Изобретение может быть использовано при обработке металлов давлением для раздачи трубных, преимущественно сварных, заготовок.
Целью изобретения является расширение технологических возможностей за счет удаления из внутренней полости трубной заготовки сварного грата, и повышение надежности.
На фиг. 1 показан общий вид устройства в исходном положении; на фиг. 2 - то же, в рабочем положении; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2.
На ползуне 1 установлен пуансон 2. Ползун 1 обеспечивает возможность возвратно-поступательного перемещения пуансона 2. На торцовой части пуансона 2 соосно с пуансоном закреплена оправка 3, На наружной поверхности оправки выполнен продольный паз а, в котором закреплен резец 4. Режущая кромка б резца 4 совмещена с образующей поверхностью оправки 3. Устройство также Содержит опору 5 для торцовой части заготовки, неподвижно закрепленную на основании 6. В опоре 5 выполнена полость для размещения оправки 3. В основании 6 имеется окно. Устройство также содержит жесткий съемник 7, установленный над заготовкой и имеющий полость для размещения пуансона и оправки, зажимные матрицы 8, установленные с возможностью поступательного перемещения в перпендикулярном направлении отно- сительно направления перемещения пуансона, и транспортные захваты 9.
На фиг. также показаны заготовка 10 и продольный сварной грат в.
Устройство работает следующим образом.
Транспортные захваты 9 подают заготовку на позицию раздачи соосно с пуансоном 2 и опорой 5. При этом угловая ориентация заготовки такова, что сварной грат в находится в зоне действия рпзца 4.
СО
с
00
о
00 Х|
Далее смыкаются зажимные матрицы Вис зазором схватывают заготовку 10. При спускании ползуна 1 оправка 3 вводится в заготовку и грат в размещается в пазу а оправки. По мере опускания ползуна заготовка нанизывается на оправку, а грат в срезается кромкой б резца 4. В конце хода ползуна, когда большая часть заготовки нанизана на оправку, происходит раздача заготовки пуансоном 2. В процессе опускания ползуна на оправку 3 в пуансон 2 через отверстия в съемнике (не показаны) подается смазочная жидкость. В конце раздачи резец 4 освобождается от стружки подачей смазочной жидкости через отверстие в опоре 5 (не показано). В процессе раздачи также совершается разведение транспортных захватов 9 и их перемещение для подготовки к очередной транспортировке заготовок. При подъеме ползуна благодаря съемнику 7 пуансон 2 и оправка 3 выводятся из заготовки 10, Далее осуществляется-транспортировка заготовок, при которой деформированная заготовка удаляется с позиции раздачи, а очередная заготовка подается на позицию раздачи. Так как пуансон 2 и оправка 3 связаны жестко и соосно, деформируемая часть заготовки соосна с недеформируемой. При этом зажимные матрицы 8 охватывают заготовку с зазором и не влияют на полученную в заготовке соосность. Зажимные матрицы выполняют роль поддерживателей заготовки на начальной стадии процесса и требования к их соосности по отношению к пуансону 2 понижены. Это упрощает конструкцию устройства.
Выполнение обеих зажимных матриц 8 подвижными упрощает конструкцию при автоматизации процесса, так как позволяет транспортировать заготовки в направлении, перпендикулярном направлению перемещения матриц.
Наличие на оправке паза с резцом 4 позволяет совместить процесс раздачи с удалением сварного грата из внутренней полости заготовки.
Благодаря тому, что режущая кромка резца 4 совпадает с образующей поверхностью оправки 3, снижаются требования по точной угловой ориентации заготовки относительно пуансона 2, т.е. несмотря на некоторый угловой разворот заготовки, она попадает в зону действия режущей кромки б резца 4. Это также упрощает конструкцию.
15
Формула изобретения
Устройство для раздачи трубных заготовок, содержащее пуансон, установленный с возможностью возвратно-поступательного
перемещения, опору для торцовой части заготовки, неподвижно закрепленную на основании, зажимные матрицы, одна из которых установлена с возможностью поступательного перемещения в перпендикулярном направлении относительно направления перемещения пуансона, отличающееся тем, что, с целью расширения технологических возможностей за счет удаления из внутренней полости сварных трубных заготовок сварного грата и повышения надежности, оно снабжено неподвижно смонтированным на основании съемником обработанных заготовок -с отверстием для пуансона, резцом и оправкой,
соосно закрепленной на торцовой части пуансона, при этом «а наружной поверхности оправки выполнен продольный паз, в котором закреплен указанный резец, причем режущая кромка; резца совмещена с
образующей поверхностью оправки, а каждая из упомянутых матриц установлена с возможностью встречного перемещения одна относительно другой.
фиг.З
PUS, 4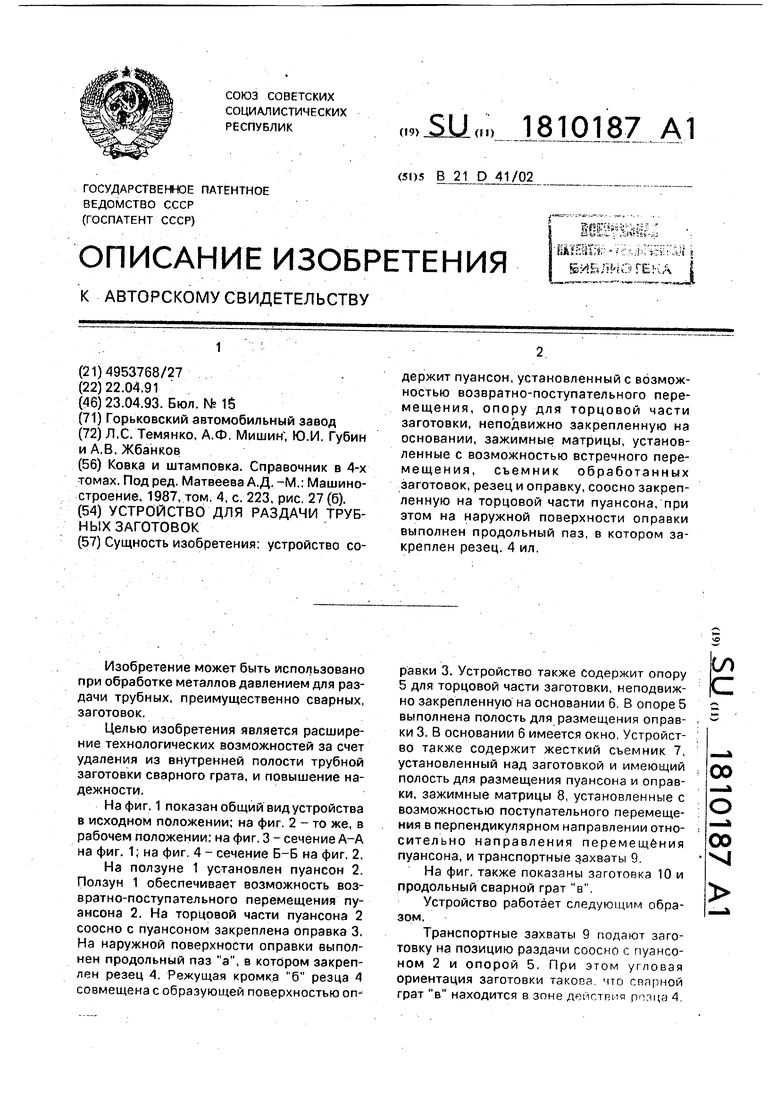

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления трубчатыхиздЕлий КОНЕчНОй длиНы | 1975 |
|
SU845759A3 |
| Устройство для удаления грата из полости трубы | 1988 |
|
SU1722646A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Способ получения заготовок колец с конической внутренней поверхностью | 1983 |
|
SU1183276A1 |
| Устройство для резки труб | 1985 |
|
SU1296319A1 |
| Штамп для формовки фланца на трубных заготовках | 1985 |
|
SU1303228A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
Сущность изобретения: устройство содержит пуансон, установленный с возможностью возвратно-поступательного перемещения, опору для торцовой части заготовки, неподвижно закрепленную на основании, зажимные матрицы, установленные с возможностью встречного перемещения, съемник обработанных заготовок, резец и оправку, соосно закрепленную на торцовой части пуансона, при этом на наружной поверхности оправки выполнен продольный паз, в котором закреплен резец.4 ил.
| Ковка и штамповка | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Под ред, Матвеева А.Д.-М.: Машиностроение, 1987, том, 4, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
