ны к выходам соответствующих вращающихся трансформаторов обратной связи. Это позволяет осуществлять запись на магнитную ленту сигналов, несущих информацию о линейных величинах перемещений, чем повышается точность устройства.
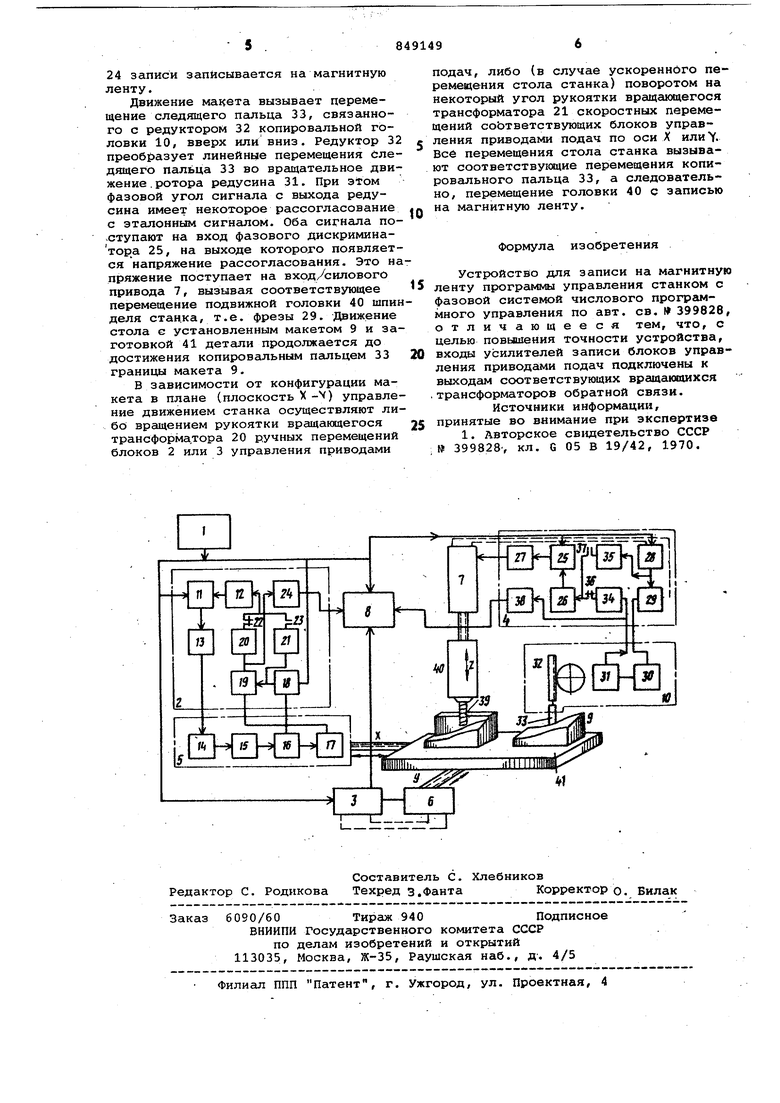
На чертеже представлена функциональная схема устройства.
Устройство содержит генератор 1 эталонного сигнала, блоки 2-4 управления приводами подач по осям X,Y ,2 соответственно, силовые приводы 5-7 по осям X, V ,Z соответственно, лентопротяжный механизм с головками 8 Магнитной записи, макет 9 обрабатываемой поверхности и копировальную головку 10. Блоки управления приводами подач по осям X ,V выполнены идентично и содержат фазовый дискриминатор 11, усилитель 12 вращакхцегося трансформатора, усилитель 13 постоянного тока. Силовые приводы 5-7, выполненные идентично, содержат электромеханический преобразователь 14, золотник управления 15, насосную станцию 16, гидродвигатель 17, редусин 18, вращающийся трансформатор 19 обратной связи, вращающийся трансформатор 20 ручного перемещения, вращакадийся трансформатор 21 скоростного перемещения, замыкающий контакт 22 и размыкающий контакт 23 составляют цепь обратной связи между силовым приводом 5 и фаговым дискриминатором 11, и усилитель 24 записи.
Блок 4 управления приводом подач по оси 2 содержит фазовый дискриминатор 25, усилитель 26 вращающегося трансформатора, усилитель 27 постоянного тока, редусин 28, вращающийся трансформатор 29 обратной связи, усилитель 30, редусин 31 копировальной головки 10, состоящей из редуктора 32 со следящим пгшьцем 33, вращающиеся трансформаторы 34 и 35 ручного и скоростного перемещений, замыкающий контакт 36 и размыкающий контакт 37, которые составляют цепь обратной связи между силовым приводом 7 и фазовым дискриминатором 25, и усилитель 38 записи.
Кроме того, устройство включает фрезу 39, подвижную головку 40 шпинделя и заготовку 41 детали.
Устройство работает следующим образом.
На столе станка под копировальной головкой 10 устанавливают макет 9 и под фрезой 39 заготовку 41. Копировальный палец 33. опускают до соприкосновения с поверхностью макета 9. После включения силовых приводов 5-7 и лентопротяжного механизма 8 производят вспомогательное перемещение фрезы по координате Z на необходимую величину для врезания ее в материал заготовки 41 круговым вращением рукоятки вращающегося трансформатора 34
ручных перемещений. При этом фазовый угол сигнала на его выходе имеет некоторое рассогласование с фазой эталонного сигнала.
Оба сигнала поступают на вход Дискриминатора 25f на выходе которого появляется напряжение рассогласования. Это напряжение поступает на вход силового привода 7, вызывая перемещение подвижной головки 40 Ц1пинделя станка. Редусин 28 стабилизирует работу силового привода 7, а вращающийся трансформатор 29 обратной связи осуществляет обратную связь по положению головки40, вращая фазу входного сигнала в соответствии с перемещением рабочего органа. С выхода вращающегося трансформатора 29 обратной связи сигнал через усилитель 38 записи записывается на магнитную ленту. По достижении заданного положения рукоятку вращающегося трансформатора 34 ручного перемещения вращать прекращают, и вращаклдийся трансформатор 29 обратной связи приводит к исчезновению фазового угла рассогласования на входе фазового дискриминатора 25, что вызывает остановку головки 40.
Для ускоренного перемещения головки 40 поворачивают рукоятку вращакяцеГося трансформатора 35 скоростных перемещений на некоторый угол. При этом контакт 36 размыкается, отключая обратную ,связь по положению, а контакт 37 замыкается. На вход фазового дискриминатора 25 поступает постоянный сигнал фазового рассогласования.
Для остановки головки 40 рукоятку вра1дающегося трансформатора 35 скоростных перемещений устанавливают в нулевое положение, контакт 37 раз.мыкается, а контакт 36 замыкается. В зависимости от положения следящего пальца 33 копировальной головки 10 производят вращение рукоятки вращающегося трансформатора 20 ручных перемещений в блоках 2 или 3 управления подачами. При вращении рукоятки вращающегося трансформатора 20 ручных перемещений фазовый угол сигнала с его выхода будет иметь рассогласование с фазой эталонного сигнала. Оба сигнала поступают на вход фазового дискриминатора 11, на выходе которого появляется напряжение рассогласования . Это напряжение поступает на вход силового привода 5 или 6, вызывая перемещение стола и установленных на нем макета 9 и заготовки 41 по координате X или V .
Редусин 18 стабилизирует работу силового привода X или Y , а вращающийся трансформатор 19 обратной связи осуществляет обратную связь по положению стола по координате X или Y вращая фазу входного сигнала в соответствии с перемещением стола. С выхода вращающегося трансформатора 19 обратной связи сигнал через усилитель

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАПИСИ НА МАГНИТНУЮ ЛЕНТУ | 1973 |
|
SU399828A1 |
| Многоканальное устройство для программного управления | 1978 |
|
SU750438A1 |
| УСТРОЙСТВО для СИНХРОНИЗАЦИИ СТАНКОВ с ФАЗОВОЙ СИСТЕМОЙ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ | 1973 |
|
SU408275A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Устройство для управления металлорежущим станком | 1978 |
|
SU746421A1 |
| Копировальное следящее устройство для станков с программным управлением | 1981 |
|
SU960732A1 |
| Способ механической обработкиРЕзАНиЕМ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU841896A1 |
| Импульсно-фазовая следящая система | 1982 |
|
SU1095131A1 |
| Фазо-импульсное устройство для программного управления | 1975 |
|
SU538341A1 |
| Импульсно-фазовая следящая система | 1982 |
|
SU1023280A1 |
