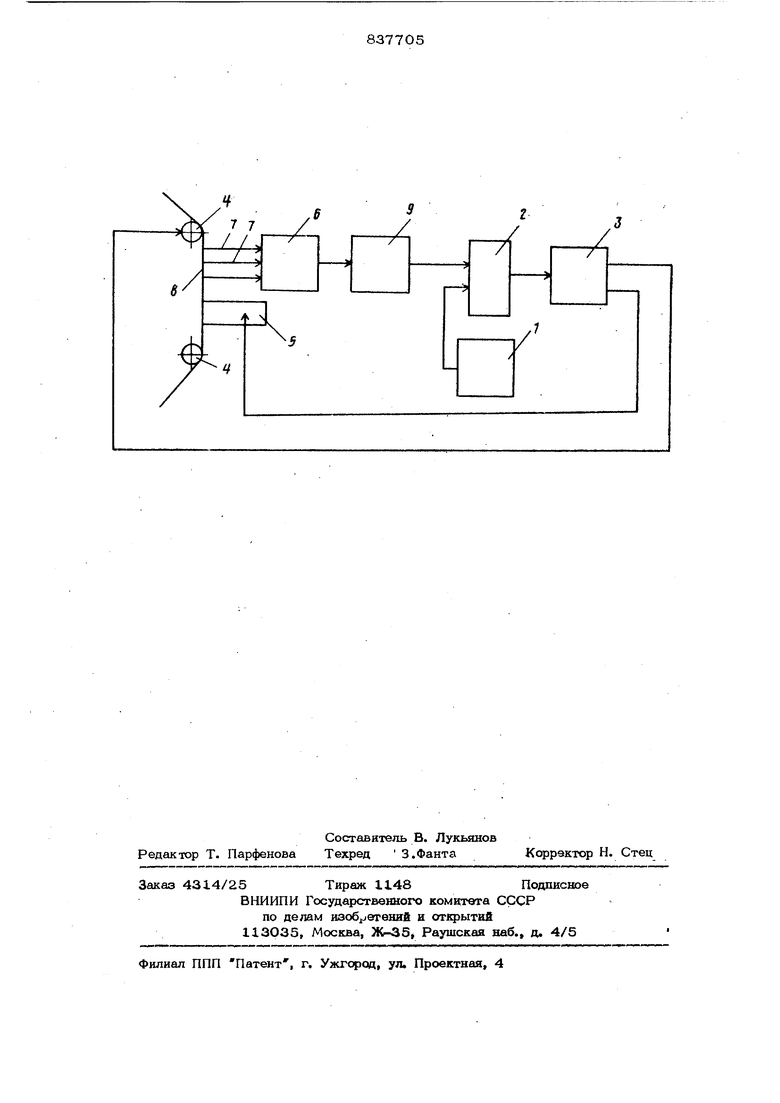
Изобретение относится к устройствам для обработки металлов, в частности к электрозроаионной обработке непрофилир ванным электродом проволокой деталей вз различных металлов и сплавов. Известны устройства для электроэро- зиошюй обработки проволочным электродом-инструментом, в которых, с целью предотвращения в процессе обработки электрода-инструмента при коротком замыкании межэлектродного промежутка, в генератор импульсов введен трансформатор с прямоугольной петлей Гистерезиса, сердечник которого перемагничивается за -прохождения сигнала по напряжению с межэлектродного промежутка .пр стабильном электроэрозио1шом пропессе, а при коротком замыкании не перемагни- чквается,либо отсутствует сигнал по напряжению li Сцнако оно не защищает проволочный электрод-инструмент при нормальном электроэрозионном процессе с превышением среднего тока выше допустимого. Наиболее близким техническим решением является устройство для электроэроаионной обработки проволочным электродом-инструментом, в котором с целью предотвращения обрыва электродаинструмента при превышении величины технологического тока выше допустимого встроен датчик состояния.электрода- инструмента - в виде датчика тока и пороговое устройство, формирующее защитный импульс, управляющий работой генератора импульсов 2. Однако невозможность учитывать изменение диаметра проволочного электрода-инструмента в пределах допуска изменения физико-химических свойств приводит к снижению режима обработки ниже максимального. Цель изобретения - обеспечение оптимального режима обработки благод я повышению надежности защиты электродаинструмента. Поставленная цель достигается тем, что даггчик состояния щюволочного электрода-шютрумсата выполнен в ввдо прием1шка лучистой энергии, испускаемой электродом-инструмонтом, устаноилелног вблизи электрода-инструмента на входе в можэлектродный зазор. Изморив температуру проволоки или уровень лучистой энергии, выше которого происходит разрыв проволки и уменьшив веЛИЧШ1У технологического тока через пров лоч11ый электрод- инструмент можно искЛЕочить обрыв проволоки по причине перегорания проволоки. На чертеже . изображена блок-схема устройства защиты проволочного электрода-инструмента от обрыва при электроэрозиошюй обработке детали. Устройство состоит из задающего генератора 1, схемы 2 совпадения, усилителя 3 мощности, подключенного одним своим выходом к токопроводу 4, а другим к детали 5. Приемник 6 лучистой энергии 7 оптически связан с отрезком проволок (датчиком) 8 между токрпроводом 4 и деталью 5, выход приемника лучистой энергии 6 подключен ко входу порогового устройства вырабатывающего защитный сигнал 9, выход которого подключен ко второму входу схемы 2 совпадения. Устройство работает следующим обра зом.. Задающий генератор 1 генерирует импульсы управления, которые с выхода задающего генератора поступают на первый вход схемы 2 совпадения и хфи наличии разрещающего сигнала на ее втором входе на выходе схемы 2 совпадения будет сигнал пропорциональный сигналу задающего генератора 1, который усиливается усилителем 3 мощности и подается с первого выхода на токопрово 4, а со второго - на обрабатываемую деталь 5. Протекающий между проволоч- ным электродом-инструментом 8 «и деталью 5 технологический ток обрабатывает деталь 5. В результате протекания технологического тока по отрезку прово локи электрода-инструмента 8 от токопровода 4 и детали 5, отрезок проволок В нагревается и излучает тепловые и св товые лучи 7 (т.е. является датчик;ом тепловой и световой энергии), принимае мые приемником лучистой энергий 6. Сигнал пропорциональный лучистой энергии, излучаемой отрезком проволочного электрода-инструмента 8, с выхода примника G (например, фотоумножителя, оторезистора, фототрюиистора и т.д.) оступает на вход noporoBoio устройства ормирователи защитного сигнала 9 (например, триггер Шмидта ), уровень срабатывания которого устанавливается на определенный уровень 1штенсявности лучистой энергии. С выхода схемы 9 защитный сигнал поступает на второй вход схемы 2 совпадения и при поступлении защитного сигнала схемы 2 совпадения не разрешает прохождение импульсов задающего генератора 1, в результате на выходе усилителя 3 мощности будут отсутствовать импульсы технологического тока, ток по проволочному электроду прекращается, и провол.ока не обрывается от перегорания. При снижении уровня излучения схема, вырабатывающая защитный сигнал 9, приходит в исходное состояние, на второй вход схемы 2 совпадения поступает разрешающий и усилитель мощности вырабатывает импульсы техноло/ ического тока. Описанное устройство позволяет повысить производительность обработки на 20-5О% вследствие повышения надежности защиты проволочного электрода-инструмента от обрыва (перегорания). Формула -изобретени я Устройство для электроэрозионной обработки проволочным электродом-инструментом, содержащее генератор импульсов, датчик состояния электродаинструмента и пороговое устройство для формирования защитного импульса, управляющего работой генератора, о т л и - чающееся тем, что, с целью обеспечения оптимального режима обработки благодаря повышению надежности защиты электрода-инструмента, датчик состояаля электрода-инструмента выполнен в виде приемника лучистой энергии, испускаемой электродом-инструментом, установленного на входе в межэлектродный зазор. Источники информации, принятые во внимш1ие при экспертизе 1.Авторское свидетельство СССР N9 574297, кл. В 23 Р 1/02, 1977. 2.Авторское свидетельство СССР по заявке № 2513423/25-О8, кл. В 23 Р 1/О2, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок контурной вырезки | 1977 |
|
SU747676A1 |
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Способ измерения износа электрода- иНСТРуМЕНТА пРи элЕКТРОэРОзиОННОйОбРАбОТКЕ издЕлий и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848229A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМИ РАЗРЯДАМИ ПРИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065342C1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1980 |
|
SU1268096A3 |
| Источник технологического тока | 1977 |
|
SU733220A1 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |