(54) ОТРЕЗНОЙ СТАНОК ДЛЯ УДАЛЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРИБЫЛЕЙ С ЛИТБ1Х
ЗАГОТОВОК ПОРШНЕЙ
I
Изобретение относится к литейному производству, в частности к отрезным устройствам, предназначенным для удаления технологических прибылей (литников, выпоров) с заготовок поршней.
Известен отрезной станок с поворотной станиной, несущей колонну с приводом пильного диска, и механизмом зажима заготовки в горизонтальной плоскости, выполненным в виде тисков с поворотными губками 1.
С помощью известного устройства возможно уменьшение боковых литников с заготовок поршней, однако процесс удаления малопроизводителен, так как требует переналадки механизма зажима для поочередного удаления диаметрально-противоположных боковых литников.
Известен также отрезной станок для удаления литников с заготовок литых поршней, содержащий подвижную станину с зафиксированными на ней поршнями с плоскими литниками и горизонтально установленные вращающиеся фрезы 2.
С помощью известного станка можно высокопроизводительно удалять боковые
литники с заготовок поршней, получаемых традиционным методом литья, однако не представляется возможным высокопроизводительно обрабатывать заготовки поршней, получаемых усовершенствованным техно5 логическим методом, оставляющим на заготовке боковой литник и данный выпор.
Цель изобретения - повышение производительности устройства.
Указанная цель достигается тем, что станок снабжен дополнительным режущим
10 инструментом для удаления литников, размещенным перед фрезами по направлению рабочего хода станины, а фрезы установлены на уровне донных поверхностей поршней для удаления выпоров.
При этом дополнительный инструмент выполнен в виде размещенных в П-образном вырезе станины механических ножниц с подвижными и неподвижными ножами, причем подвижные ножи установлены по концам горизонтальной поперечины Т-образной траjg версы, связанной с порщнем силового гидроцилиндра.
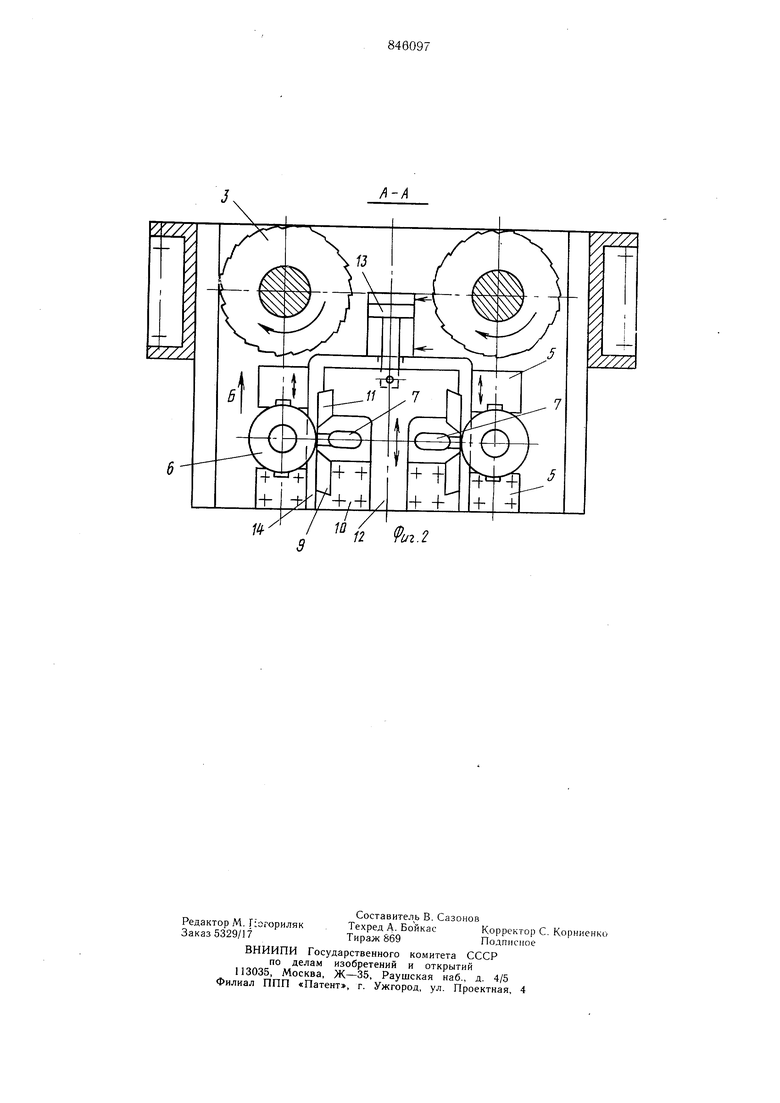
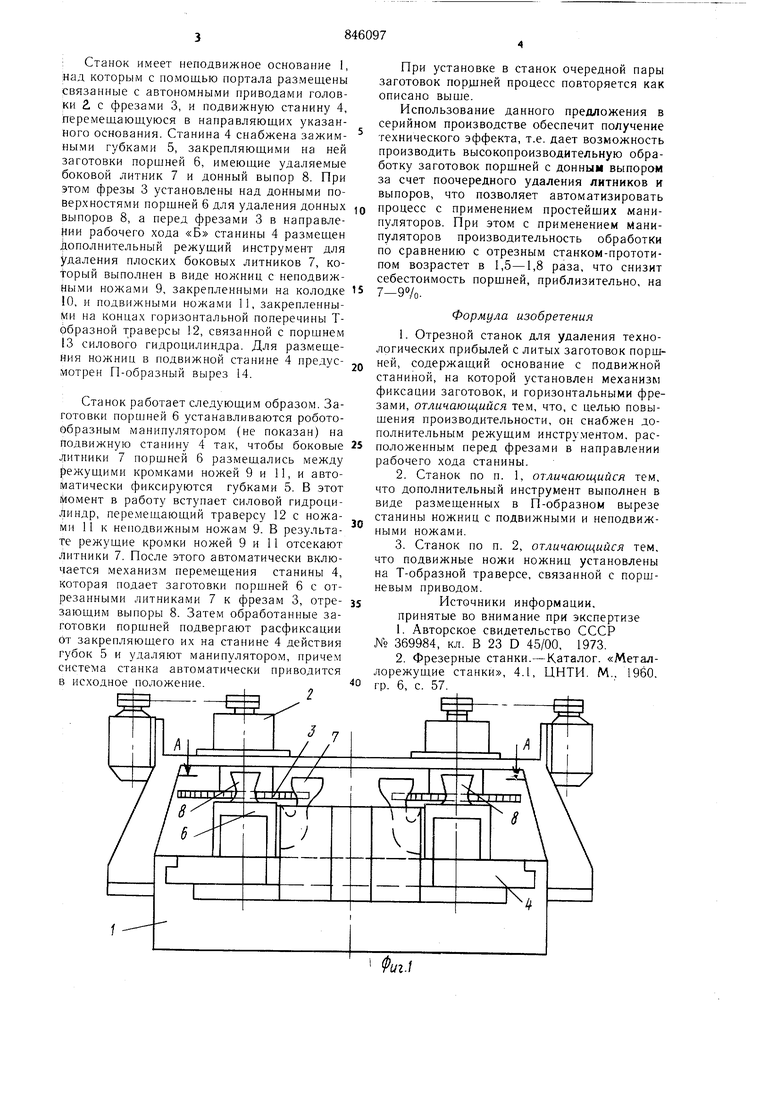
На фиг. 1 показан станок, вид спереди; на фиг. 2 - сечение А-.А на фиг. 1. - Станок имеет неподвижное основание 1, над которым с помощью портала размещены связанные с автономными приводами головки 2. с фрезами 3, и подвижную станину 4, перемещающуюся в направляющих указанного основания. Станина 4 снабжена зажимными губками 5, закрепляющими на ней заготовки порщней 6, имеющие удаляемые боковой литник 7 и донный выпор 8. При этом фрезы 3 установлены над донными поверхностями порщней 6 для удаления донных выпоров 8, а перед фрезами 3 в направлении рабочего хода «Б станины 4 размещен дополнительный режущий инструмент для удаления плоских боковых литников 7, который выполнен в виде ножниц с неподвижными ножами 9, закрепленными на колодке 10, и подвижными ножами II, закрепленными на концах горизонтальной поперечины Тобразной траверсы 12, связанной с поршнем 13 силового гидроцилиндра. Для размещения ножниц в подвижной станине 4 предусмотрен П-образный вырез 14. Станок работает следующим образом. Заготовки поршней 6 устанавливаются роботообразным манипулятором (не показан) на подвижную станину 4 так, чтобы боковые литники 7 порщней 6 размещались между режущими кромками ножей 9 и 11, и автоматически фиксируются губками 5. В этот момент в работу вступает силовой гидроцилиндр, перемещающий траверсу 12 с ножами 11 к неподвижным ножам 9. В результате режущие кромки ножей 9 и 11 отсекают литники 7. После этого автоматически включается механизм перемещения станины 4, которая подает заготовки порщней 6 с отрезанными литниками 7 к фрезам 3, отрезающим выпоры 8. Затем обработанные заготовки поршней подвергают расфиксации от закрепляющего их на станине 4 действия губок 5 и удаляют манипулятором, причем система станка автоматически приводится в исходное положение. При установке в станок очередной пары заготовок пордгней процесс повторяется как описано выще. Использование данного предложения в серийном производстве обеспечит получение технического эффекта, т.е. дает возможность производить высокопроизводительную обработку заготовок порщней с донным выпором за счет поочередного удаления литников и выпоров, что позволяет автоматизировать процесс с применением простейших манипуляторов. При этом с применением Манипуляторов производительность обработки по сравнению с отрезным станком-прототипом возрастет в 1,5-1,8 раза, что снизит себестоимость поршней, приблизительно, на 7-9%. Формула изобретения 1.Отрезной станок для удаления технологических прибылей с литых заготовок порщней, содержащий основание с подвижной станиной, на которой установлен механизм фиксации заготовок, и горизонтальными фрезами, отличающийся тем, что, с целью повыщения производительности, он снабжен дополнительным режущим инстру.ментом, расположенным перед фрезами в направлении рабочего хода станины. 2.Станок по п. 1, отличающийся тем, что дополнительный инструмент выполнен в виде размещенных в П-образном вырезе станины ножниц с подвижными и неподвижными ножами. 3.Станок по п. 2, отличающийся тем, что подвижные ножи ножниц установлены на Т-образной траверсе, связанной с порщневым приводом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 369984, кл. В 23 D 45/00, 1973. 2.Фрезерные станки.-Каталог. «Металлорежупяие станки, 4.1, ЦНТИ. М., 1960, гр. 6, с. 57.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной станок для удаления литников и промывников с отливок типа ручек | 1987 |
|
SU1507534A1 |
| Станок для отрезки литников и прибылей | 1980 |
|
SU942892A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ ОТРЕЗНОЙ СТАНОК ЛЕНТОЧНОГОТИПА | 1969 |
|
SU251361A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство для удаления технологических прибылей с литых заготовок | 1986 |
|
SU1465199A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |