1
Изобретение относится к обработке металлов резанием и может быть использовано для подведения смазочно-охлаждающей жидкости к режущему инструмен- ту как в обычных условиях, так и при работе в разряженной среде и в условиях невесомости.
Известно устройство для подвода .смаэочно-охлаждающей жидкости к станкам для глубокого сверления, выполненное в виде камеры, охватывающей рабочий инструмент, снабженной элементами для соединения с обрабатываемой деталью и выполненной из двух под- 15 вижных в осевом направлении одна относительно другой частей, одна из которых закрепляется на станке, а другая - прижимается к обрабатываемой детали ГЦ.20
Такое устройство не позволяет производить смазку режущего инструмента при подведении его снизу, а также в условиях вакуума в невесомости.
Цель, изобретения - обеспечение 25 удержания смазки вблизи зоны.резания в любом пространственном положении инструмента, а также при работе в условиях вакуума и другой контролируемой среды.30
Указанная цель достигается тем, что часть корпуса, которая закреплена на станке, снабжена постоянными магнитами, а часть корпуса, прилеганхцая к детсши, выполнена в виде камеры, снабженной направляющими кондукторными втулками. При этом смазочно-охлаждаюсдая жидкость, обладакяцая магнитными свойствами и находящаяся в камере, стремится под действием магнитного поля в направлении зоны резания.
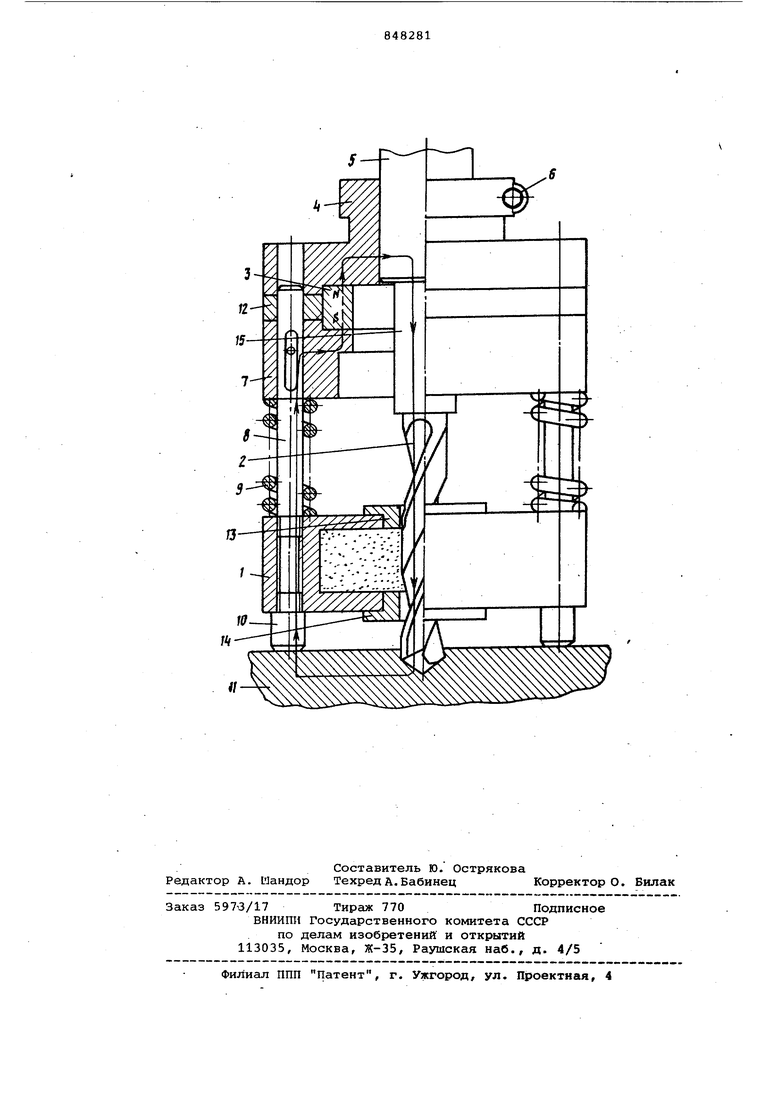
На чертеже приведено предлагаемое устройство для подачи смазочно-охлаждающей жидкости.
Устройство состоит КЗ камеры 1, охватывающей режущий инструмент 2 и содержащей смазочно-охл.аждающую жидкость, магнита 3, траверсы 4, закрепляемой на гильзе 5 с помощью болта 6. Верхняя неподвижная часть устройства через корпус 7 связана с перемещающейся в осевом направлении камерой 1 с помснцью стоек 8. Пружина 9 обеспечивает постоянный контакт камеры 1 через ножки 10 с обрабатываемой деталью 11. Втулка 12 и сменная втулка 13,выполнены из немагнитного материала, что препятствует згиииканию магнитного поля.
Втулка 14 выполнена из немагнитного материала, если обрабатываемая деталь 11 магнитна. В этом i случае магнитное поле замыкается через ножки 10, обрабатываемую деталь 11 и инструмент 2. Если обрабатываемая деталь 11 выполнена из немагнитного материала, втулка 14 выполнена из магнитного материала, В этом случае магнитное поле {замыкается через втулку 14 и режущий инструмент 2, что обеспечивает его смазку в зазоре между втулкой 14 и инструментом 2.
Режущий инструмент 2 закреплен в шпинделе станка 15.
В нерабочем состоянии магнитное поле проходит через корпус камеры 1, смазочно-охла)хдающую жидкость и инструмент, что приводит к образованию уплотнения из СОЖ, препятствующему ее вытеканию из камеры 1.
При обработке изделий из ферромагнитного материала, магнитное поле замыкается следующим образом:
от магнита 3 через корпус 7, стойки 8, корпус камеры 1, ножки 10, обрабатываемую деталь из ферромагнитного материала 11,.инструмент 2, шпиндель 15, гильзу 5, траверсу 4 на противоположный полюс постоянного кольцевого магнита 3. Наибольшая напряженность магнитного поля в этом случае находится в зоне контакта режущего инструмента 2 с обрабатываемой деталью 11, куда и втягивается смазочноохлаждающая жидкость.
При обработке отверстий в деталях из немагнитного материала в камеру 1 устанавливается втулка 14 из магнитного материала. В этом случае магнитный поток замыкается через втулку 14 и режущий инструмент 2.
Втулки 13 и 14 меняются также в зависимости от диаметра инструмента.
Периодическое погружение режущей части инструмента в камеру 1 во врея обратного хода обеспечивает ее смазку СОЖ.
Изобретение обеспечивает надежную смазку режущей части инструмента, в частности, при подводе его к обрабатываемой детали снизу и при работе в условиях космоса, что повышает долговечность работы режущего инструмента, чистоту обрабатываемых поверхностей и производительность труда.
Формула изобретения
Устройство для подвода ферромагнитной смазочно-охлаждающей жидкости (СО;:() к металлорежущим станкам, содержа1тдее охватывающий инструмент корпус , выполненный в виде двух подвижных друг относительно друга в осевом направлении частей, одна из которых закреплена на станке, а другая - установлена с возможностью прижима к обрабатываемой детали, отличающееся тем, что, с целью обеспечения возможности удержания СОЖ вблизи зоны резания в любом пространственном положении, в условиях вакууйа и другой контролируемой среды,
закрепленная на станке часть снабжена магнитами, а другая часть корпуса выполнена в виде камеры из магнитного материала, оснащенной направляющими кондукторными втулками.
Источники информации, лринятые во внимание при экспертизе
1. Авторское свидетельство СССР № 389913, кл. В 23 Q 11/10, 1973.
312
15
«
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2002 |
|
RU2281847C2 |
| Дисковый инструмент | 1986 |
|
SU1404342A1 |
| СПОСОБ ОЧИСТКИ ЖИДКОСТИ ОТ ФЕРРОМАГНИТНЫХ ЧАСТИЦ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2381072C2 |
| Подшипниковый узел | 1984 |
|
SU1275145A1 |
| Устройство для охлаждения зоны резания | 1978 |
|
SU770766A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА К СТАНКАМ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1994 |
|
RU2072290C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2284879C1 |
| Устройство для подвода ферромагнитной смазочно-охлаждающей жидкости | 1980 |
|
SU963804A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2284878C1 |