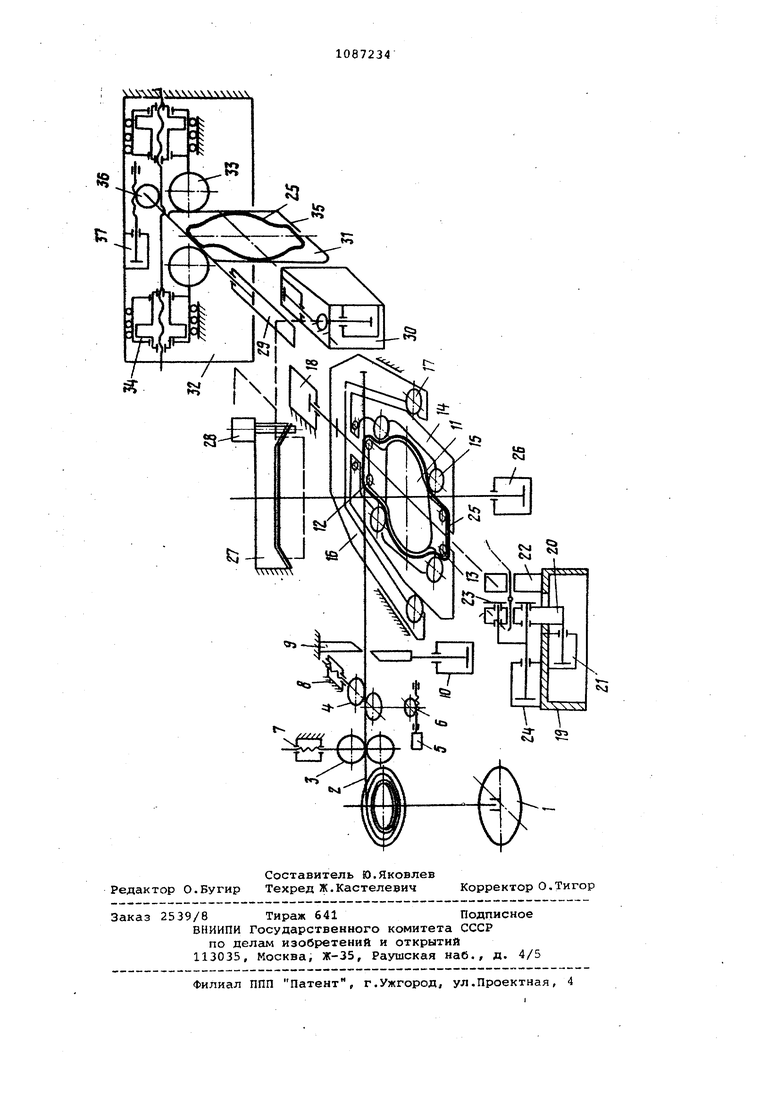
Изобретение относится к обработк металлов давлением, в частности к оборудованию для изготовления изделий замкнутой формы из проволоки. Известна машина для формовки и сварки металлических колец, содержа щая бобину с проволокой, устройство для резки проволоки на мерные отрез ки и формования кольца, промежуточное подающее роликовое устройство и сварочные устройства С11. : Недостатком указанной машины является то, что ее технологические возможности ограничены. Наиболее близкой к изобретению по технической сущности является ав томатическая линия для изготовления изделий замкнутой фррлал из проволок содержащая размещенные в технологической последовательности механизмы подачи и рихтовки проволоки, механизм рубки проволоки на мерные заго товки, приводной механизм гибки для формирования профиля изделия и сварочную машину со средством зажима концов заготовки 23. Однако производительность извест ной автоматической линии невелика. Цель изобретения - повышение про изводительности. Указанная цель достигается тем, что автоматическая линия для изгото ления изделий замкнутой из пр волоки, содержащая размещенные в . технологической последовательности механизмы подачи и рихтовки проволо ки, механизм рубки проволоки на мер ные заготовки, приводной механизм гибки для формирования профиля изде лия и сварочную машину со средством зажима концов заготовки, снабжена смонтированным на средстве для зажи ма концов заготовки приспособлением для снятия грата в горячем состоянии выполненным в виде ножей с приводом их возвратно-поступательного переме щения посредством силового цилиндра механизмом дополнительной гибки со средством контроля сварного шва, раз мещенным за приводным механизмом гиб ки, устройствами для шлифовки и поли ровки сварного шва, каждое из которых выполнено в виде установленных в направляющих кареток с абразивными кругами и имеющего скобу-поводок ме;ханизма для поворота заготовки относительно оси сварного шва, и средством для последовательной передачи заготовки из механизма дополнительной гибки в устройства для шлифовки и полировки сварного шва. Кроме того, средство для последовательной передачи заготовки выполне но в виде робота-манипулятора, захва которого выполнен в виде поворотной скобы, взаимодействующей со скобойповодком механизма для поворота заготовки относительно оси сварного шва. На чертеже изображена автоматическая линия для изготовления изделий замкнутой формы из проволоки, общий вид. Автоматическая линия для изготовления изделий замкнутой формы содержит размещенные в технологической последовательности механизм подачи и рихтовки проволоки, включающий разматывающее устройство 1, на котором установлена бухта с проволокой 2, правильные ролики 3, тянущие ролики 4, приводимые во вращение гидродвигателем 5 через редуктор 6, винтовые передачи 7 и 8, служащие для выстав,ки зазора между парами правильных роликов 3 и тянущих роликов 4, механизм рубки проволоки на мерные заготовки, включающий ножи 9, один из которых приводится в движение гидроцилиндром 10. Далее по ходу линии установлен приводной механизм гибки для формирования профиля изделия, состоящий из шаблона 11, трех неподвижных пальцев 12 и одного подвижного пальца 13, рычагов 14 с формирующими роликами 15 и каретки 16 с роликами 17, связанной с гидроцилиндром 18. Сварочная машина 19 имеет средства зажима концов заготовки в виде зажим- . ной подвижной губки 20, закрепленной на штоке гидроцилиндра 21, и неподвижной губки 22, которая состыкована с механизмом гибки. В подвижной губке 20 встроено приспособление для снятия грата в горячем состоянии в виде охватывающих сварной шов ножей 23, приводимых в возвратно-поступательное движение гидроцилиндром 24. Для гибки под углом сваренная деталь 25 шаблоном 11, приводимым в движение гидроцилиндром 26, подается в матрицу 27 механизма дополнительной гибки, на котором установлено средство 28 для контроля сварного шва. Сваренная и согнутая деталь 25 роботом-манипулятором 29, установленным на поворотном столе 30 и снабженным поворотной захватывающей скобой 31, подается в устройство 32 для шлифовки сварного шва, содержащее абразивные круги 33, установленные на перемещающихся каретках 34. Разворот детали 25 относительно оси сварного шва осуществляется через скобу-поводок 35 механизма 36 для поворота заготовки с гидроцилиндром 37. Средство для последовательной передачи заготовки из механизма дополнительной гибки выполнено в виде робота-манипулятора 29, захват которого выполнен в виде поворотной скобы 31, взаимодействующей со скобой-поводком 35. Автоматическая линия для изготовления изделий замкнутой формы из проволоки, работает следующим образом.
Из бухты, установленной на разматывающем устройстве 1, проволока 2 через правильные ролики 3 тянущими роликами 4, приводимыми во вращение гидродвигателем 5 через редуктор б, подается на определенную длину, посл чего гидродвигатель 5 отключается. Натяжение проволоки 2 между парами роликов 3 и 4 обеспечивается винтовыми передачами 7 и 8 соответственно. Затем проволока 2 отрубается ножами 9, приводимыми в движение гидроцилиндром 10. Формирование профиля детали осуществляется на шаблоне 11 посредством трех неподвижных пальцев 12 и одного подвижного 13 рычагами 14 с формирующими роликами 15. Рычаги 14 поворачиваются кареткой 16 с роликами 17, приводимой в движение гидроцилиндром 18. Затем в сварочной машине 19 концы проволоки 2 зажимаются губками (подвижной 20, закрепленной на штоке гидроцилиндра 21 и неподвижной 22, закрепленной на корпусе сварочной машины 19 ). При сварке палец 13 утапливается, что позволяет свести концы проволоки 2. После окончания сварки ножи 23, приводимые в движение гидроцилиндром 24, снимают грат, образовавшийся в зоне сварного шва, а затем рычаги 14, ножи 23, губки 20 и 22 разводятся в исходное положение, освобождая зону для штамповки. Сваренная деталь 25 на шаблоне 11 прижимается к матрице 27
усилием гидроцилиндра 26. Отштампованная деталь 25 подвергается конт ролю на разрыв в зоне сварного шва средством 28 для контроля, а затем робот-манипулятор 29 с поворотной захватывающей скобой 31 забирает деталь 25 и лодает ее в зону шлифовки сварного шва. Робот-манипулятор 29 закреплен на поворотном столе 30, позволяющем производить обработку как на устройстве для шлифовки 32, так и на аналогичном устройстве для полировки (не показан). Обрабатываемая деталь 25 в скобе 31 проходит между кругами 33, установленными на перемещающихся каретках 34, ив конце хода стыкуется с поводком-скобой 35 механизма 36 поворота. Происходит подвод шлифовальных кругов 33, а затем разворот детали на 90°в одну и другую сторону механизмом 36 поворота от гидроцилиндра 37. При обратном ходе робота 29 осуществляется выгрузка готовой детали 25. В процессе работы производится правка абразивных кругов 33 и компенсация их износа.
Такая компановка и конструкция рабочих механизмов, предусматривающая снятие грата в горячем состоянии а также шлифовку и полировку сварного шва позволяет пол41остью автоматизировать технический процесс изготовления изделий замкнутой формы из проволоки, резко сокращает межоперационное время и повышает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Машина для изготовления трубчатыхиздЕлий КОНЕчНОй длиНы | 1975 |
|
SU845759A3 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| Устройство для контактной стыковой сварки рельсов | 1970 |
|
SU344695A1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ЗАМКНУТОЙ ФОРМЫ ИЗ ПРОВОЛОКИ,, содержащая размещенные в технологической последовательности механизмы подачи и рихтовки проволоки, механизм рубки проволоки на мерные заготовки,, приводной меха-, низм гибки для формирования профиля изделия и сварочную машину со средством зажима концов заготовки, о тличающаяся тем, что, с целью повышения производительности, она снабжена смонтированным на средстве для зажима концов заготовки приспособлением для снятия грата в горячем состоянии, выполненным в виде ножей с приводом их возвратно-поступательного перемещения посредством силового цилиндра, механизмом дополнительной гибки со средством контроля сварного шва, размещенным за приводным механизмом гибки, устройствами для шлифовки и полировки сварного шва, каясдое из которых выполнено в виде, установленных в направляющих кареток с абразивными кругаьми и имеющего скобу-поводок механизма для поворота заготовки относительно оси сварного шва, и средством для последовательной передачи заготовки из механизма дополнительной гибки в устройства для шлифовки и полировки сварного шва. 2. Автоматическая линия по п. 1, (Л отличающаяся, тем, что средство для последовательной передачи заготовки выполнено в виде робота-манипулятора, захват которого выполнен в виде поворотной скобы, взаимодействующей со скобой-поводком механизма для поворота заготовки относительно оси сварного шва. 00 ю со 4:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПОЛИВА | 2010 |
|
RU2454857C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
