкую фазу. В результате внешняя поверхность кольцевой выемки нагревается за счет теплопередачи от источника теплового потока - жидкой фазы из присадочного материала.
Имеющие место на торцевых контактных поверхностях давления обуславливают пластическое деформирование соединяемых материалов и, ускоряя процесс диффузии, приводят к образованию и росту новых зерен по месту стыка в соединении. Расплавленный же присадочный материал при своем охлаждении способствует поддержанию температуры в зоне стыка, что и объясняет возможность осуществления процесса диффузии за относительно короткое время.
Расплавленный присадочный материал заполняет полностью объем внешней кольцевой выемки с образованием внешнего гарта. Последний необходим, так как существует зависимость между объемом расплавленного присадочного материала и температурой внутренних слоев труб.
Расплавление присадочного материала существенно упрощает технологию образования неразъемного соединения, поскольку в этом случае требуется только вращать неплавящийся электрод или трубу. Придание присадочному материалу формы кольца обеспечивает предварительный его нагрев и нагрев материалов соединяемых труб от источника тепла за счет теплопроводности. Сказанное позитивно влияет на сокращение времени диффузии материалов труб по их стыку.
Полученный после охлаждения присадочного материала внешний грат удаляют, что приводит внешний диаметр последнего к внешнему диаметру околошовных зон. Последующая правка трубы с утолщением по местоположению сварного шва в косовалковой машине обеспечивает заданную степень деформации сварного шва и околошовных зон, существенно упрочняя материал последних.
Гибка трубы обкатыванием по известной технологии в практике производства трубных шпилек завершается контролем сварного шва вихревыми токами с применением специальных датчиков, что вносит достаточно значимую экономию по сравнению с радиологическим методом.
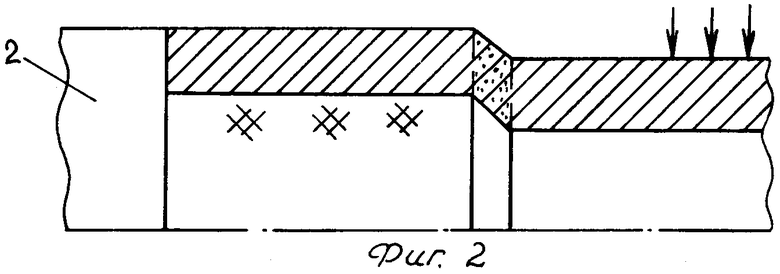
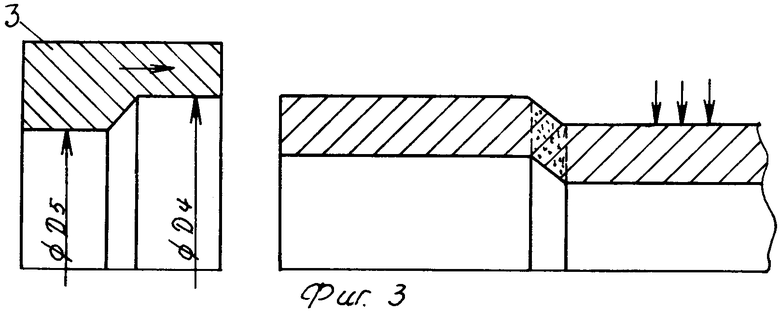
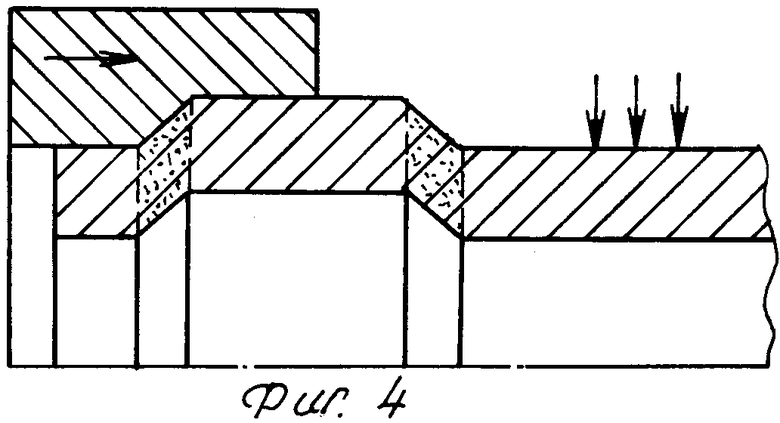
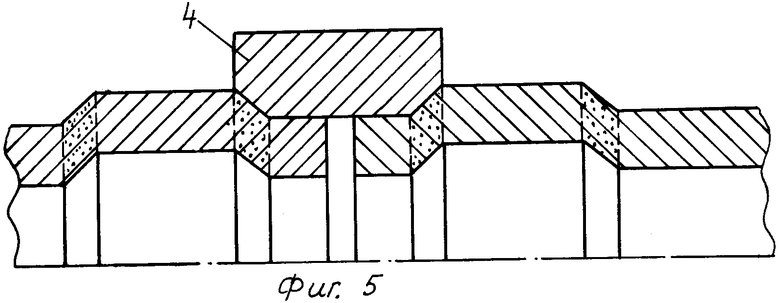
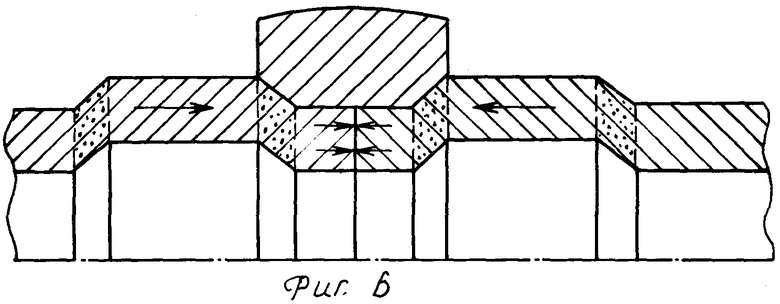
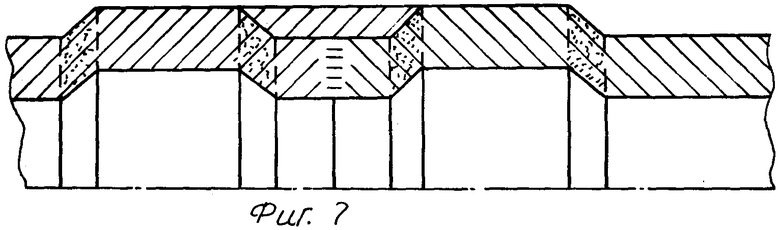
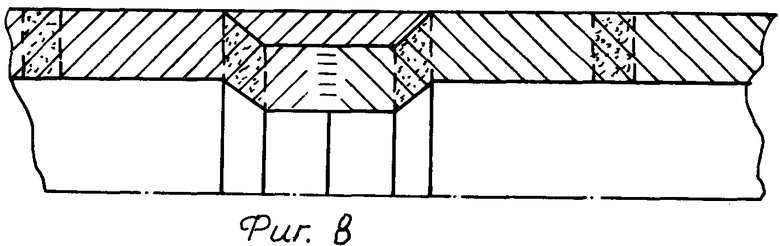
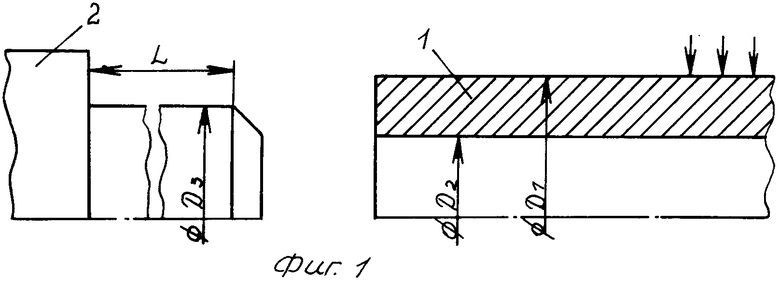
Сущность изобретения поясняется чертежами, где на фиг.1 показаны труба и жесткий ступенчатый пуансон перед выполнением операции раздачи - калибровки; на фиг.2 - окончание операции раздачи - калибровки конца трубы; на фиг.3 - матрица и зафиксированная от перемещений труба перед выполнением операции осевого обжима части длины калиброванного участка; на фиг.4 - окончание операции осевого обжима калиброванного участка трубы; на фиг.5 - сборка соединяемых труб с применением центрирующего кольца из присадочного материала; на фиг.6 - операция осевого сжатия соединяемых элементов с достижением контактного давления на внутренней и внешней кольцевых поверхностях; на фиг.7 - неразъемное соединение с удаленным внешним гратом и новыми зернами, кристаллизующимися в зоне стыка (условно показаны штриховыми линиями); на фиг.8 - неразъемное соединение после правки трубы в косовалковой правильной машине.
Вариант осуществления изобретения состоит в следующем.
На прямолинейных теплообменных трубах выполняют операции с целью подготовки внешней поверхности одного из их концов к профилированию: отрезка их мерных длин и зачистка внешних поверхностей до металлического блеска. Далее каждый зачищенный конец трубы 1 (с диаметрами Д1 и Д2) подвергают раздаче - калибровке жестким пуансоном 2 и фиксируют радиальным усилием от возможных перемещений (фиг.1). Затем, сообщая осевое перемещение ступенчатому пуансону 2, вызывают его внедрение в отверстие трубы. Имеет место пластическая деформация конца трубы с приобретением им внутреннего диаметра, равного рабочему диаметру ступенчатого пуансона Д3 (фиг.2), и образованием кольцевой конической жесткости (условно выделена точками).
После чего заменяют ступенчатый пуансон на матрицу 3 с профилированной рабочей поверхностью (фиг.3) и производят частичный обжим калиброванного участка трубы до внешнего диаметра Д5 перемещением матрицы относительно неподвижного конца трубы (фиг.4).
Аналогичные операции производят на ответном конце второй трубы, сопрягаемом в неразъемном соединении.
Поверхности профилированных концов труб и промежуточного кольца 4 из присадочного материала перед их сборкой (фиг.5) обезжиривают по известной в практике технологии. Использовани промежуточного кольца, а также профилированных участков соединяемых труб существенно упрощает обеспечение центровки последних. После сборки между торцами соединяемых труб наблюдается зазор (условно показанный в увеличенном виде).
К трубам через конические участки утолщений прикладывается осевое усилие сжатия (фиг.6), приводящее к деформированию промежуточного кольца и появлению контактных давлений на сопрягаемых кольцевых поверхностях соединяемых элементов (условно показаны стрелками).
После чего выполняют расплавление материала промежуточного кольца посредством электрической дуги в защитной среде, например аргоне. Процедура расплавления может выполняться как в автоматическом режиме, так и ручном варианте. При этом основными технологическими параметрами аргоно-дуговой сварки будут давление аргона, величина тока и скорость вращения, например, трубы, а также объем расплавляемого присадочного материала и величина осевого усилия, предварительно прикладываемого к трубам.
Форма промежуточного кольца позволяет осуществлять предварительный нагрев как самого кольца за счет теплопроводности, так и теплопереноса из-за наличия контактного давления на кольцевых поверхностях. Отметим, что нагрев соединяемых элементов вызывает уменьшение прочностных характеристик и появление на стыке жидкой фазы легкоплавкой эвтектики. Следствием чего является ускоренная диффузия на стыке соединяемых элементов. На стадии охлаждения сварного шва имеет место кристаллизация с образованием и ростом новых зерен по стыку соединяемых труб, как бы прошивая стык новыми зернами (на фиг.7 условно показано штриховыми линиями). Осевое усилие, приложенное перед расплавлением к трубам, сохраняется и на стадии формирования твердой фазы соединения, что обеспечивает мелкозернистую структуру сварного шва. Таким образом, внутренний сварной шов соединения формируется за счет процесса диффузии. При этом достигается усиление сварного шва увеличением толщины стенки и отсутствует неконтролируемый внутренний грат в обычном понимании этого слова.
После снятия внешнего грата на токарном станке (фиг.7) присадочный материал, заполнивший объем внешней кольцевой канавки, представляет некоторую защиту для сварного шва как в повышении его прочности, так и улучшении в определенных условиях коррозионной стойкости.
Придание трубе прямолинейности с обеспечением минимальной кривизны, а также пластической деформации сварного шва и его околошовных зон производится операцией правки в косовалковой машине. Труба приобретает одинаковый внешний диаметр с дополнительно проработанным пластическим деформированием сварным швом и околошовных зон, а также пластически деформированными при правке кольцевыми жесткостями и отличается повышенными прочностными свойствами материалов труб в околошовных зонах (фиг.8).
Полученная длинномерная труба подвергается гибке методом обкатки с последующим контролем сварного шва.
Опытно-промышленная проверка разработанного способа прошла при изготовлении одношовных трубных шпилек из стали 10.
Исходные геометрические размеры труб составляли: внешний диаметр - 25 мм, толщина стенки - 2,5 мм и длинами 6,0 и 2,0 м. Сопрягаемые в сборке концы труб по внешней поверхности концов калибровались на длине в 40 мм до диаметра, равного 25,6 мм. Калибровку концов труб выполняли в технологической оснастке на горизонтальном гидравлическом прессе двойного действия при усилиях не более 0,2 МН. Обжим калиброванных концов труб также производился на горизонтальном гидравлическом прессе с использованием матрицы, минимальный диаметр рабочего профиля которой равнялся 24,3 мм.
Далее трубы укладывались на ложементы, располагая сопрягаемые в сварке концы навстречу друг другу. Перед сборкой концы труб и кольца из присадочного материала (для нескольких образцов) обезжиривались ацетоном. Разместив между профилированными торцами труб промежуточное кольцо (также из стали 10), осуществляли механическое осевое их нагружение до усилий, не превышающих 30 кН. Последнее обеспечивало контактное давление на торцах соединяемых труб из стали 10 в пределах 170 МПа, что составляло примерно 80% от предела текучести обрабатываемого материала при комнатной температуре.
Сварку производили в ручном режиме при давлении аргона, равном 0,15 МПа, и сварном токе в 80÷100 А. Время сварки не превышало 180 секунд. Охлаждение сварного шва производили в условиях сохранения осевого нагружения.
Снятие внешнего грата выполняли на токарном станке, придавая ему внешний диаметр, равный 25,6 мм.
Правку труб проводили на правильной косовалковой машине при ее вращении с числом оборотов в минуту, равным 400.
Финишную операцию гибки выполняли на гибочном станке модели ТГ-5, использующим метод обкатки трубы на неподвижной оправке посредством ролика.
Контроль качества сварных швов производили путем рентгеновского просвечивания, как того требуют условия производства. Все трубные шпильки имели сварные швы, отвечающие полному пакету предъявляемых к ним требований. И в том числе, по диаметру отверстия в сварном шве. Его уменьшение составляло по сравнению с исходным диаметром менее 8%.
Испытания на разрыв не выявили потерю прочностных свойств сварными швами и разрушение образцов имело место по исходному сечению трубы.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296658C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2005 |
|
RU2291752C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении трубных шпилек преимущественно из однородных материалов для U-образных теплообменных аппаратов. Способ включает подготовку труб к сварке, гибку конца одной из труб по радиусу, сборку этого конца трубы с ответной трубой, имеющей прямолинейную образующую, и образование неразъемного соединения труб аргоно-дуговой сваркой. Неразъемное соединение образуют перед гибкой путем формирования комбинированного сварного шва с последующим его пластическим деформированием. При формировании сварного шва образуют внутренний кольцевой шов, который получают диффузионной сваркой соединяемых труб по стыку, и внешний кольцевой шов, который получают наплавлением присадочного материала на внешнюю поверхность стыка труб. При сборке между трубами устанавливают кольцо из присадочного материала. Далее производят осевое сжатие труб до получения контактных давлений на торцах труб и боковых гранях кольца. Комбинированный шов формируют в процессе расплавления присадочного материала кольца в объеме внешней кольцевой выемки. В результате обеспечивается требуемое качество сварных швов и исключается образование внутреннего грата. 8 ил.
Способ получения трубных шпилек преимущественно из однородных материалов, включающий подготовку труб к сварке, гибку конца одной из труб по радиусу, сборку этого конца трубы с ответной трубой, имеющей прямолинейную образующую, и образование неразъемного соединения труб аргонодуговой сваркой, отличающийся тем, что неразъемное соединение труб образуют перед гибкой путем формирования комбинированного сварного шва с последующим пластическим деформированием указанного сварного шва и околошовных зон, при формировании комбинированного сварного шва образуют внутренний кольцевой шов, который получают диффузионной сваркой соединяемых труб по стыку, и внешний кольцевой шов, который получают наплавлением присадочного материала на внешнюю поверхность стыка труб, для формирования упомянутого комбинированного сварного шва предварительно профилируют концы соединяемых труб с получением при сборке внешней кольцевой выемки, при сборке между трубами соосно с ними устанавливают кольцо из присадочного материала, которое размещают в упомянутой внешней кольцевой выемке, и далее производят осевое сжатие труб до получения контактных давлений на торцах соединяемых труб и боковых гранях кольца, комбинированный сварной шов формируют в процессе расплавления присадочного материала кольца в объеме внешней кольцевой выемки, после чего удаляют грат с получением внешнего диаметра комбинированного сварного шва, равного диаметру околошовных зон, а упомянутое пластическое деформирование комбинированного сварного шва и околошовных зон осуществляют путем правки трубы сообщением ей вращательного и поступательного движений.
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Способ соединения двух параллельных труб У-образным коленом | 1925 |
|
SU9831A1 |
| DE 3938388 A1, 23.05.1991 | |||
| DE 3231224 A1, 05.04.1984. | |||

