Изобретение относится к области обработки металлов давлением и, в частности, к процессам образования стыковых сварных швов при получении трубных шпилек U-образных пучков с использованием эффекта локализованного горячего пластического деформирования сварного шва и прилегающих к нему околошовных зон.
Известен способ образования стыковых сварных швов на трубах при производстве трубных шпилек, включающий отрезку мерных длин труб для прямолинейных участков шпильки мерной длины трубы для изготовления гибкой на заданный радиус калача, зачистку внешней поверхности сопрягаемых концов соединяемых элементов, последующую их сварку с образованием двух сварных швов в получаемой шпильке (см. ГОСТ 14245-79. Теплообменники кожухотрубчатые с U-образными трубами).
К главным недостаткам известного способа образования стыковых сварных швов следует отнести повышенную себестоимость их производства. Во-первых, большие отходы трубных заготовок из-за некратности используемых рабочих длин. И во-вторых, повышенная себестоимость, определяемая и большим процентом брака сварных швов из-за дефектов, определяемых присутствием в процессе сварки атмосферного газа (кислорода и азота). Качество неразъемных соединений при этом всецело определяется профессиональными навыками и умением сварщика интенсивно выполнять необходимые при сварке действия. Следует подчеркнуть и такие недостатки, как наличие околошовных зон с пониженными механическими характеристиками и внутреннего грата, уменьшающего поперечное сечение стыка относительно исходного поперечного сечения соединяемых труб.
Известен также способ образования стыковых сварных швов на трубах, включающий подготовительные операции на соединяемых элементах к сварке, их сборку с обеспечением зазора между торцами, введение в зазор присадочного материала в виде проволоки, формирование аргонно-дуговой сваркой неплавящимся электродом внутреннего сварного шва из присадочного материала и материала труб, последующее формирование внешнего сварного шва с усилением (см. РД 153-34.1-003-01 Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования, Москва, ПИО ОБТ 2001 - прототип).
Недостатком известного способа является то, что сварной шов и околошовные зоны не подвергаются пластической деформации, устраняющей возможные дефекты в сварных швах и упрочняющих материал в околошовных зонах. В результате возможны дефекты в сварных швах и подобные шпильки выбраковываются. При сварке контролю не поддается процесс образования внутреннего грата, и каждый раз получаемый стык имеет свои геометрические размеры по внутреннему диаметру, что требует проведения контролирующей операции - обкатывание шпильки контрольным шариком с диаметром, составляющим 0,8 Д, где Д - внутренний диаметр трубы.
Задачей изобретения является разработка такого способа образования стыковых сварных швов при получении трубных шпилек U-образных пучков, который бы позволял устранять дефекты сварных швов их финишной горячей пластической деформацией. Другими словами, сварке отводится роль некоторой промежуточной операции, позволяющей формировать только предварительное соединение. Требуемые же кондиции сварного шва и околошовных зон достигаются их финишной операцией горячей пластической деформации.
Технический результат достигается тем, что в способе образования стыковых сварных швов на трубах, включающем подготовительные операций на соединяемых элементах к сварке, их сборку с обеспечением зазора между торцами, введение в зазор присадочного материала в виде проволоки, формирование аргонно-дуговой сваркой неплавящимся электродом внутреннего сварного шва из присадочного материала и материала труб, последующее формирование внешнего сварного шва с усилением, согласно изобретению после сварки с температуры нагрева стыка соединяемых элементов осуществляют его горячую пластическую деформацию радиальным обжимом посредством радиального перемещения деформирующих сегментов с кольцевыми канавками, при этом первоначально горячей пластической деформации подвергают металл присадочной проволоки усиления с частичным заполнением свободных объемов кольцевых канавок деформирующих сегментов и формированием зоны затрудненной деформации, при дальнейшем радиальном перемещении деформирующих сегментов осуществляют внедрение образованной зоны затрудненной деформации в сварной шов и его деформацию, а на завершающей стадии осуществляют совместную деформацию сварного шва и околошовных зон на оправке из закаленной стали за счет создания трехосного неравномерного сжатия сварного шва, при этом оправку размещают по местоположению сварного шва в полости соединяемых элементов перед осуществлением горячей пластической деформации.
Осуществление предлагаемого способа получения шпилек U-образных трубных пучков позволяет устранять дефекты сварных швов их финишной горячей пластической деформацией, изменять структуру и механические свойства в околошовных зонах.
Это объясняется тем, что, совершая последовательно горячую пластическую деформацию только металла сварного шва, а далее совместную деформацию сварного шва и его околошовных зон, достигают поставленной цели, а именно устранение имеющихся дефектов в неразъемном соединении.
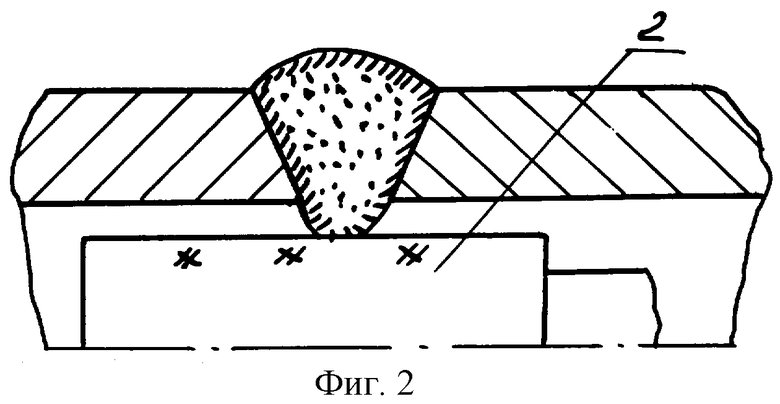
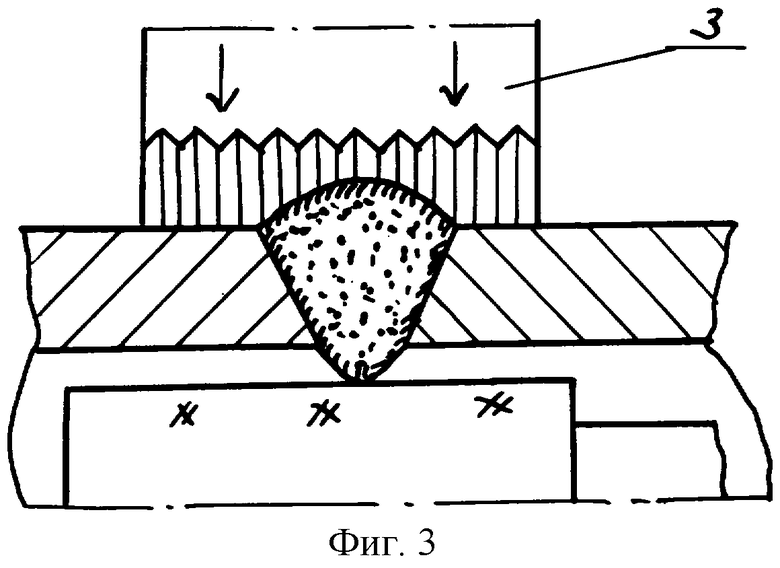
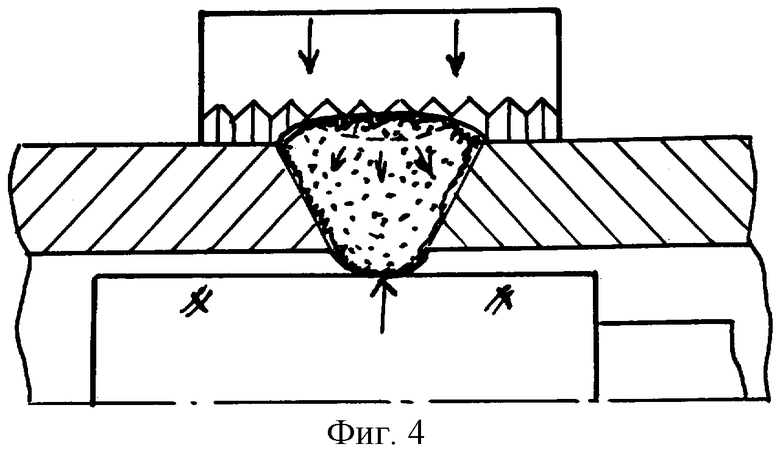
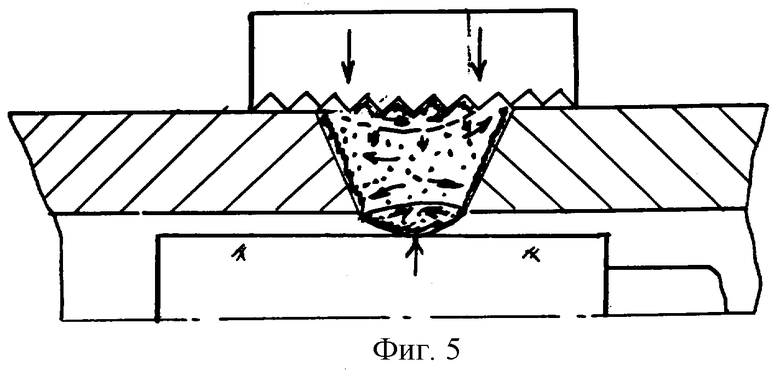
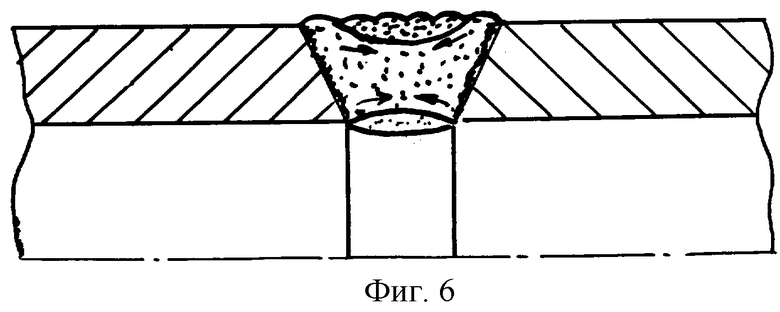
Сущность изобретения поясняется чертежами, где на фиг.1 показаны сопрягаемые в сборке концы труб, прошедшие подготовительные операции перед их сваркой; на фиг.2 - сварной шов, выполненный на трубах с установленной в полости соединяемых элементов оправкой из закаленной стали, на фиг.3 - горячий стык, размещенный в технологической оснастке, содержащей три деформирующих сегмента с кольцевыми нарезными канавами треугольного поперечного сечения (условно показан один из сегментов); фиг.4 - стадия формирования зоны затрудненной деформации в усилении сварного шва; на фиг.5 - окончание стадии совместной деформации сварного шва и околошовных зон; на фиг.6 - неразъемное стыковое сварное соединение.
Вариант осуществления изобретения состоит в следующем.
На прямолинейных теплообменных трубах 1 (фиг.1) выполняют операции с целью подготовки внешней поверхности каждого из концов к сварке: правку труб в косовалковой правильной машине, отрезку их мерных длин и зачистку внешних поверхностей до металлического блеска, после чего трубы располагают на ложементе с установкой их подготовленных концов в обойме, имеющей рабочий паз. Между торцами концов труб образуют зазор, регламентируемый соответствующей технической документацией. Соосность сопрягаемых элементов достигается использованием на ложементе подкладных колец. Контроль зазора между торцами труб производят с помощью шаблона.
Затем через рабочий паз обоймы производят аргонно-дуговую сварку элементов соединения с формированием внутреннего сварного шва. Далее обойма удаляется и выполняется внешний сварной шов с усилением (фиг.2). В полость предварительно соединенных труб по местоположению нагретого стыка размещают оправку из закаленной стали и неразъемное соединение с температуры нагрева от сварки подается в рабочую полость технологической оснастки гидравлического пресса (фиг.3). Производят фиксирование сваренной прямолинейной трубы от осевых перемещений.
Деформирующим сегментам 3 гидравлического пресса сообщают радиальное перемещение (фиг.4). На первой стадии горячей пластической деформации подвергается только металл присадочной проволоки, находящийся в усилении. При этом имеет место частичное заполнение свободных объемов кольцевых канавок деформирующих сегментов, охлаждение поверхностных слоев сварного шва и, как следствие, формирование зоны затрудненной деформации.
Дальнейшее перемещение деформирующих сегментов в направлении оси соединяемых элементов (фиг.5) приводит к внедрению зоны затрудненной деформации в горячий металл сварного шва.
Завершающая стадия радиального обжима сварного шва связана и с одновременной деформацией прилегающих к нему околошовных зон. Подчеркнем, что температура металла в последних значительно ниже, чем температура металла в сварном шве.
Как известно, радиальный обжим вызывает увеличение длины обжимаемого участка. В нашем случае, это удлинение калиброванных участков околошовных зон приводит к дополнительной деформации сварного шва в осевом направлении. Таким образом, сварной шов будет испытывать трехосное неравномерное сжатие, что и обуславливает залечивание возможных дефектов в горячем металле сварного шва.
Опытно-промышленная проверка разработанного способа образования стыковых сварных швов прошла при изготовлении одношовных шпилек из труб, полученных из стали 10.
Исходные геометрические размеры труб составляли: внешний диаметр - 25 мм, толщина стенки - 2,6 мм и длины 9 и 3,6 м.
Далее трубы устанавливались в обойму, позволяющую совместно с дополнительными центрирующими кольцами обеспечить требуемую их соосность и заданную величину зазора по стыку в 3,0 мм.
Сварку концов труб производили в защитной среде аргона с режимами, рекомендуемыми технической литературой, и в последовательности, когда формировался первоначально внутренний шов, а затем и внешний шов неразъемного соединения с усилением. С температуры нагрева стыка от сварки (для стали 10 - 1200÷850°С) производили горячую пластическую деформацию металла сварного шва и околошовных зон на гидравлическом прессе двойного действия конструкции ООО "Ремонтно-механический завод" НК ЮКОС-РМ.
Последующая гибка длинномерной одношовной трубы на различные диаметры не приводила к каким-либо образованиям дефектов, что подтверждалось радиологическими испытаниями. Испытания на разрыв не выявили потерю прочностных свойств сварными швами и разрушение образцов имело место по исходному сечению трубы.
Установлено, что технологический процесс получения одношовных шпилек вызывает залечивание дефектов в сварных швах, упрочняет металл труб в околошовных зонах, позволяет более рационально выполнять раскрой трубных заготовок, уменьшает и численность рабочих из-за сокращения объема ручных работ.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296658C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
Изобретение относится к обработке металлов давлением, в частности к процессам образования стыковых сварных швов при получении трубных шпилек. Способ включает подготовительные операции на соединяемых элементах к сварке, их сборку с обеспечением зазора между торцами, введение в зазор присадочного материала в виде проволоки, формирование аргонно-дуговой сваркой неплавящимся электродом внутреннего сварного шва из присадочного материала и материала труб, формирование внешнего сварного шва с усилением. После сварки с температуры нагрева стыка соединяемых элементов осуществляют его горячую пластическую деформацию радиальным обжимом посредством радиального перемещения деформирующих сегментов с кольцевыми канавками. При этом первоначально горячей пластической деформации повергают только металл присадочной проволоки усиления с частичным заполнением свободных объемов кольцевых канавок деформирующих сегментов и формированием зоны затрудненной деформации, при дальнейшем радиальном перемещении деформирующих сегментов осуществляют внедрение образованной зоны затрудненной деформации в сварной шов и его деформацию. На завершающей стадии осуществляют совместную деформацию сварного шва и околошовных зон на оправке из закаленной стали за счет создания трехосного неравномерного сжатия сварного шва. При этом оправку размещают по местоположению сварного шва в полости соединяемых элементов перед осуществлением горячей пластической деформации. Повышается качество сварных швов и околошовных зон. 6 ил.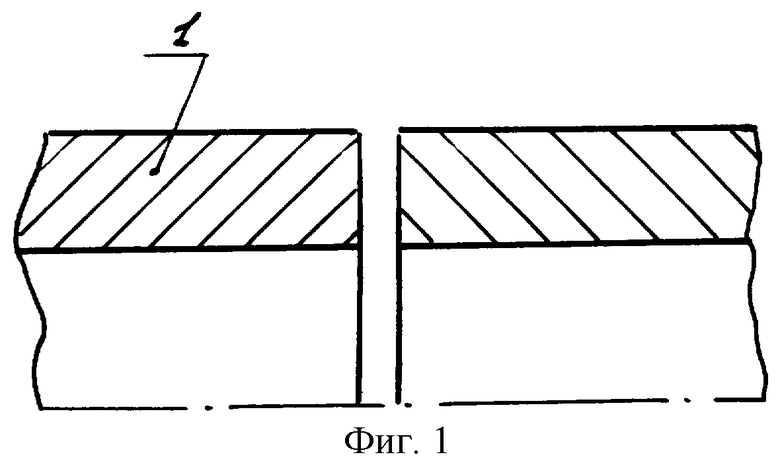
Способ образования стыковых сварных швов на трубах, включающий подготовительные операции на соединяемых элементах к сварке, их сборку с обеспечением зазора между торцами, введение в зазор присадочного материала в виде проволоки, формирование аргонно-дуговой сваркой неплавящимся электродом внутреннего сварного шва из присадочного материала и материала труб, последующее формирование внешнего сварного шва с усилением, отличающийся тем, что после сварки с температуры нагрева стыка соединяемых элементов осуществляют его горячую пластическую деформацию радиальным обжимом посредством радиального перемещения деформирующих сегментов с кольцевыми канавками, при этом первоначально горячей пластической деформации повергают металл присадочной проволоки усиления с частичным заполнением свободных объемов кольцевых канавок деформирующих сегментов и формированием зоны затрудненной деформации, при дальнейшем радиальном перемещении деформирующих сегментов осуществляют внедрение образованной зоны затрудненной деформации в сварной шов и его деформацию, а на завершающей стадии осуществляют совместную деформацию сварного шва и околошовных зон на оправке из закаленной стали за счет создания трехосного неравномерного сжатия сварного шва, при этом оправку размещают по местоположению сварного шва в полости соединяемых элементов перед осуществлением горячей пластической деформации.
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2224031C1 |
| Способ термомеханической обработки сварных соединений | 1989 |
|
SU1708565A1 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| US 6134387 A1, 17.10.2000. | |||

