(54) ФОРСУНКА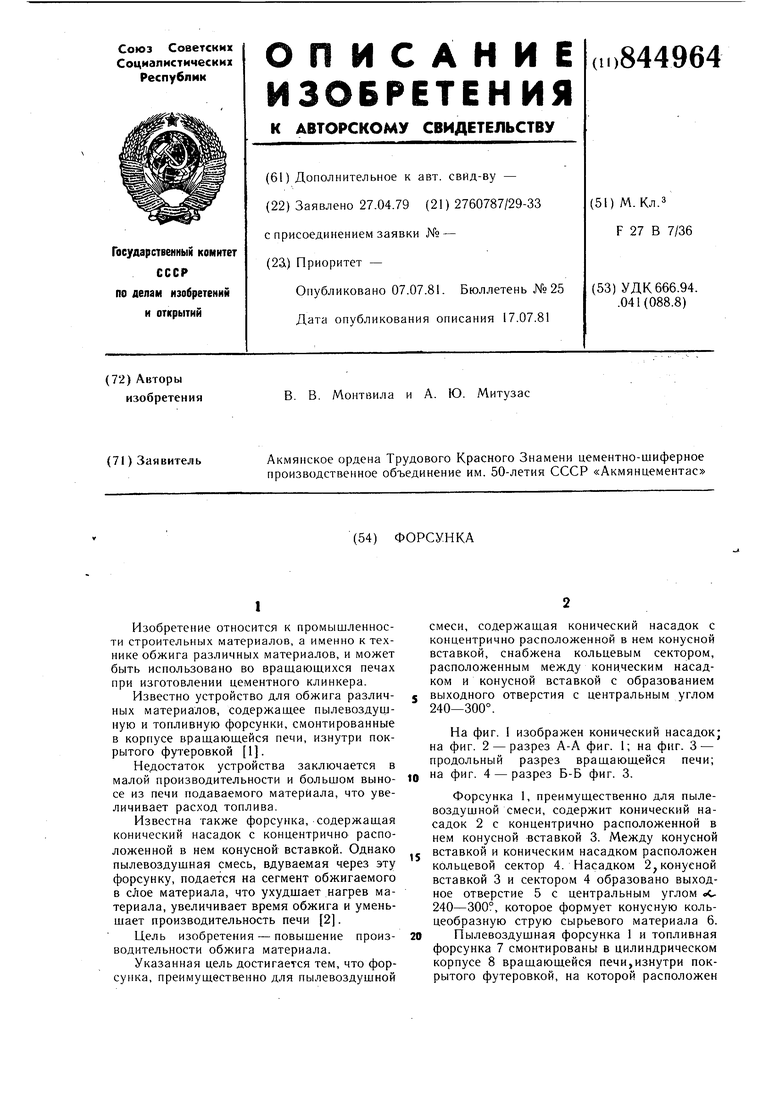
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения футеровки | 1978 |
|
SU773407A1 |
| Способ подачи пылевидного материала в горячий конец вращающейся печи | 1977 |
|
SU693099A1 |
| Способ подачи пылевидного материала во вращающуюся печь и устройство для его осуществления | 1980 |
|
SU887898A1 |
| Форсунка для подачи пылевоздушной смеси во вращающуюся печь | 1985 |
|
SU1278558A1 |
| Вертикальная печь для термообработки во взвешенном состоянии мелкозернистого материала | 1982 |
|
SU1057760A1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ ВОССТАНОВЛЕНИЯ ОБМАЗКИ НА ФУТЕРОВКЕ ВРАЩАЮЩЕЙСЯ ОБЖИГОВОЙ ПЕЧИ | 2009 |
|
RU2395773C1 |
| Загрузочное устройство обжиговой вращающейся печи | 1980 |
|
SU903678A1 |
| Пневматическая форсунка с индукционной электризацией капель | 1981 |
|
SU1012995A1 |
| УНИВЕРСАЛЬНЫЙ АЭРОГИДРОДИНАМИЧЕСКИЙ НАСАДОК | 2008 |
|
RU2411088C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРТЛАНДЦЕМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ОСНОВЕ ИЗГОТОВЛЕННОГО ПОРТЛАНДЦЕМЕНТА | 1995 |
|
RU2060979C1 |
1
Изобретение относится к промышленности строительных материалов, а именно к технике обжига различных материалов, и может быть использовано во вращающихся печах при изготовлении цементного клинкера.
Известно устройство для обжига различных материалов, содержащее пылевоздущную и топливную форсунки, смонтированные в корпусе вращающейся печи, изнутри покрытого футеровкой 1.
Недостаток устройства заключается в малой производительности и большом выносе из печи подаваемого материала, что увеличивает расход топлива.
Известна также форсунка, содержащая конический насадок с концентрично расположенной в нем конусной вставкой. Однако пылевоздущная смесь, вдуваемая через эту форсунку, подается на сегмент обжигаемого в слое материала, что ухудшает нагрев материала, увеличивает время обжига и уменьшает производительность печи 2.
Цель изобретения - повышение производительности обжига материала.
Указанная цель достигается тем, что форсунка, преимущественно для пылевоздушной
смеси, содержащая конический насадок с концентрично расположенной в нем конусной вставкой, снабжена кольцевым сектором, расположенным между коническим насадком и конусной вставкой с образованием J выходного отверстия с центральным углом 240-300°.
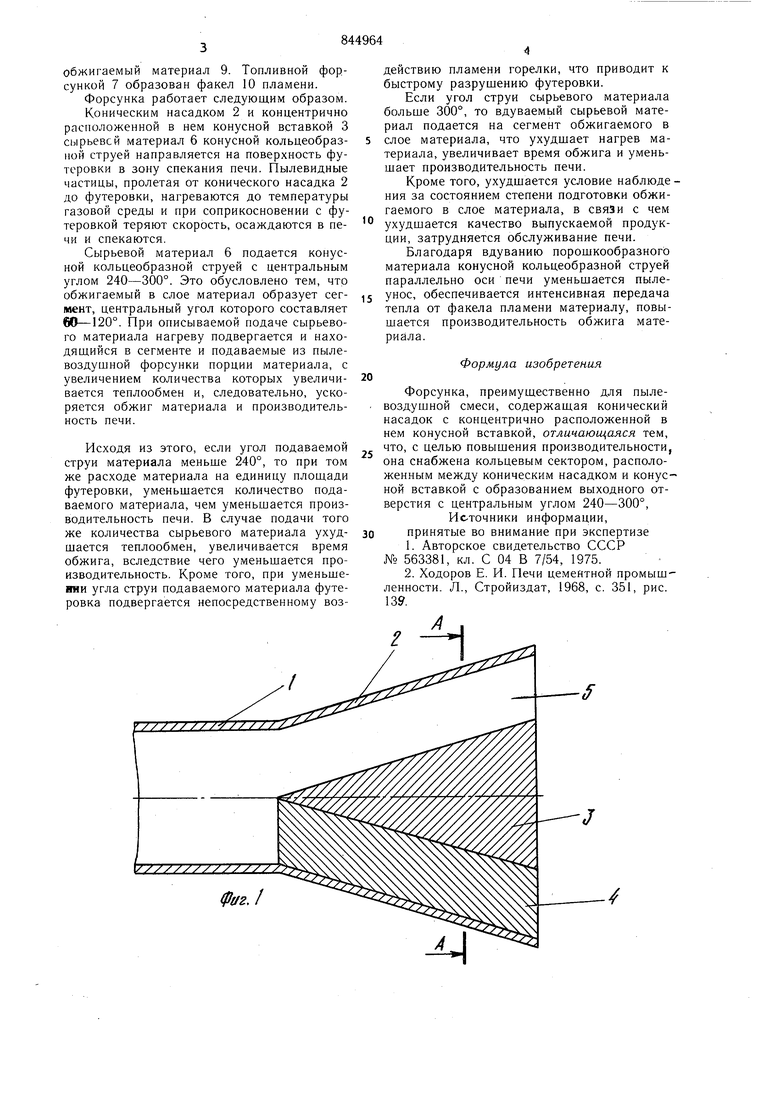
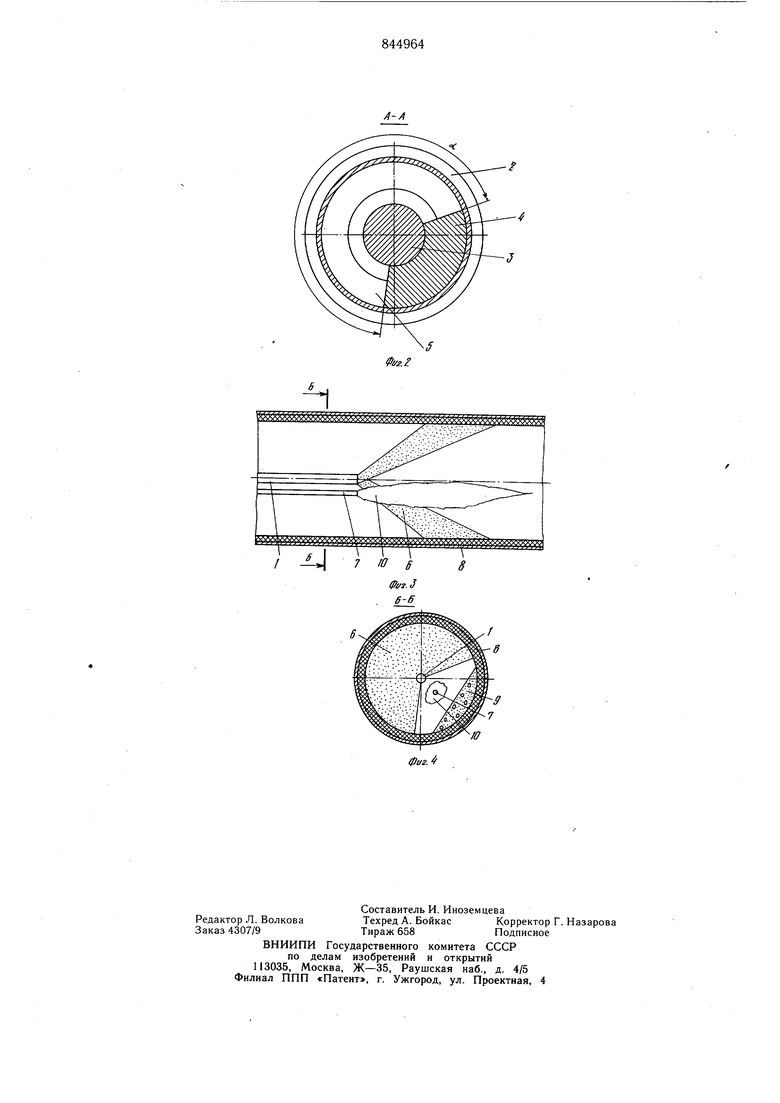
На фиг. 1 изображен конический насадок; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - продольный разрез вращающейся печи; to на фиг. 4 - разрез Б-Б фиг. 3.
Форсунка 1, преимущественно для пылевоздущной смеси, содержит конический насадок 2 с концентрично расположенной в нем конусной -вставкой 3. Между конусной
j вставкой и коническим насадком расположен кольцевой сектор 4. Насадком 2,конусной вставкой 3 и сектором 4 образовано выходное отверстие 5 с центральным углом «с 240-300°, которое формует конусную кольцеобразную струю сырьевого материала 6.
20 Пылевоздушная форсунка 1 и топливная форсунка 7 смонтированы в цилиндрическом корпусе 8 вращающейся печи,изнутри покрытого футеровкой, на которой расположен
обжигаемый материал 9. Топливной форсункой 7 образован факел 10 пламени.
Форсунка работает следующим образом.
Коническим насадком 2 и концентрично расположенной в нем конусной вставкой 3 сырьевой материал 6 конусной кольцеобразной струей направляется на поверхность футеровки Б зону спекания печи. Пылевидные частицы, пролетая от конического насадка 2 до футеровки, нагреваются до температуры газовой среды и при соприкосновении с футеровкой теряют скорость, осаждаются в печи и спекаются.
Сырьевой материал 6 подается конусной кольцеобразной струей с центральным углом 240-300°. Это обусловлено тем, что обжигаемый в слое материал образует сегпдент, центральный угол которого составляет 60-120°. При описываемой подаче сырьевого материала нагреву подвергается и находящийся в сегменте и подаваемые из пылевоздущной форсунки порции материала, с увеличением количества которых увеличивается теплообмен и, следовательно, ускоряется обжиг материала и производительность печи.
Исходя из этого, если угол подаваемой струи материала меньше 240°, то при том же расходе материала на единицу площади футеровки, уменьшается количество подаваемого материала, чем уменьшается производительность печи. В случае подачи того же количества сырьевого материала ухудшается теплообмен, увеличивается время обжига, вследствие чего уменьшается производительность. Кроме того, при уменьшеиии угла струи подаваемого материала футеровка подвергается непосредственному воздействию пламени горелки, что приводит к быстрому разрушению футеровки.
Если угол струи сырьевого материала больше 300°, то вдуваемый сырьевой материал подается на сегмент обжигаемого в слое материала, что ухудшает нагрев материала, увеличивает время обжига и уменьшает производительность печи.
Кроме того, ухудшается условие наблюде ния за состоянием степени подготовки обжигаемого в слое материала, в связи с чем ухудшается качество выпускаемой продукции, затрудняется обслуживание печи.
Благодаря вдуванию порошкообразного материала конусной кольцеобразной струей параллельно оси печи уменьшается пылеунос, обеспечивается интенсивная передача тепла от факела пламени материалу, повышается производительность обжига материала.
Формула изобретения
Форсунка, преимущественно для пылевоздушной смеси, содержащая конический насадок с концентрично расположенной в нем конусной вставкой, отличающаяся тем, что, с целью повышения производительности, она снабжена кольцевым сектором, расположенным между коническим насадком и конусной вставкой с образованием выходного отверстия с центральным углом 240-300°, Источники информации,
принятые во внимание при экспертизе
