Предложенный станок может быть использован для разрезания проката, слитков, листов, обрезки литников и прибылей на отливках.
Известны анодно-механические отрезные станки ленточного типа, содержащ,ие станину, источник технологического тока, систему для подачи электролита, ленточнопротяжный механизм с инструментом, траверсу и следящий привод для рабочей подачи.
Однако в известных станках, например в моделях 4822, 4823, МЭ-12, 4А822, МЭ-31, траверса .перемещается на подвижных каретках по круглым или плоским прямолинейным направляющим, которые в процессе работы загрязняются частицами жидкого стекла, проникающего в механизмы станка, что ухудшает надежность работы станка и усложняет конструкцию направляющих и кареток.
Отличительной особенностью описываемого станка является то, что траверса выполнена в виде поворачивающейся скобы с двумя цапфами, закрепленными на верхней и нижней части плоскости траверсы, образуя ось поворота, опоры которой закреплены в станине станка и удалены от места резания. Это увеличивает надежность и упрощает конструкцию станка.
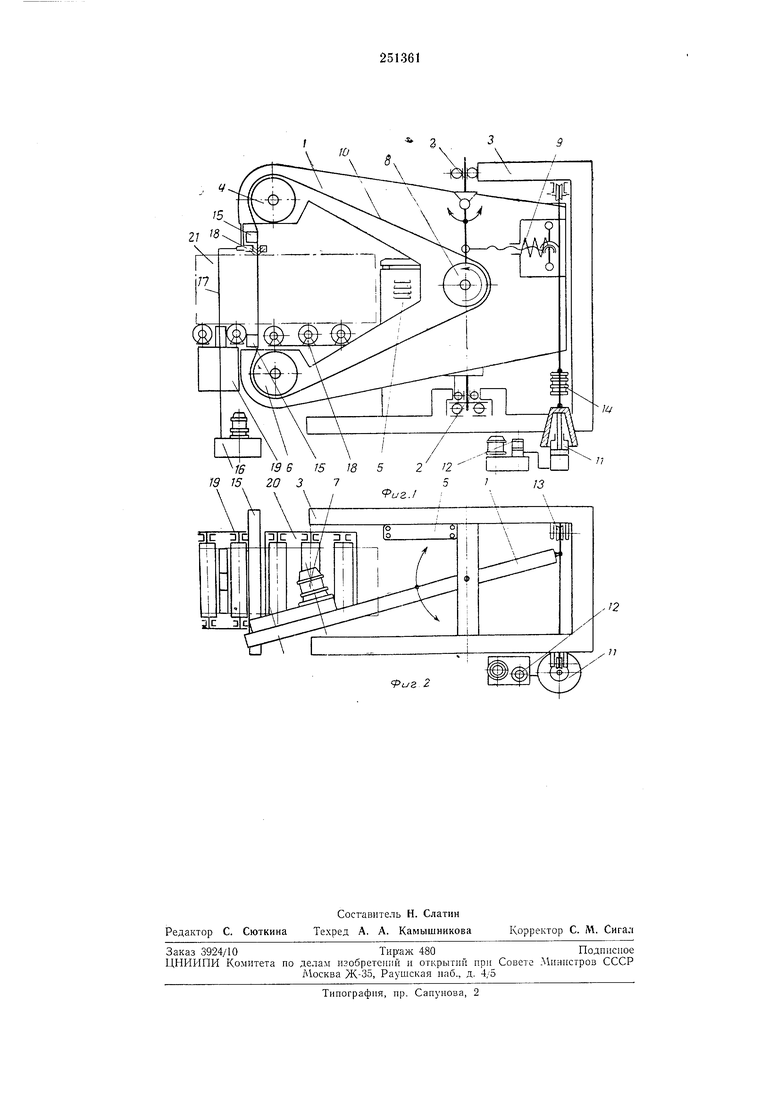
Анодно-механический отрезной станок ленточного типа содержит траверсу /, выполненную iB виде поворачивающейся скобы с двумя цапфами 2, закрепленными на верхней и нижней частях плоскости траверсы /, образуя ось поворота, опоры которой закреплены в станине 3 станка и удалены от места резания.
На траверсе,/ установлены три щкива, образующие лентопротяжный механизм. Шкив 4 через токосъемник соединен с источником технологического тока 5, щкив 6 с помощью клиноременной передачи - с приводом 7, а щкив 8 закреплен на маятниковой подвеске и соединен с механизмом натяжения 9, при помощи которого производится натяжение ленты-инструмента 10 до усилия требуемой величины.
Для поворота траверсы / как при холостых ходах, так и в процессе работы в автоматическом режиме применен следящий гидропривод, который состоит из исполнительного механизма 11, управляемого электродинамическим регулятором 12. На щток исполнительного механизма 11 устанавливается груз, который при помощи троса и роликов соединен с траверсой 1. Для отвода траверсы / в исход,ное, нерабочее нолол ение, она соединена при помощи троса и блока 13 с грузом 14.
ка имеются неподвижные направляющие 15, по которым скользит лента-инструмент 10.
Система подачи электролита в зону обработки имеет бак 16 для электролита с электронасосом, подводящим шлангом 17 и аппаратом полива 18. Для удаления и лодачи заготовки станок имеет шагающий стол 19 и неподвижный 1СТОЛ 20, на которые устанавливается заготовка 21.
Станок работает следующим Образом.
На траверсе / установлен лентопротяжный механизм, состоящий из трех шкивов 4, 6, 8, на которые надевается лента-инструмент W. Затем включают привод 7, источник технологического тока 5 и систему подачи электролита. При этом ток от источника технологического тока 5 .поступит на токосъемное устройство, соединенное со шкивом 4, а электролит из бака 16 по шлангам 17 поступит в аппарат полива 18.
Для отвода траверсы / в исходное, нерабочее, положение масло от маслонасосной станции подают в нештоковую полость исполнительного механизма 11, лоршень поднимает груз вверх и траверса 1 при помощи груза 14 повернется на цалфах 2 в исходное, нерабочее положение.
После того .как будут включены в работу лентопротяжный механизм, источник технологического тока 5 и система подачи электролита, включают электродинамический регулятор 12, с помощью которого регулируется расход масла из нещтоковой полости исполнительного механизма 11. При этом поршень и шток под усилием -груза будут перемещаться вниз, поворачивая траверсу и подводя рабочую (ветвь ленты-инструмента к заготовке 21. В момент соприкосновения ленты-инструмента с заготовкой 21 электродинамический регулятор автоматически устанавливается на рабочую .подачу, и происходит разрезание заготовки анодно-механическим способом.
Предмет изобретения
Анодно-механический отрезной станок ленточного ти.па, состоящий дз станины, источника технологического тока, системы для подачи
электролита, лентопротяжного механизма с инструментом, траверсы и следящего .привода для рабочей .подачи, отличающийся тем, что, с целью увеличения надежности станка и упрощения конструкции, траверса станка выполнена в виде поворачивающейся скоб.ы ,с двумя цапфами, закрепленными на верхней и нижней части плоскости траверсы, образуя ось поворота, опоры которой закреплены в станине станка и удалены от места резания.
Риг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНО-МЕХАНИЧЕСКИЙ СТАНОК ЛЕНТОЧНОГО ТИПА | 1967 |
|
SU204110A1 |
| Ленточношлифовальный станок | 1976 |
|
SU657974A1 |
| ПАТЕНТКО-ТЕХ[г[!^!ГНАя'БИБЛИО :::КА I | 1973 |
|
SU379350A1 |
| ВСЕСОЮЗНАЯ rrVi';s;rr,^;f;; J ;.^-.i;u I'.: ^ffrtf '5 | 1973 |
|
SU386742A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ ЛЕНТОЧНЫЙ СТАНОК | 1968 |
|
SU213506A1 |
| УСТРОЙСТВО ДЛЯ АНОДНО-МЕХАНИЧЕСКОЙ РЕЗКИ | 1973 |
|
SU373118A1 |
| Ленточно-отрезной станок | 1972 |
|
SU440234A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| ЛЕНТОПРОТЯЖНОЙ МЕХАНИЗМ К АНОДНО-Л\ЕХАНИЧ ЕСКОМУ | 1966 |
|
SU180472A1 |
| УСТРОЙСТВО К АНОДНО-МЕХАНИЧЕСКИМ ЛЕНТОЧНЫМСТАНКАМ | 1970 |
|
SU265331A1 |