чистки торцовых участков сварного шва.
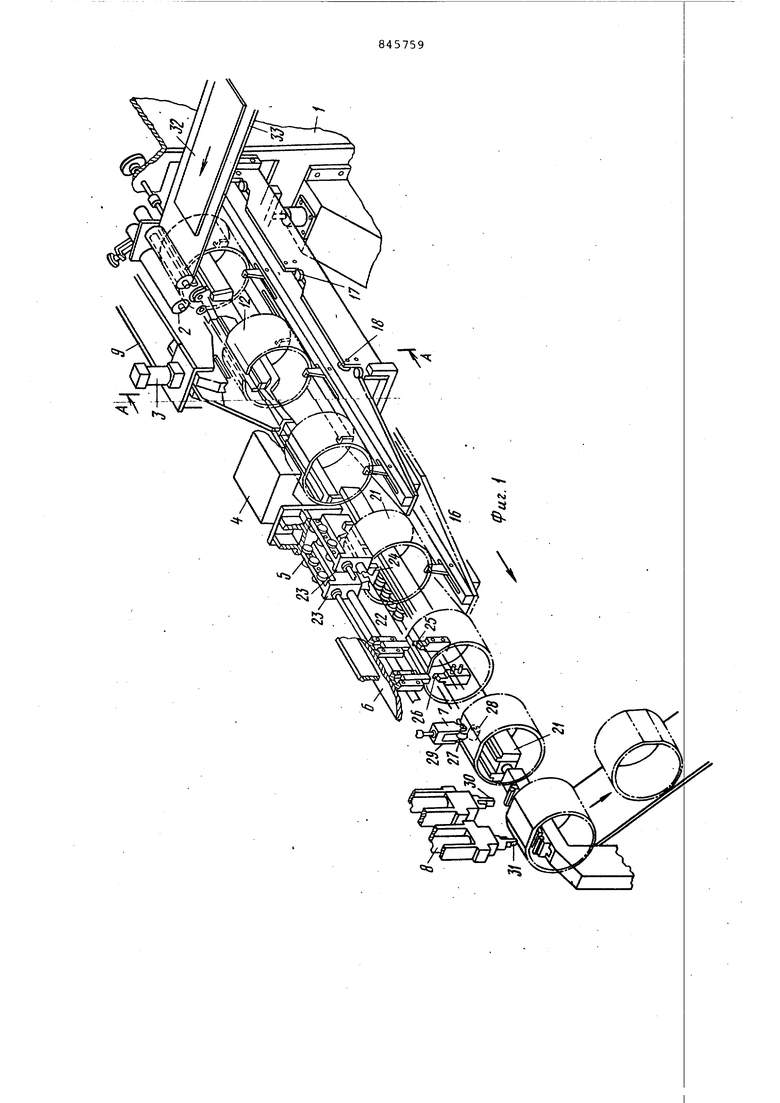
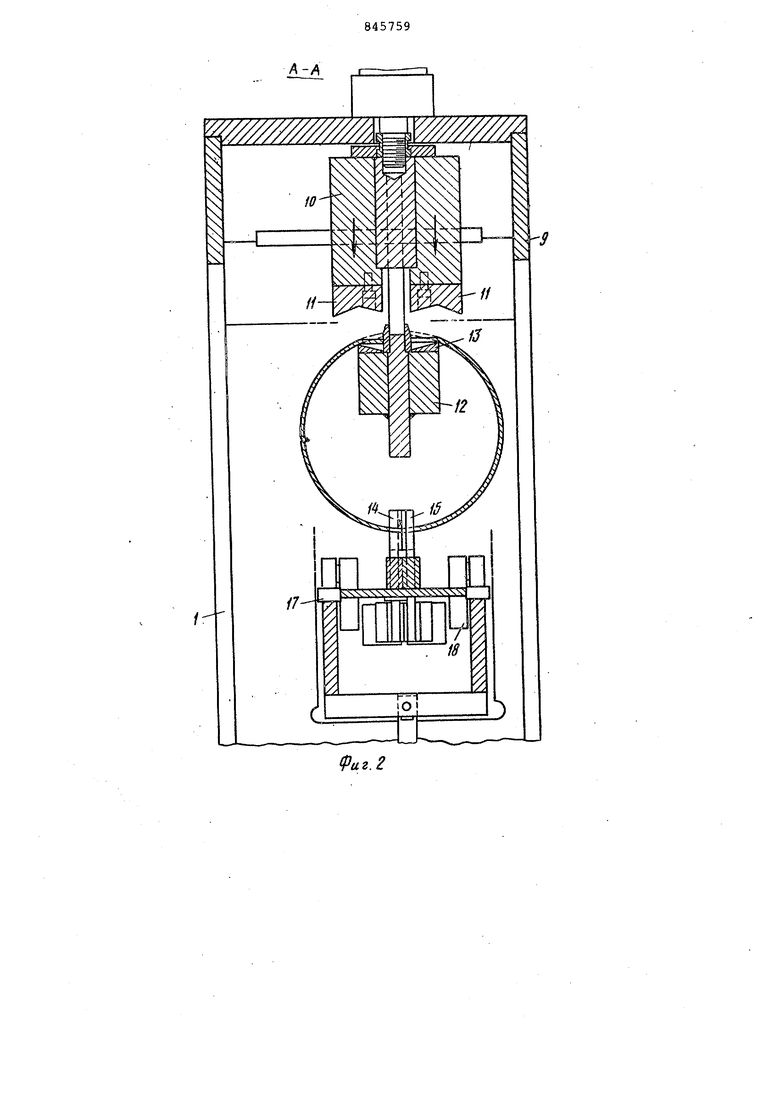
Пресс для обжима продольных кромок заготовки состоит из укрепленной на станине рамы 9 с ползуном; 10 и пуансоном 11 и оправки 12 с матрицей 13. :
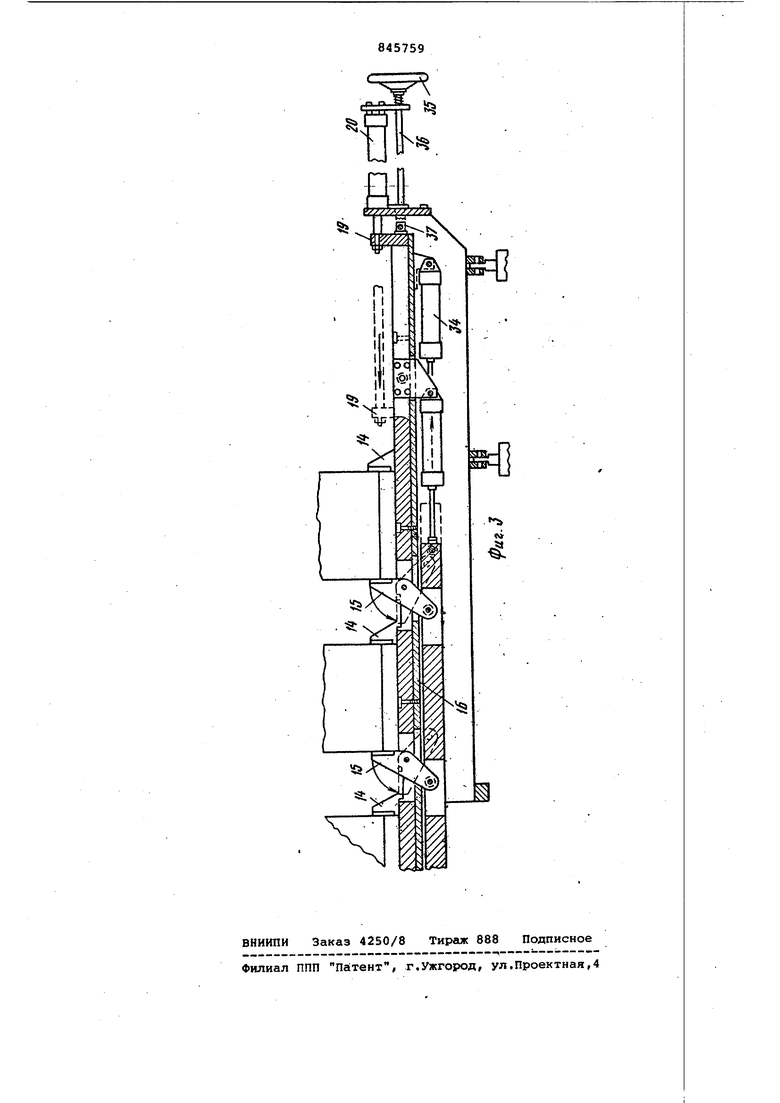
Транспортные средства состоят из регулируемых в продольном и вертикалном направлениях трех комплектов зажимных приспособлений, каждое из которых выполнено в виде зажимов 14 и 15, укрепленных с возможностью поворота на челночной пластине 16, установленной на станине с возможностью возвратно-поступательного перемещения при помощи трех пар вертикальных направляющих роликов 17 и шести пар горизонтальных направлякядих роликов 18
На заднем конце челночной пластины укреплен поперечный брус 19, связанный со штоком гидроцилиндра 20.
Передаточный механизм выполнен в виде оправки 21 с роликами 22 и подвижной каретки 23 с фигурными прижимами 2 4 .
Устройство для удаления внутреннего грата содержит две пары резцов 25 и 26, установленных с возможность вертикального перемещения.
Устройство для шлифовки сварного шва выполнено в виде шлифовальных роликов 27 и 28. Нижний шлифовальный ролик 2S укреплен неподвижно на оправке 21, а верхний ролик 27 установлен на кронштейне 29 с возможностью вертикального перемещения и самоустановки.
Устройство для зачистки торцовых участков сварного шва содержит режущие инструменты 30 и 31.
.Машина для изготовления трубчатых изделий конечной длины работает следющим образом.
Исходная плоская заготовка 32 с размерами, соответствующими периметру и длине колесного обода, с помощью направляющего устройства 33 подается в формовочное устройство, где ей придается цилиндрическая форма. Далее заготовка поступает в пресс для обжима продольных кромок заготовки, где кромки выравнивают, т. е. располагают их симметрично относительно продольной оси заготовки. Затем кромки заготовки сваривают встык.
Передача заготовок из формовочного устройства в пресс и из пресса в сварочное устройство осуществляется автоматически с помощью трех груп
регулируемых зажимных приспособлений. Зажимы 14 и 15 одновременно захватывают нижние части трех цилиндрических заготовок и перемещают их.
Расстояние между каждой парой заf жимов может регулироваться путем продольного перемещения зажимов 14, связанных с цилиндром 34.
Это продольное перемещение осуществляется посредством маховика 35 и вала 36, который включает разъемную му фт у 3 7.
После св.арки заготовка захватывается передаточным механизмом и траиспортируется в устройство для зачистки грата со сварного шва. Пара резцов 25 осуществляет черновую обработку сварного шва, а пара резцов 26 чистовую обработку. Далее зону сварного шва шлифуют заподлицо с основным металлом цилиндрической заготовки и обрабатывают со стороны торцов.
Данная машина для изготовления трубчатых изделий конечной длины позволит повысить качество изготавливаемых изделий.
Формула изобретения
Машина для изготовления трубчатых . изделий конечной длины, преимущественно заготовок колесных ободьев, содержащая последовательно установленные и связанные между собой транспортными средствами формовочное и сварочное устройства и устройство
5 для зачистки грата со. сварного шва, отличающаяся тем, что, с целью повышения качества изготавливаемых изделий, она снабжена прессом для обжима продольных кромок
0 заготовки, установленным соосно в линии между формовочным и сварочным устройствами, и последовательно установленными за устройством для зачистки грата устройством для шлифовки сварного шва и устройством для зачистки торцовых участков сварного шва, при этом транспортные средства выполнены, по крайней мере, в виде трех групп регулируемых зажимных приспособлений и передаточного механизма.
Источники информации, принятые во внимание при экспертизе
1. Матвеев Ю. М. и др. Производство электросварных труб большого диаметра. М. , Металлургия, 1968, с. 13 рис. 5 (прототип).
д-л
(риг. 2
jD
i
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| Автоматическая линия для изготовления изделий замкнутой формы из проволоки | 1983 |
|
SU1087234A1 |
| Устройство для изготовления труб-чАТыХ пОлыХ издЕлий | 1977 |
|
SU831056A3 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
| Установка для изготовления заготовок колесных ободьев | 1981 |
|
SU1303016A3 |
| Устройство для обработки внутренней поверхности сварных труб | 1986 |
|
SU1344449A1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| Устройство для раздачи трубных заготовок | 1991 |
|
SU1810187A1 |