ки-шестерни 10 содержит кинематически связанные между собой и смонтированные на поворотной рамке 11 шестерни 12-15. Шестерни 12 и 13 постоянно соединены с гайкой-шестерней 10. Шестерни 15 и 12 попеременно входят в зацепление с зубчатым колесом 16, жестко связанным с кулачком 17. На поворотной рамке 11 закреплен ролик 18, контактирующий с кулачком 17. Рамка 11 подпружинена относительно зубчатого колеса 16. В верхней части цангового патрона 9 жестко с ним закреплено храповое колесо 20 с собачкой 21 над которыми закреплены тормозные колодочки 22. Станок имеет сверлильную 23. фрезерную 24 и пильную 25 головки, механизм подачи
каждой из них содержит соответственно кулачки 26,27 и 28. Последние закреплены на приводном распределительном валу 29. Шпиндель 31 сверлильной головки связан с приводом 32, фрезерная головка 24 - с приводом 41, пильная 25 - с приводом 43. На стенке установлен упор 45 для обработки деталей различного размера. При работе заготовка 7, вставленная в цанговый патрон 9, перемещается до упора 45. Дают команду вращения распределительного вала 29 с кулачками 17, 26, 27 и 28 и зубчатым колесом 16. Через последнее вращение передается шестерням 15 и 12 и гайке-шестерне 10. 1 з п. ф-лы 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок для одновременной обработки канавок и спинок спирального сверла | 1982 |
|
SU1042909A2 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности. Станок для изготовления деталей тел вращения из древесины включает верхнюю плиту 1 и основание 2. На плите 1 смонтирован механизм зажима и вращения заготовки 7, который включает установленный в корпусе 8 цанговый патрон 9 закрепленную в нижней его части гайку-шестерню 10 и механизм ее перемещения. Механизм перемещения гай- 7. (Л С VI со со го со ел 
Изобретение относится к деревообрабатывающей промышленности в частности к нарезанию профильных изделий из древесины.
Цель изобретения - повышение производительности.
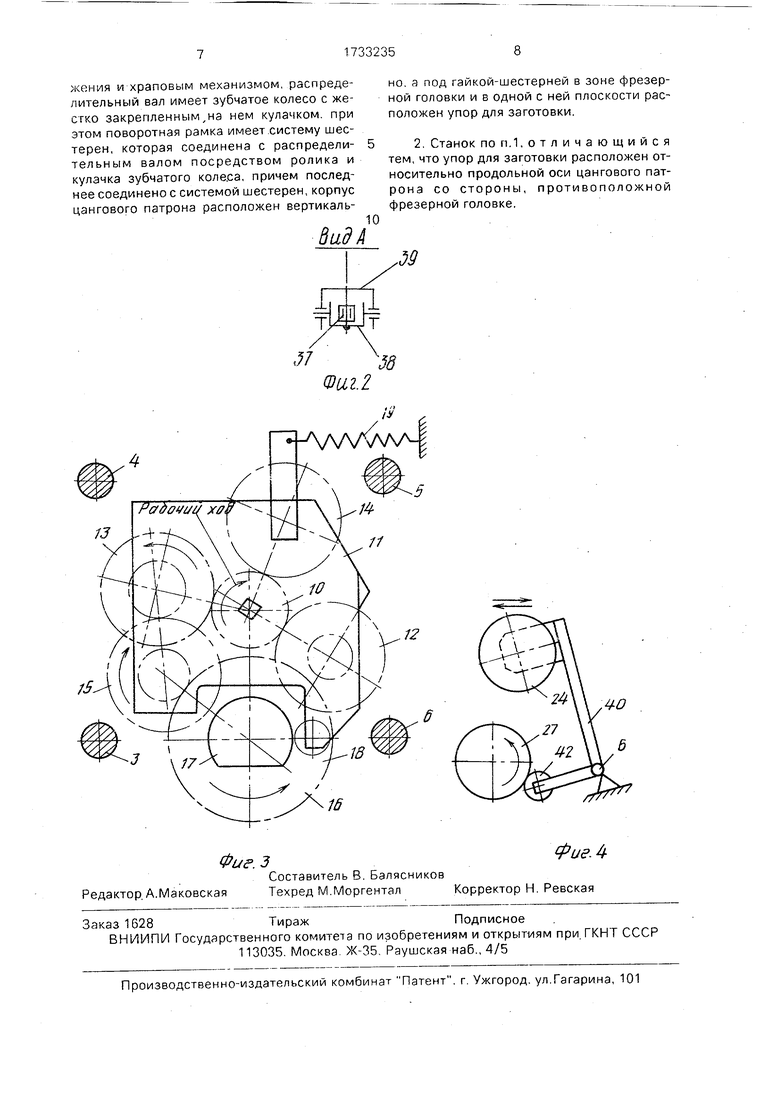
На фиг.1 изображена кинематическая схема станка; на фиг.2 - вид А на фиг 1 на фиг.З - поворотная рамка с системой шестерен; на фиг.4 - механизм подачи фрезы.
Станок для изготовления деталей тел вращения из древесины содержит верхнюю плиту 1 и основание 2. представляющее собой нижнюю опорную плиту, жестко закрепленные на вертикальных стойках 3 6. Нз плите 1 смонтирован механизм зажима и вращения заготовки 7 который включает установленный в корпусе 8 цанговый патрон 9, закрепленную в нижней его части гайку-шестерню 10 и механизм ее перемещения. Механизм перемещения гайки-шестерни 10 содержит кинематически связанные между собой и смонтированные на поворотной рамке 11 шестерни 12-15 из которых шестерни 12 и 13 находятся в постоянном зацеплении с гайкой-шестерней 10, а шестерни 15 и 12 попеременно входят в зацепление с зубчатым колесом 16 жестко связанным с кулачком 17 На поворотной рамке 11 закреплен ролик 18 контактирующий с кулачком 17 причем рамка 11 имеет пружину 19 относительно зубчатого колеса 16 и приспособление для регулирования натяжения пружины (не показано). Рамка 11 закреплена на корпусе 8 В верхней части цангового патрона 9 жестко с ним закреплено храповое колесо 20 с собачкой 21 Для обеспечения надежного зажима заготовки в станке предусмотрено приспособление для торможения цангового патрона 9 (в данном
примере оно закреплено в верхней части патрона 9 и выполнено в виде пружины с тормозными колодочками 22)
Станок имеет сверлильную 23, фрезерную 24 и пильную 25 головки, механизм подачи каждой из которых содержит кулачок 26 28 соответственно. Кулацки 26-28 жестко закреплены на приводном распределительном валу 29, продольная ось которого
параллельна продольной оси рангового патрона 9. Распределительный вал 29 смонтирован на опорных плитах 1 и 2 станка и связан с электродвигателем 30.
На стойках 4 и 5 с возможносыо перемещения вдоль них установлена плита (не показана). На плите смонтирована сверлильная головка 23 ось сверла расположена строго соосно оси цангового патрона 9. Шпиндель 31 сверлильной головки посредством клиноременной передачи 33 связан с электродвигателем 32. Механизм подачи сверла содержит систему рычагов 34 и 35. Рычаг 34 жестко закреплен на оси 36, а свободный конец рычага 35 шарнирно закреплен на плите. Ролик 37, контактирующий с кулачком 28, закреплен на поворотной в зертикальной плоскости рамке 38, которая смонтирована в серьге 39, жестко закрепленной на оси 36, которая
свободно установлена на кронштейне (не показан). Кронштейн жестко закреплен на стойках 3 и 6 Наличие стабилизирующей рамки 38 позволяет оси ролика 37 сохранять в процессе работы вертикальное положение, чем зс снечивается контакт ролика 37 по всей bcico.e рабочей поверхности кулачка 28.
На стойке 6 закреплен поворотный двуплечий рычаг 40, на одном плече которого
смонтированы фрезерная головка 24 с фигурной фрезой и привод ее вращения от электродвигателя 41, а на другом - контактирующий с кулачком 27 контактный ролик 42.
На стойке 3 закреплен механизм подачи пильной головки 25, аналогичный описанному механизму подачи фрезерной головки 24. Механизм также содержит двуплечий рычаг, на одном конце которого закреплены дисковые пилы с приводом их вращения от электродвигателя 43. а на другом - ролик 44, контактирующий с кулачком 26.
В станке для подали заготовки на необходимый размер изделия предусмотрен упор 45, закрепленный на стойке 4.
Станок работает следующим образом.
Заготовку 7 вставляют сверху в цанговый патрон 9. Под собственным весом заготовка перемещается до упора 45. Все исполнительные механизмы находя гея в исходном положении. На пульте управления нажимают кнопку Пуск I. и инструменты начинают вращение. Затем включают кнопку Пуск II, и начинает вращение распределительный вал 29 с кулачками 17. 26 27 и 28 и зубчатым колесом 16. Через зубчатое колесо 16 вращение последовательно передается шестерням 15 и 12, а следовательно, и гайке-шестерне 10. которая навинчивается на цанговый патрон 9. который в момент зажима заготовки притормаживается колодочками 22. Гайка-шестерня 10 сводит лепестки цангового патрона, и происходит зажим заготовки 7. Заготовка начинает поворачиваться вокруг своей продольной оси. Ролик 18 находится в контакте с кулачком 17 на его большем радиусе. К моменту начала поворота заготовки 7 кулачок 28 механизма подачи сверлильной головки 23 занимает положение, при котором ролик 37, контактирующий с ним, поворачивает рамку 38, при этом ось ролика 38 остается параллельной оси вращения кулачка Рамка 38 воздействует на серьгу 39. а та в свою очередь поворачивает ось 36 (так как жестко закреплена на последней). Срабатывает система рычагов 34 и 35, и плита перемещается вверх по стойкам 4 и 5, обеспечивая подачу сверла. Сверло внедряется в заготовку 7 и сверлит отверстие. Поскольку распределительный вал с кулачками все время осуществляет поворот, кулачки 26 -28 механизмов подачи инструмента занимают необходимые положения. Так. после сверления от- °ерстия кулачок 28 занимает положение, при котором ролик 37. скользя по его поверхности, возвращается в исходное положение, а вместе с ним возвращается и рамка 38 и т.д. Плита со сверлильной головкой занимает исходное положение К моменту
выхода сверлильной головки из зоны обработки фрезерная головка 24 уже находится в зоне обработки и начинает обрабатывать заготовку сразу же после вывода сверла из
отверстия. Обеспечивается это профилем кулачка, так как кулачок 27 механизма подачи фрезерной головки занимает положение, при котором контактирующий с ним ролик 42 воздействует на рычаг 40, осуще0 ствляя при этом подачу фигурной фрезы. К моменту окончания фрезерования заготовки 7 кулачок 27 занимает положение, при котором ролик 42, воздействуя на рычаг 40, возвращает его. а следовательно, и фрезер5 ную головку в исходную положение. К этому времени кулачок 26 механизма подачи пилы 25 занимает положение, обеспечивающее через ролик 44 подачу пильной головки, а
0 затем ее возврат в исходное положение. Проводится отрезка готовых изделий. Готовые изделия падают в бункер (не показан). К этому моменту кулачок 17 механизма зажима и вращения заготовки занимает по5 ложение, при котором ролик 18, обкатываясь по поверхности кулачка 17, поворачивает поворотную рамку 11, шестерня 15 выходит из зацепления с зубчатым колесом 16, а шестерня 12 входит в зацеп0 ление с колесом 16. Шестерня 12 .начинает вращать гайку-шестерню 10 f. сторону, освобождая лепестки цангового патрона 9. В этот момент собачка 21 храпового колеса 20 удерживает цанговый патрон 9 от
5 поворота в обратную сторону. Заготовка освобождается и под собственным весом опускается до упора 45. Цикл повторяется. За один цикл можно получить несколько заготовок.
0Автоматическое сведение и разведение
лепестков цангового патрона (зажим заготовки и обеспечение ей свободного хода), подача заготовки без остановки станка под собственным весом в зону обработки и в
5 цанговый патрон, уплотнение до минимума циклограммы подачи режущих инструментов позволяет увеличить производительность станка. Компоновка станка позволяет придать eiviY эстетический вид и небольшие
0 габариты.
Ф о р м л а изобретения 1. Станок для изготовления деталей тел вращения из древесины, содержащий основание, механизм зажима и вращения заготовки
5 в виде центового патрона, кинематически свя- занныз между собой сверлильную и фрезерную головки, распределительный вал и приводы, отличающийся тем, что, с целью повышения производительности, корпус цангового патрона снабжен поворотной рамкой, гайкой-шестерней, приспособлением торможония и храповым механизмом, распределительный вал имеет зубчатое колесо с же- сгко закрепленным,на нем кулачком, при этом поворотная рамка имеет систему шестерен, которая соединена с распределительным валом посредством ролика и кулачка зубчатого колеса, причем последнее соединено с системой шестерен, корпус цангового патрона расположен вертикальВ ид А
1
I
Фиг. 2
но. а под гайкой-шестерней в зоне фрезерной головки и в одной с ней плоскости расположен упор для заготовки.
1 т
| Станок для двухстороннего нарезания шаров из древесины | 1980 |
|
SU967811A1 |
