(54) УСТАНОВКА ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МЕТАЛЛА
1
Изобретение относится к металлургическому производству, в частности к устройствам для охлаждения горячекатаного листового металла,
Известна установка для охлаждения горячекатаного металла, которая включает устройства для верхнего и нижнего охлаждения листа, снабженные форсунками и трубопроводами для подачи охладителя, верхнее охлаждающее устройство смонтировано над рольгангом прокатного стана, а нижнее охлаждающее устройство смонтировано под рольгангом между транспортирующими роликами 1.
Недостатками данной конструкции являются неудобство обслуживания и ненадежность в работе, так как охлаждающее устройство смонтировано неподвижно и постоянно находится в зоне высокой температуры и влажности, при этом сопла, особенно нижней части охлаждающего устройства, подвергаются действию коррозии, засоряются окалиной и грязью. Это является причиной выхода части сопел из строя, что обусловливает неравномерное охлаждение листа по щирине.
Известна также установка для охлаж; ния листового металла, включающая вер нее и нижнее охлаждающие устройстга, оборудованные форсунками и трубопров дами для подачи охладителя. Верхнее о лаждающее устройство смонтировано н д транспортным рольгангм на поворотн кронщтейне с возможностью поворота во руг вертикальной колонны, нижнее смонт ровано неподвижно под рольгангм меж роликами. Эта конструкция улучшает ус
10 ВИЯ обслуживания и эксплуатации вер ней установки, так как позволяет при н обходимости вывести ее из рабочей зоны
Однако нижней охлаждающей установ присущи все недостатки, отмеченные д. описанной конструкции 1.
15 Известна также установка для охла: дения раската при регламентированной пр катке листа, которая содержит устройст верхнего и нижнего о.хлаждения, снабже ные форсунками и трубопроводами для п дачи охладителя; верхнее охлаждающее ус ройство смонтировано с возможностью пер мещения на тележке в направляющих, уст новленных над рольгангом прокатного стан1а
в горизонтальной плоскости и перпендикулярно направлению движения раската, коллекторы нижнего охлаждающего устройства смонтированы под рольгангом между роликами и имеют возможность поворачиваться вокруг продольной оси коллектора на 90°. Когда прокатка листа производится без охлаждения, такая конструкция установки позволяет выводить из рабочей зоны верхнее охлаждающее устройство, а поворотом коллекторов нижнего устройства на 90° предохранить сопла от прямого попадания в них окалины, мусора, смазочных масел 3.
Недостатком данной установки является то, что нижнее охлаждающее устройство постоянно находится в зоне высоких температур и влажности, подвергается коррозии. Кроме того, конструктивное исполнение усттановки затрудняет ее профилактические осмотры и ремонт, так как в каждом случае необходимо демонтировать ролики рольганга и при.менять специальные приспособления при выполнении ремонтных работ, т.е. требуется длительная остановка стана. По этой причине осмотры и ремонт нижнего о.хлаждаюпдего устройства могут производиться только в период планово-предупредительных ремонтов. Это снижает надежность работы устройства в целом, так как в межре.тоитный период отдельные сопла могут выйти из строя (хасорение окалиной, маслом и пр.) и стать причиной неравномерного охлаждения раската по ширине.
Цель изобретения - улучшение условий обслуживания охлаждающей установки и повышение .надежности ее в работе.
Поставленная цель достигается тем, что установка для охлаждения горячекатаного листового металла снабжена рамой, жестко соединяющей нижнее охлаждающее устройство, смонтированное на раме консольно с верхним охлаждающим устройством и выполненной в виде распределительного коллектора.
Такое конструктивное решение позволяет выводить из рабочей зоны как верхнее, так и нижнее охлаждающие устройства и производить их профилактические осмотры и ремонт вне рабочей зоны без остановки стана.
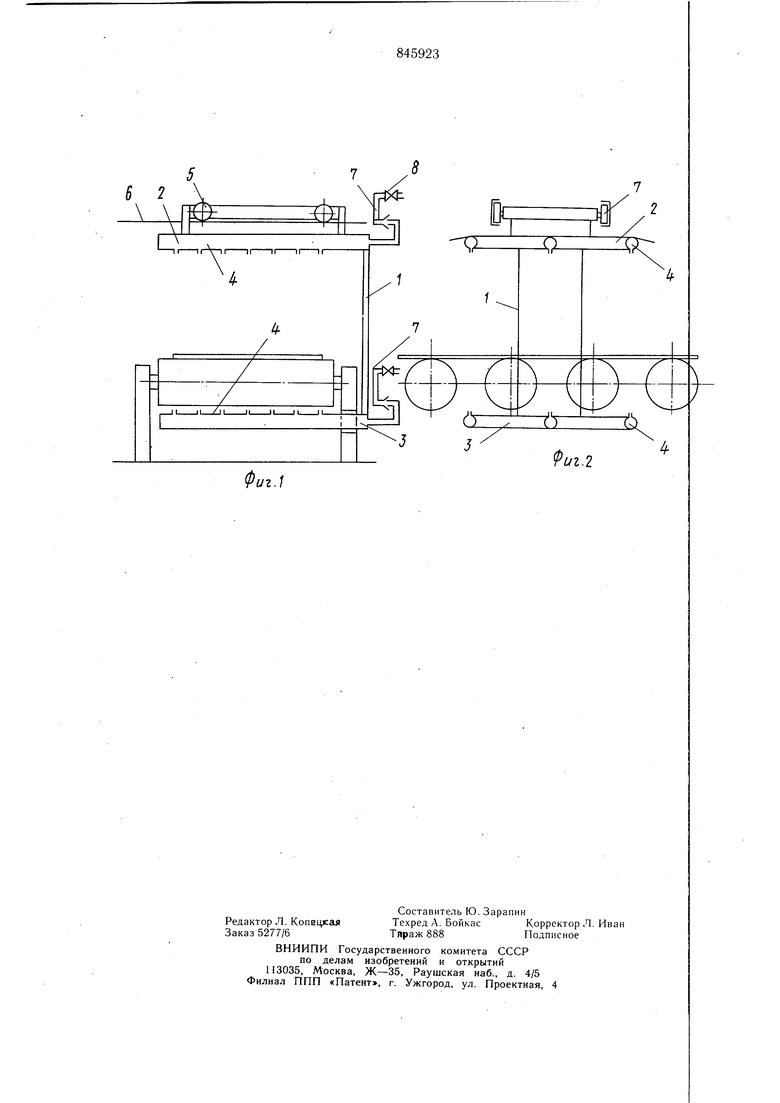
На фиг. 1 показана установка для охлаждения, общий вид; на фиг. 2 - то же, вид сбоку.
Охлаждающая установка состоит из рамы 1, с которой консольно соединены верхнее 2 и нижнее 3 охлаждающие устройства с соплами 4. Верхнее охлаждающее устройство смонтировано на самоходной тележке.
5, которая установлена в направляющих 6. Со стороны рамы к верхнему и нижнему охлаждающим устройствам подведены трубопроводы 7, снабженные управляющими клапанами 8 расхода.
Установка работает следующим образом.
В положении, изображенном на фиг. 1, установка находится в рабочей зоне. Охлаждающая среда через управляющие клапаны 8 расхода и трубопроводы 7 поступает в верхнее 2 и нижнее 3 охлаждающие устройства и через сопла 4 подается на охлаждаемый лист. При прокатке листов, не требующих охлаждения, по сигналу с пульта управления прокатным станом самоходная тележка 5 со смонтированным на ней верхним охлаждающим устройством 2, рамой 1
и нижним устройством 3 передвигается по направляющим 6 и выводится из рабочей зоны.
Формула изобретения
Установка для охлаждения горячекатаного листового металла, включающая снабженные соплами верхнее охлаждающее устройство, смонтированное на самоходной тележке в направляющих, и нижнее охлаждающее устройство, систему трубопроводов, управляющие клапана расхода охлаждающей среды, отличающаяся тем, что, с целью улучшения условий ее обслуживания и повышения надежности в работе, она снабжена рамой, жестко соединяющей нижнее охлаждающее устройство, смонтированное на раме консольно, с верхним охлаждающим устройством и выполненной в виде распределительного коллектора.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 531579, кл. В 21 В 45/02, 1975.
2.Чертеж № 60209-2. ВНИПИчермет5 энергоочистка. Харьков. 1975.
3.Чертеж № 2607.683ВО.ВНИИметмащ, Колпинское отделение. 1977.
6 2
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлического удаления окалины с прокатываемых заготовок | 1981 |
|
SU971549A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Способ охлаждения горячекатанного металла сматываемого в бунт | 1974 |
|
SU491424A1 |
| Устройство для охлаждения движущегося проката | 1980 |
|
SU884780A1 |
| Устройство для охлаждения движущейся горячекатаной полосы | 1990 |
|
SU1754252A1 |
| Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков | 1989 |
|
SU1696022A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛИСТОВОГО ПРОКАТА НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2380181C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |