I
Изобретение относится к области строительства, в частности для изготовления оболочек покрытий из армированной бетонной и тому подобной смеси на мягкой опалубке.
Известно устройство для изготовления железобетонных изделий, включающее эластичное основание, пуансон, опоры эластичного основания и приспособление для растяжения последнего П1Известная конструкция устройства не обеспечивает повышения качества изделий.
Цель изобретения - повышение качества изделий.
Достигается этом тем, что устройство, для изготовления железобетонных изделий, включающее эластичное основание, пуансон , опоры эластичного основания, приспособление для растяжения последнего, устройство снабжено поддоном, установленным под эластичным основанием с возможностью возвратно-поступательного перемацения в вертикальной плоскости, причем эластич-ное основание имеет ограничи.тельные борта с подпружиненными элементами жесткости и составной обжимной контур с приводом синхронного перемещения каждой его части.
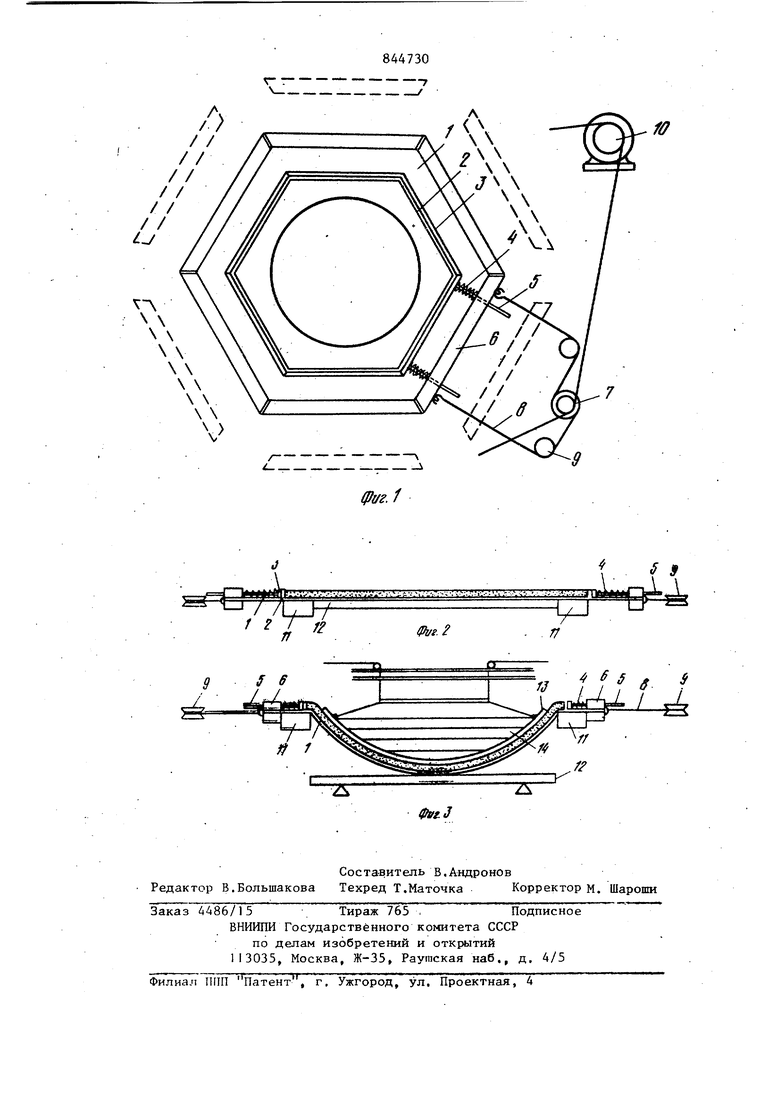
На фиг. 1 изображено устройство для изготовления железобетонных изделий, вид в плане; на фиг. 2 - схема устройства перед формообразованием; на фиг. 3 - то же, после формообразования ,
Устройство содержит мягкую опалубку в виде листа растяжимого материала 1, оборудованного ограничительными бортами 2 с элементами 3 жесткости в виде, например профилированных брусьев, прижимаемых к бортам 2 пружинами 4 .на направляющих 5. Направляющие 5 закреплены на элементах 3-й входят в отверстия приспособлений для растягивания опалубки, которые выполнены в виде силовых элемектов 6, связанных с механизмами 7 перемещения, распределетадми по периметру опалубки 1. Каждый механизм 7 включает барабан, на котором закреплеиы концы гибких тяг 8, и блоки 9, синхронизация работы механизмов 7 пеpeмeщeш я обеспечена приводом 10 с гибкой передачей.
Мягкая опалубка 1 размещена на горизонтальной раме 11 и подвижном ограничителе 12, установленных первоначально на одном .уровне. Над ограш-кителем 12 укреплен с возможностью перемещения в горизонтальной и вертикальной плоскостях пуансон 13 с элементами пригруза 14. Формование оболочек по данной технологии осуществляется следующим образом,
С помощью привода 10 сообщают вращение барабанам механизмов 7 растя- гивания, на которые наматываются тяги 8, перемещая элементы 6, которые, раздвигаясь, растягивают лист 1 опалубки с бортами 2,
По достижении заданной степени растяжения, при которой площадь опалубки на 10-30% превышает площадь поверхности заданной оболочки положение опалубки фиксируют с помощью, например, тормозного устройства. На лист 1 укладывают армированную бетонную смесь и уплотняют ее виброкатками, после чего на опалубку опускают пуансон 13 с элементами пригруза 14. Формообразование производят путем одновременного перемещения пуансона 13, ограничителя 12 и снижения усилия растяжения опалубки при плавном сматывании тяг 8 с барабанов ме.-вканизмов 7 перемещения,
Опалубка, сжимаясь и обжимая формуемое изделие, принимает заданную форму оболочки, при этом площадь формуемого слоя, ограниченная бортами и превышавшая перед формообразованием на 10-30% заданную площадь поверхности оболочки, уменьшается до заданной величины; вплоть до распалубки твердеющая смесь находится в обжатом состоянии.
Изобретение Позволяет ускорить набор прочности изделия путем вакуумирования через пуансоны и электропрогрев переменным током одновременно с формированием. Описываемое устройство повышает физико-механические свойства и качество поверхности изделия, Формование изделий из жестких смесей обеспечивает сокращение сроков твердения, повьппает прочность изделия в 1,5-2 раза, позволяет изготавливать оболочки сложной формы, определяемой комбинацией пуансонов,
Формула изобретения
Устройство для изготовления железобетонных изделий, включающее эластиное основание, пуансон, опоры эластичного основания иприспособление для растяжения последнего, отличающееся тем, что, с целью повышения качества изделий,, устройство снабжено жестким поддоном, установленным под эластичным основанием с возможностью возвратно-поступательного перемещения в вертикальной плоскости, а эластичное основание имеет ограничительные борта с подпружиненными элементами жесткости и составной обжимной контур с приводом синхронного перемещения каждой его части.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 378614, кл, Е 04 G П/04, 1973.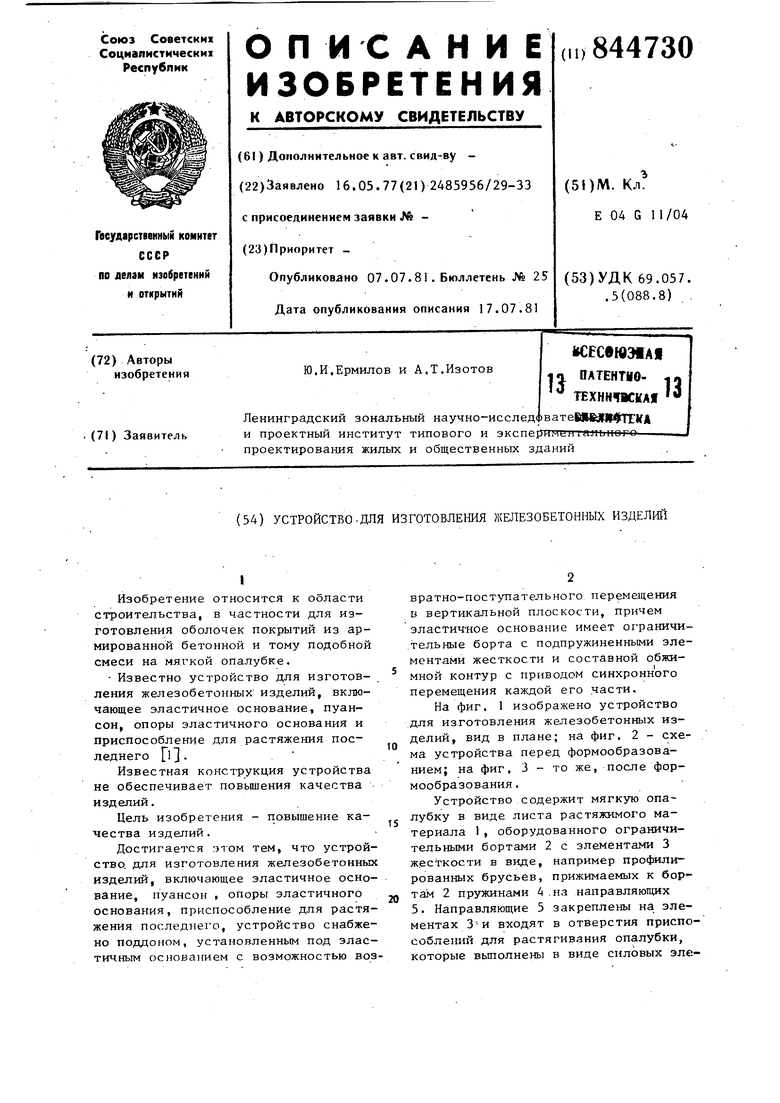

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| Способ изготовления комплексныхКОНСТРуКций и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1979 |
|
SU835761A1 |
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2216422C2 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СВОДЧАТЫХ ПАНЕЛЕЙ-ОБОЛОЧЕК | 1999 |
|
RU2164865C1 |
| Опалубка для формования изделий из дисперсно-армированного бетона | 1980 |
|
SU948668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
s
A/UJY f 2
rui
V
