Изобретение относится к обработке металлов резанием на прессовом оборудовании, в частности к снятию внутреннего грата на концах трубных сварных заготовок , например труб для роликов ленточных конвейеров, и может быть использовано на заводах машиностроительных отраслей.
Целью изобретения является повыше- IQ имеют противоположный угол наклона.
ние надежности и упрощение Конструкции при повышении производительности снятия грата на концах труб, за счет автоматизации работы.
На фиг. 1 представлено предлагае- ig происходит срезание наплыва от свармое устройство, обгций вид, на фиг.2 - продольный разрез левой половины устройства; на фиг.З - разрез А-А на фиг.2. Устройство для обработки внутренного шва вставными ножами 13. Грат (наплыв) срезается с обоих концов трубы. Так как обрабатываемая труба имеет широкий допуск по диаметру, реней поверхности сиарных труб состоит 20 жущая оправка выполнена по максимальиз основания 1 с закрепленными на нем направляющими 2, в которых установлены с возможностью возвратно-поступательного горизонтального перемещения
ному диаметру, а ножи подпружинены, например, гидропластом 14. При ходе ползуна пресса вверх ползушки 3 клиньями 18 передвигаются назад, вместе
клиновые ползушки 3, каждая из кото- 25 с ними передвигаются назад оправки 6,
вращаясь в обратную сторону и освобождая трубы. Освобожденная труба механизмом сбрасывания удаляется из зоны обработки. Процесс повторяется. 30 Поскольку направление вращения режущих оправок обратнопротивоположное друг другу, а усилие резания тоже направлено в противоположные стороны, отпадает необходимость в предварительном зажиме трубы перед обработрых соединена полусферическим шарниром 4 и разъемными крышками 5, с оп- ра вками 6. Оправки 6 установлены в корпусе 7 и снабжены направляющими пальцами 8, которьге взаимодействуют с наклонными пазамИ 9, выполненными в оправках 6. Причем пазы 9 в оправках 6 выполнены с противоположным наклонным направлением (например в левой оправке под1)ем паза слева направо, тогда как в правой - справа налево), оправки 6 снабжены режущими частями 10, выполненными в виде обоймы 1 1 с пазами 12, в которых размещены режущие злементы 13 (ножи), выполненные с заборным конусом, подпружиненные прокладкам 14. Режущие злементы 13 закреплены торцовой шайбой 15 и ограничены разъемным кольцом 16, Клиновые ползушки 3 выполнены с пазами 17, в которьо: установлены . клинья 18, связанные ползушками 3 с верхней плитой 19, которая соединена с ползуном пресса (не показано).
На основании 1 закреплены ложементы 20 для установр:и обрабатываемого изделия, например трубы 21.
Устройство работает следующим образом.
Сварная труба устройством подачи (не показано) автоматически подается в зону обработки на ложементы 20.При ходе ползуна пресса вниз клинья 18 передвигают ползуики 3 правую влево.
35
40
45
50
55
кой, а размещение ножей по всему диаметру оправки устраняет необходимость фиксирования трубы в определенном положении в отношении шва. Все это позволяет автоматизировать процесс обработки и увеличить производительность труда.
Формула изобретения
Устройство для обработки внутренней поверхности сварных труб, содержащее основание, корпус и установленные в корпусе оправки с приводом, отличающееся тем, что, с целью увеличения производительности и улучшения качества, привод оправок выполнен в виде плиты, снабженной каналами, оправки снабжены ползушками с выполненными в них встреч- но направленными наклонными пазами и связаны с ползушками полусферическими шарнирами,в оправках также выполнены встречно направленные пазы, клинья
а левую - вправо. Ползушки 3 через шарниры 4 передают давление на оправки 6. Оправки 6 передвигаются соответственно правая влево, а левая вправо и одновременно вращаются в разные стороны,так как они направляются в корпусах 7 направляющими пальцами 8 по наклонным пазам 9 оправок 6, которые
Поскольку режущая часть 10 оправок 6 имеет заходный конус с/, происходит центрирование заготовки (трубы), а при дальнейшем ходе пресса вниз
ного шва вставными ножами 13. Грат (наплыв) срезается с обоих концов трубы. Так как обрабатываемая труба имеет широкий допуск по диаметру, реному диаметру, а ножи подпружинены, например, гидропластом 14. При ходе ползуна пресса вверх ползушки 3 клиньями 18 передвигаются назад, вместе
вращаясь в обратную сторону и освобождая трубы. Освобожденная труба механизмом сбрасывания удаляется из зоны обработки. Процесс повторяется. 0 Поскольку направление вращения режущих оправок обратнопротивоположное друг другу, а усилие резания тоже направлено в противоположные стороны, отпадает необходимость в предварительном зажиме трубы перед обработ5
0
5
0
5
кой, а размещение ножей по всему диаметру оправки устраняет необходимость фиксирования трубы в определенном положении в отношении шва. Все это позволяет автоматизировать процесс обработки и увеличить производительность труда.
Формула изобретения
Устройство для обработки внутренней поверхности сварных труб, содержащее основание, корпус и установленные в корпусе оправки с приводом, отличающееся тем, что, с целью увеличения производительности и улучшения качества, привод оправок выполнен в виде плиты, снабженной каналами, оправки снабжены ползушками с выполненными в них встреч- но направленными наклонными пазами и связаны с ползушками полусферическими шарнирами,в оправках также выполнены встречно направленные пазы, клинья
313А44494
плиты размещены во встречно направ- установлены полэушки, и снабжено пальт ленных пазах ползушек, а основание цами, размещенными во встречно на- выполнено с направляющими, в которых правленных пазах оправок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Штамп для резки труб | 1981 |
|
SU975254A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Штамп для резки труб | 1982 |
|
SU1092013A1 |
| Устройство для резки трубчатых заготовок | 1980 |
|
SU919811A2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Устройство для снятия грата | 1981 |
|
SU984779A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
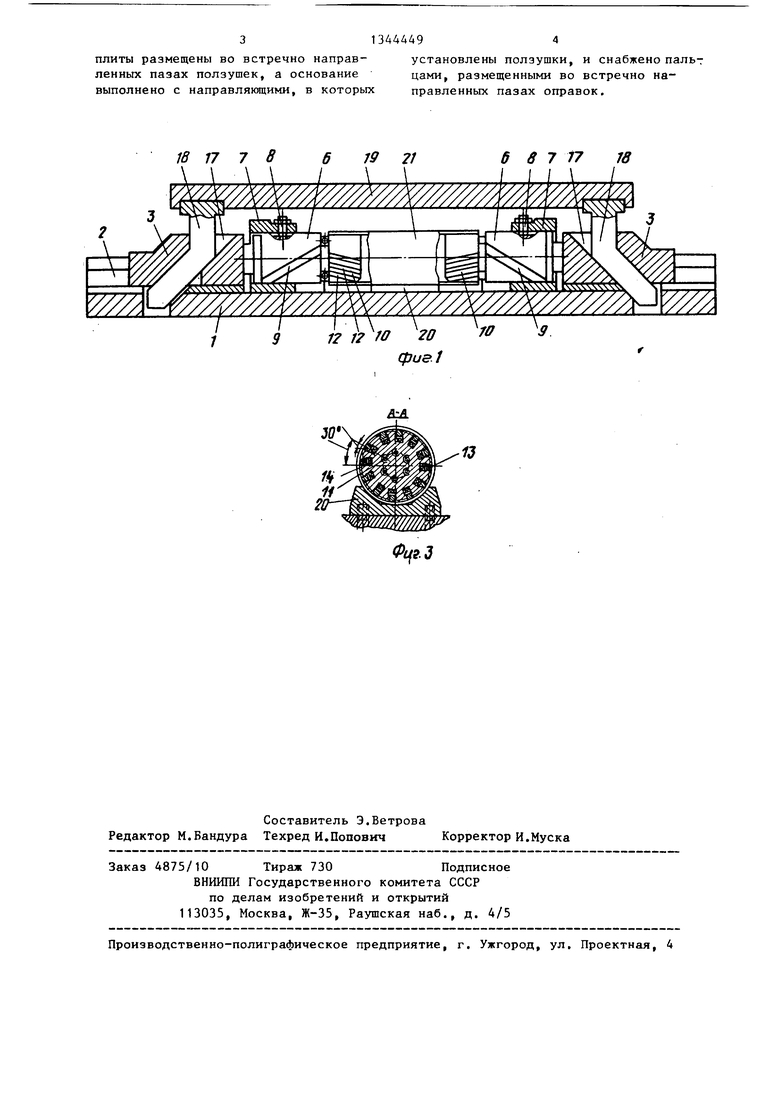
Изобретение относится к обработке металлов резанием на прессовом оборудовании, в частности к снятию внутреннего грата на концах трубных сварных заготовок, например труб для роликов ленто.чных конвейеров. Целью изобретения является повышение надежности и упрощение конструкции при повышении производительности снятия грата на концах труб за счет автоматизации работы. При обработке установленной на ложементы 20 трубы 21 ходом ползуна пресса вниз ползушки 3 перемещаются в направлении оси трубы. Оправки 6, связанные с ползуш- ками, также перемещаются в продольном направлении и одновременно вра- шаются за счет установленных в корпусе 7 направляющих пальцев 8, находящихся в контакте с наклонны№1 пазами 9 оправок 6. При этом установленные на оправках 6 режущие элементы удаляют грат с внутренней поверхности трубы. 3 ил. ч С/) ОО 4; 4: 4 4 ОО
12 1 fO W cpueJ
687 17 78
30
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ГРАТА СО СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 0 |
|
SU373050A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для калибровки концов трубчатых изделий | 1980 |
|
SU893286A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
