Изобретение относится к литейному производству, а именно к конструкции литниковых систем, обеспечивающих модифицирование металла в форме. Цель изобретения - повышение качества литья, эффективности растворения и сокращение расхода модификатора путем интенсификации массообмена между модификатором и расплавом На чертеже изображена литейная форма, вертикальный разрез, В литейной форме, состоящей из верхней 1 и нижней 2 полуформ, разме щена рабочая полость 3 и литниковая система, включающая стояк 4, входной канал 5, реакционную камеру 6, перфорированную трубку 7 и питатель 8. Перфорированная трубка 7 имеет отверстия 9 для прохода металла и снабжена коленом 10, выполненным в виде диффузора 11 и установленным во входном канале 5 открытым концом в сторону стояка 4. Площадь наибольшего поперечного сечения колена 10 составляет 0,6-0,8 от площади поперечного сечения входного канала 5 благодаря чему металл имеет возможность не только протекать через колено 10, но и, минуя его, проходить непосредственно по каналу 5 в питатель В. Для изготовления перфорированной трубки и колена используется стержневая смесь, керамическая или огнеупорная масса, а также металлический материал более тугоплавкий, чем металл отливки. Количество, размеры, месторасположение отверстий в трубке, размеры колена, диаметр трубки и ее высота определяются в зависимости от размеров реакционной камеры, типа модификатора, марки отрабатываемого сплава, его исходной температуры и других факторов. Литниковая система для модифицирования металла в форме работает сле дующим образом. При изготовлении формы в реакционной камере перпендикулярно ее донной части устанавливают и закрепляют перфорированную трубку 7 таким образом, чтобы колено 10 было расположен во входном канале 5, не касаясь его стенок и металл мог входить как в полость колена, так и проходить мимо него по каналу 5. После этого в реак ционную камеру загружают модификатор заданного состава. В процессе заливки поток расплава по стояку 4, входному каналу 5 под действием динамического (скоростного) напора поступает через колено 10, трубку 7, ее отверстия 9 в реакционную камеру 6 и, проходя через нее, постепенно растворяют модификатор, а обработанный металл опять поступает во входной канал 5. Одновременно часть металла, проходя по каналу 5 и омывая колено 10 снаружи, взаимодействует с поверхностью модификатора, находящегося в реакционной камере 6, и, проходя ее, встречается в канале 5 с с первым потоком металла, который прощел перфорированную трубку. Оба потока перемешиваются в канале 5 и обработанный таким образом металл поступает через питатель 8 в рабочую полость формы 3. Выполнение концевой части канала 10 в виде диффузора 11, обращенного в сторону стояка, уменьшает гидравлические потери потока при входе в колено 10 и тем самым способствует сохранению величины его скоростного напора. Поскольку в предлагаемой литниковой системе поток металла в коле но 10 и трубку 7 входит под действием своего скоростного напора, это исключает образование в трубке 7 застойных зон и способствует интенсивному взаимодействию металла со слоем модификатора, вследствие чего повышается степень усвояемости модификатора, сокращается его расход и повышается качество отливок. Предлагаемая литниковая система опробована при изготовлении производственных партий отливок из высокопрочных модифицированныхмарок чугунов. Из группы марок СЧЗО, СЧО, и СЧ45 отливали детали типа плит, крышек, оснований, станин, массой 20-250 кг с толщиной стенок 12-40 мм. При изготовлении формы в реакционную камеру устанавливали перфорированную трубку с коленом, изогнутым под прямым углом. Трубку изготавливали из огнеупорной массы на основе шамота. Внутренний диаметр трубки бып в пределах 25-35 мм при диаметре отверстий в боковых стенках 8-12 мм, высота трубки составляла 80-100 мм. Колено трубки имело длину 30-40 мм, а диаметр диффузора составлял 35-45 мм, что обеспечивало его конуснос- ь
3
в пределах 5-10. Наибольшее поперечное сечение изогнутой части трубки, т.е. диффузора, составляло примерно 0,7 от площади поперечного сечения входного канала. После установки трубки с коленом в реакционную камеру засьтали кусочки модификатора ФС75 размером 5-12 мм в количестве 0,1-0,12% от массы жидкого металла. Заливку форм производили из печи ИСТ-0,4 при температуре чугуна 13401370 0.
Исследования отливок показали, что структура чугуна хорошо модифицированная, перлитная, механические свойства и твердость соответствуют нормам ТУ.
Предлагаемая литниковая система, позволяет уменьшить отбел на техно324
логической пробе в 1,5-2,0 раза, снизить расход модификатора на 30-40% по сравнению с базовым вариантом и получить стабильную перлитиую основу чугуиа ( 96-98% перлита )чего не бьшо достигнуто при литье днталей по базовой технологии.
Применение предлагаемой литниковой системы целесообразно во всех литейных цехах при вводе в жидкий металл легирующих и модифицирующих добавок, особенно при получении
модифицированных марок чугуна, а ,также чугуна с шаровидных и вермикулярным графитом, при изготовлении фасоиньк отливок, преимущественно металлоемких с массой 20-300 кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система | 1979 |
|
SU846063A1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
| Литниковая система для внутриформенного модифицирования | 1989 |
|
SU1752486A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Устройство для модифицирования металла в литейной форме | 1985 |
|
SU1507533A1 |
| Литниковая система | 1985 |
|
SU1339132A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ ЖИДКОГО ЧУГУНА | 1998 |
|
RU2138361C1 |
1. ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА В ФОР включающая стояк, входной канал, реакционную камеру и установленн в ней перпендикулярно ее донной части перфорированную трубку, о личающаяся тем, что, с целью повышения качества литья, эффективности растворения и сокращения расхода модификатора путем интенсификации массообмена между модификатором и расплавом, перфорированная трубка снабжена коленом, изогнутым под прямым углом и установленным во входном канале открыть м концом в сторону стояка. 2. Литниковая система по п. 1, отличающаяся тем, что, с целью уменьшения гидравлических потерь при входе металла в перфорированную трубку, концевая часть колена вьтолнена в виде диффузора, обращенного в сторону стояка. 8 3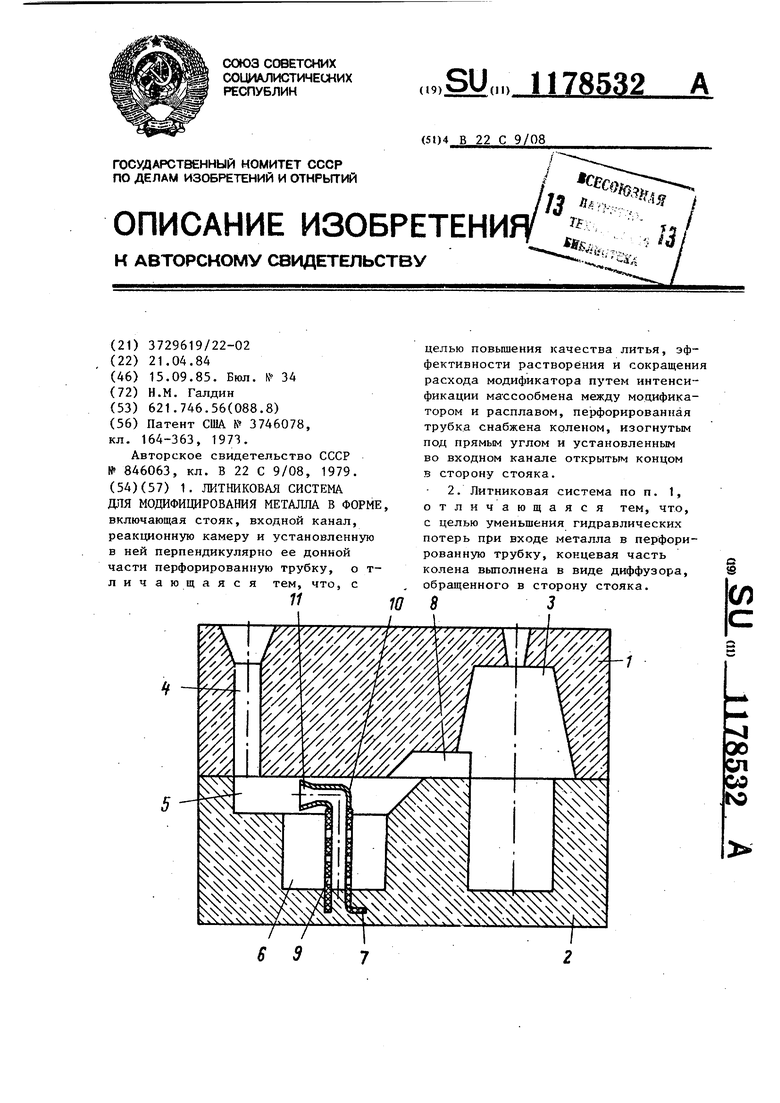
| Патент США № 3746078, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Литниковая система | 1979 |
|
SU846063A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
