1
Изобретение относится к сварке и может быть использовано при элект- родуповой сварке со сквозным проплав лением при применении в качестве источников питанр1я сварочных трансформаторов или сварочных вьтрямителей тока промышленной частоты.
Цель изобретения - повьппение качества сварки путем точной фиксации момента сквозного проплавления а также повышение надежности работы устройства при сварке модулированным током (импульсной дугой).
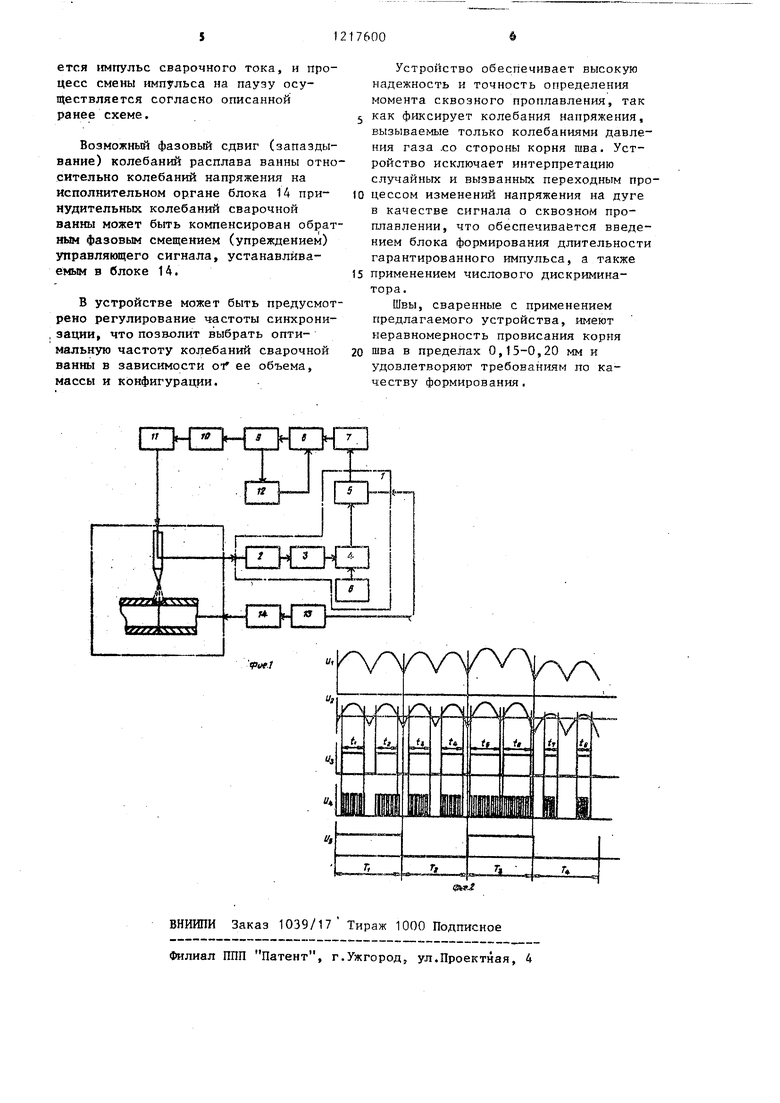
На фиг. 1 показана функциональная схема предлагаемого устройства; на фиг. 2 - временные диаграммы в характерных точках блока измерения напряжения на дуге.
Устройство содержит блок 1 измерения напряжения на дуге, состоящий из последовательно соединенных дифференцирующего блока 2, триггера 3 Шмитта, амплитудного модулятора 4 и реверсивного счетчика 5, причем к второму входу амплитудного модулятора подключен генератор 6 прямоугольных импульсов опорной частоты. Вход блока 1 измерения напряжения подключен к сварочному электроду, а выход через цифровой дискриминатор 7 и блок 8 задержки выключения тока сварочного импульса - блоку 9 формирования длительности паузы, выход Kotoporo соединен с входом блока 10 прерывания длительности сварочного импульса, подключенного к источнику 11 сварочного тока.
Второй выход блока 9 формирования длительности паузы подключен к входу блока 12 формирования длительности гарантированного импульса, выход которого соединен с втор ым входом блока 8 задержки выключения тока сварочного импульса. Выходы блока 13 синхронизации подключены к блоку 14 принудительных колебаний сварочной ванны и к реверсивному счетчику 5 блока 1 измерения напряжения на дуге
В качестве элементной базы блоков устройства могут быть приняты стандартные транзисторно-транзисторные логические (ТТЛ) Микросхемы, генератор 6 может быть стабилизирован кварцевым резонатором. Для осуществления гальваническо й развязки блок 10,- управляюпщй источником сварочного тока, можно выполнить на реле, подключенном к микросхеме через
176002
транзисторный ключ. Блок 14 принудительных колебаний сварочной ванны может быть выполнен в виде диафраг- менного устройства с электромагнит5 ным приводом, герметизированной полости которого соединен с магистралью защитного газа, а выход - с .внутренней полостью свариваемых трубок.
10 Устройство работает следующим образом.
Напряжение U с дуги (фиг. 2) поступает на дифференцирующий блок 2 блока 1 измерения напряжения, выде15 ляющий переменную составлякяцую сигнала и2 . Блок 2 работает в режиме частотного фильтра, пропуская сигнал частоты колебаний сварочной ванны и выше и отсекая сигнал низкой частоты,
20 появляющийся при наличии эксцентриситета между осью вращения гс релки и осью свариваемых труб. Сигнал с выхода блока 2 (U) подается на триггер 3 Шмитта, формирующий на
25 выходе логигшские О или 1 (Uj), в зависимости от присутствия на его входе отрицательного либо положительного потенциала соответственно. При наличии на выходе триггера 3 Шмитта
30 логиче.ской 1 или логического О амплитудный модулятор 4 пропускает г-игнал от генератора 6 импульсов опорной частоты на счетный вход реверсивного счетчика 5 либо уста22 навливает на этом же входе счетчика логический (Ь/4).
Блок 13 синхронизации вьщает из синусоидального напряжения питающей сети положительные прямоугольные
40 импульсы промышленной частоты и в дальнейщем формирует меандр Uj , причем периоды длительности импульса Т и паузы Т равны между собой и кратны периоду сетевого напряжения.
45 В момент появления логической 1 из блока 13 синхронизации реверсивньй счетчик 5 устанавливается в исходное положение, а затем в течение времени ее действия суммирует коли5Q чество импульсов, пришедших с амплитудного модулятора 4. Таким образом, в течение времени существования логической 1 на выходе блока 13 синхронизации реверсивным счетчиJJ ком 5 будет просуммировано количество импульсов генератора опорной частоты, которое пропорционально общему времени нахождения логических
..X. 1 II
1 на счетном входе счетчика 5(1,+ tj) , т.е. соответствует про- дол чительности положительных импульсов напряжения U , При наличии на выходе блока 13 синхронизации логического О реверсивный счетчик 5 осуществляет последовательное вычитание количества импульсов, проходящих в этот период с амплитудног модулятора 4 и пропорциональных отрезку времени t + ti, , из общей суммы импульсов, накопленной за время нахождения логической 1, на выходе блока 13 синхронизации.
Таким образом, определяется разность количества импульсов, сосчитанных реверсивным счетчиком в течение первого (Т) и второго (Т) периодов времени, которая соответствует разности сумм отрезков времени (.)-( ti,). В момент появления следующей логической на выходе блока 13 синхронизации состояние реверсивного счетчика 5 сравнивается с заданным в числовом дискриминаторе 7, после чего счетчик 5 устанавливается в исходное состояние, а цикл определения разно ти длительностей положительных импульсов напряжения U в двух смежных полупериодах сигнала с блока 13 синхронизации повторяется.
Если в результате вычитания состояние реверсивного счетчика 5 при поступлении сигнала опроса (появление логической 1 с блока 13 синхронизации) окажется меньше числа, задаваемого числовым дискриминатором 7, логическое состояние его выхода О не изменяется. При этом сварочный импульс продолжает существовать, проплавляя свариваемые кромки труб.
Такой случай будет иметь место при отсутствии колебаний напряжения на дуге с частотой и фазой, совпадающими с сигналом от лока 13 синхронизации.
При достижении момента сквозного проплавления колебания давления газа, воздействуя на поверхность зоны расплавленного металла со стороны корня шва, создают колебания поверхности зеркала ванны, обращенной к электроду. Это приводит к колебаниям длины сварочной дуги, а следовательно и напряжения на ней с частотой и фазой, соответствующего колебаниям давления пэза во
10
15
20
25
217600 -
внутренней полости трубы. Причем
кривая Ur в течение времени Tj, поднимается , а в промежутке Т( опускается относительно среднего значения напряжения, существовавшего до момента проплавления. За счет этого разница отрезков времени (ts+t,)- -(t - tg) окажется существенно большей , чем в предыдущем цикле вычислений, и больше числа, задаваемого числовым дискриминатором 7.
На выходе дискриминатора 7 появится логическая 1, которая разрешает начать отсчет заданного программой отрезка времени в блоке 8 задержки выключения тока сварочного импульса. Задержкой отключения сварочного импульса обеспечивается регулирование зоны проплавления в корне шва. По завершении отсчета времени задержки в блоке 8 сварочный импульс прерывается по цепи: блок 9 форми п рования длительности паузы.- блок 10 прерывания длительности сварочного импульса - источник 11 сварочного тока.
, Одновременно с окончанием отсчета времени в блоке 8 начинается отсчет времени паузы в блоке 9. В период существования паузы (горения де журной дуги) происходит кристаллизация сварочной ванны и перемещение сварочной горелки вдоль стыка. После завершения отсчета длительности паузы блок 9 выдает команду на включение импульса сварочного тока, и цикл повторяется. Одновременно блоком 9 включается отсчет времени формирования длительности гарантированного импульса в блоке 12. В течение отсчета этого времени прохождение разрешающего сигнала через блок 8 задержки выключения тока сварочного импульса блокируется. Этим обеспечивается предотвращение отключения сварочного импульса в период переходного процесса. Возбуждение дуги в начале процесса сварки осуществляется осциллятором либо контактным методом. При этом в момент резкого изменения напряжения со значения холостого хода источника питания до уровня, соответствующего напряжению горения дуги, обеспечивается прохождение сигнала (подобного сигналу о наличии проплавления) к 55 блоку формирования длительности паузы. Это обеспечивает гарантированное возбуждение дуги в паузе, после отсчета длительности которой включа30
35
40
45
50
ется импульс сварочного тока, и процесс смены импульса на паузу осу- Цествляегся согласно описанной ранее схеме.
Возможный фазовьй сдвиг (запаздывание) колебаний расплава ванны относительно колебаний напряжения на Исполнительном органе блока 14 принудительных колебаний сварочной ванны может быть компенсирован обратным фазовым смещением (упреждением) управляющего сигнала, устанавливаемым в блоке 14.
В устройстве может быть предусмотрено регулирование частоты синхронизации, что позволит выбрать оптимальную частоту колебаний сварочной ванны в зависимости от ее объема, массы и конфигурации.
Устройство обеспечивает высокую надежность и точность определения момента сквозного проплавления, так
как фиксирует колебания напряжения, вызываемые только колебаниями давления газа .со стороны корня шва. Устройство исключает интерпретацию случайных и вызванных переходным процессом изменений напряжения на дуге в качестве сигнала о сквозном про- плаБлении, что обеспечивается введением блока формирования длительности гарантированного импульса, а также
применением числового дискриминатора.
Швы, сваренные с применением предлагаемого устройства, имеют неравномерность провисания корня
шва в пределах 0,15-0,20 мм и удовлетворяют требованиям по качеству формирования,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1986 |
|
SU1323282A2 |
| Способ стабилизации сквозного проплавления | 1988 |
|
SU1593829A1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Способ сварки модулированным током | 1987 |
|
SU1454603A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |
| СИСТЕМА ДУГОВОЙ ЭЛЕКТРОСВАРКИ | 2002 |
|
RU2275280C2 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
ВНИИПИ Заказ 1039/1 Тираж 1000 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Сварочное производство, 1961, № 6, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для СЛЕЖЕНИЯ ЗА ГЛУБИНОЙ Г ПРОПЛАВЛЕНИЯ- | 0 |
|
SU331857A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
