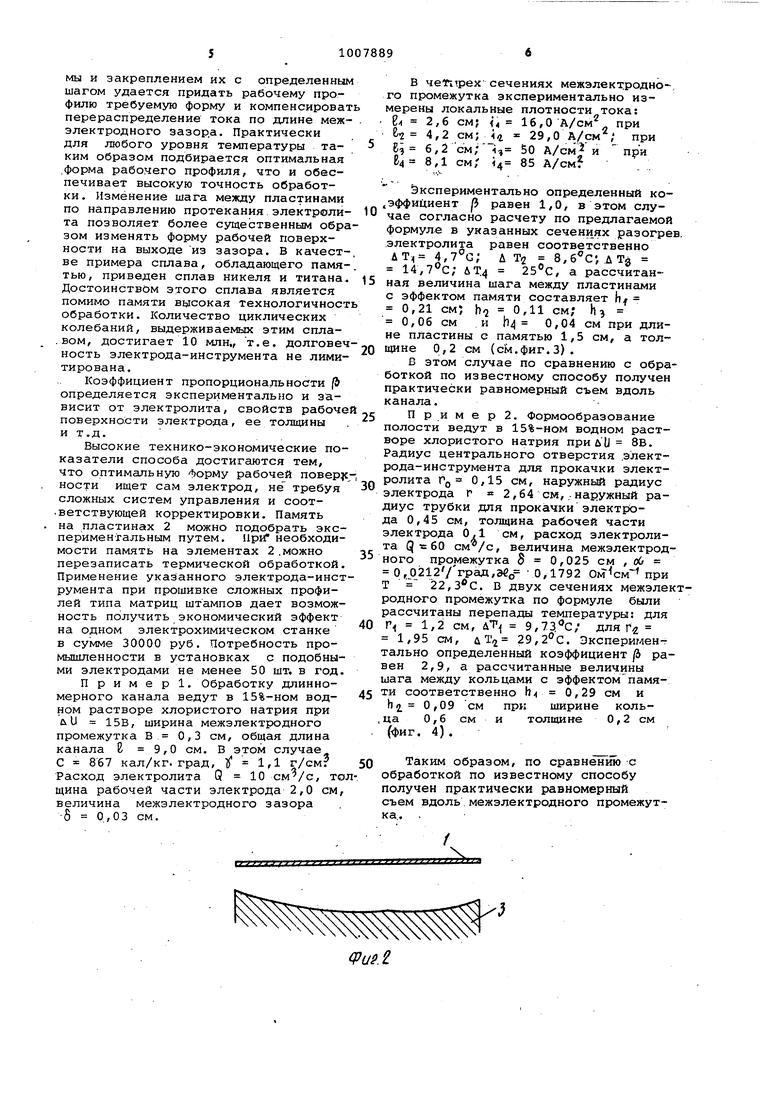
Изобретение относится к-электрофизическим и электрохимическим мето дам обработки и может быть использовано для электрохимической обрабо ки различных полостей деталей машин Известно, что в процессе электро химической обработки протяженных профилей в межэлектроднс промежутке наблюдается значительное выделение тепла, в результате чего в межэлектродном промежутке происходи перераспределение, -тока вдоль обрабатываемой поверхности и появление неодинаковой локальной скорости рас ворения профиля l . Наблюдаемые явления приводят к ухудшению точности обработки Известен способ электрохимическо обработки с использованием электрода-инструмента, содержащего рабочую часть электрода и пластины, обладаю щие эффектом памяти формы Р. Однако при использовании известнего способа пластины, облгщающйе эффектом памяти формы, реагируют только на величину пропускаемого через них тока, из-за чего электрод инструмент не является самонастраивающимся и для его функционировани необходимо наличие блока управления при отсутствии блока управления подобный электрод-инструмент не обесп чивает необходимой точности обработ ки. Цель изобретения - поввшение точ ности обработки путем учета изменения параметров электрюлита ло длине его потока в межэЛектродном промежутке . Поставленная цель достигается тем, что в способе электрохимическо размерной обработки металлов, при к тором рабочий профиль электрода-инс румента корректируют непосредственно в процессе обработки благодаря использованию в его конструкции пластин с эффектом памяти формы, ко рекцию рабочего профиля электродаинструмента производят в зависимост от изменения температуры электролита по длине его потока вмежэлект родном промежутке, для чего обработку ведут электродом-инструментом, в котором пластины с эффектом памяти формы закреплены на его гибкой рабочей части перпендикулярно . направлению ; потока электролита в каждой его точке с шагом, задаваемым соотношением h.i/uT, - шаг между.пластинами с эффектом памяти формы, см - коэффициент пропорциональности, показывающий из-f менение шага при увеличении температуры электрода в зазоре на , см/град, - разогрев электролита в межэлектродном промежутке за счет джоулева тепла, град, для случая обработки длиномерного канала .т.°-.ве. КСлучая прошивки „ Г rTvuuV-aeo, о оЛ 1 ( AU омическая составляющая падения напряжения на.электродах, В ширина межэлектродного промежутка, см; длина межэлектродного промежутка, см/ . расход электролита, см/с/ У - удельный вес электролита, с - удельная теплоемкость электролита, кал/г«град; 4 - плотность тока. А/см,2; (А - температурный коэффициент электропроводности , удельная электропроводность электролита в сечении Гд, Гд - радиус центрального отверстия электрода-инструмента, подводящего электролит, см; г - рабочий радиус электрода-инструмента/ CMJ О - величина межэлектродного зазора, см. фиг.1 представлен вид рабоасти электрода-инструменГта с инами с эффектом памяти формы; г.2 - профиль обрабатываемой и в случае использования электс неподвижным профилем на фиг.З ение шага пластин вдоль межэлект-г го промежутка} на фиг.4 - разлектрода-инструмента. зогрев электролита в межэлектм промежутке определяют соотноми, котоЕме выводятся следуюбразом. работка длинномерного канала, ество, выделившегося джоулева 0,24 iUDt tl - ток между электродами. А , : t - время обработки, с. 60 Количество тепла, выделившееся от перепада температуры на -входе . и выходе из рабочего зазора от джоулева тепла равно W .с М ЛТ, лс
где М - масса электролита, равная : М Qj t, (3)
Тогда
.с Q j tuT (it)
W Приравнивая выражения (1) и (4), получаем:-. , „ 0.24 bUb Qy . Поскольку плотность тока определяет ся соотношением то выражение (5) принимает вид лТ- RP Прошивка отверстий. Допуская, что теплоотдача к поверхности металла iH изменение теплопроводности элект7 ролита незначителыш, поверхностианода и катода эквипотенциональны, н ,грев электррлита в насосе незначите,лен, можно считать, что теплоотдача ;происходит в основном за счет конвективного теплообмена. Тогда, выделив мысленно в межэлектродном зазо объем, ограниченный цилиндрическими поверхностями радиусов г и г+ dr.dt B. этом объеме, выражение можно Haitftcatb для количества джоулева тепла, выделенного за время . dg Zt rdrco dtгде GJ - плотность тепловой мощноети, «.«.te.juf-(ff,; где-ЭСр- удельная электропроводность электролита в сечении г, За это же время через выделенный объем проходит злакт|ролит с массой . dm V2 r5Vrc|t, (10) где VP - скорость течения электролит в сечении г , определяемая через расход соотношением Y -® . (М) В результате поглощения джоулева тепла температура электролита на выходе из ра ссматриваемого объема повыаается на величину dТ,определяемую равенством dg cdmdT, Приравнивая выражения (8) и (12) и 57читывания равенства (9) - (11) и
зависимос.ть изменения удельной электропроводности раствора от температуры
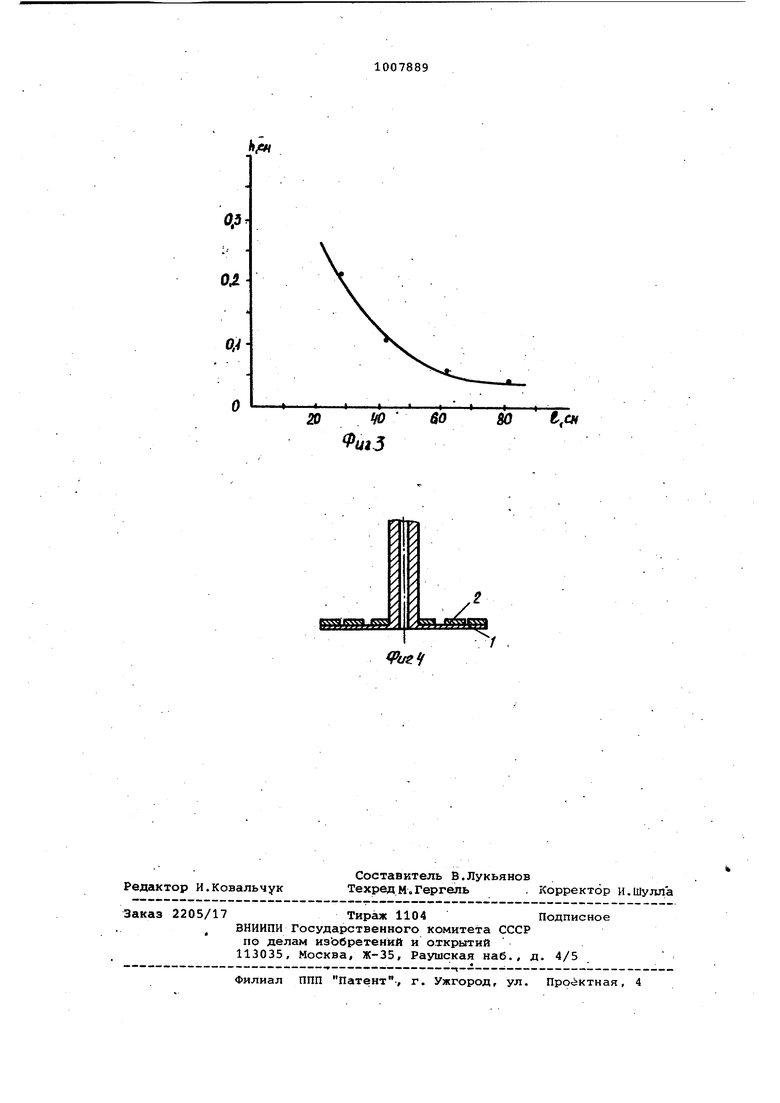
3Ct,3€o (1 ), (13) получают дифференциальное .уравнение A-«o(l +(1лТ)г.(1) Решение этого уравнения при граничных условиях Д Т О при г s Го дает выражение для нагрева электролита в зазора ( С внешней стороны рабочего профиля закреплены с определенным ша- гом пластины, обладающие эффектом запоминания формы, при многократном термоциклировании. В качестве материал а, обладающего эффектом з апоминания формы, выбраны сплавы никеляji титана. Каждая пластина.имеет различный эффект запоминания формы. Шаг между пластинами изменяется по направлению протекания электролита. Память на укрепленных с внешней стороны рабочего профиля 1 пластинах 2 (фиг.1) записывается следующим образом. Пластийе 2 придают определенную форму и фиксируют это состояние нагревом при требуемой температуре. Остыв, пластина 2 распрямляется и в таком Щ1де прикрепляется на внешней поверхности рабочего профиля 1 инструмента 3 (профиль обрабатываемой детали). Способ электрохимической размерной обработки осу|цествл5пот следующим образе. При пропускании тока через протекающий электролит температура последнего вдоль зазора изменяется, сущест- венным образом влияя на перераспре-. .. деление тока по длине рабочей поверхности, что и приводит к низкой точности обработки. На фиг.2 схематично показан про-. филь обрабатываемой детали 3 в случае использования электрода с. неподвиж-. ным профилем. В предлагаемом способе на внешней поверхности 1 электрода-инструмента расположены пластины 2, обладакндие памятью при многократном термоциклировании. При неравномерном вдоль рабочей поверхности разогреве электролита пластины 2 в соответствии с памятью изгибаются и придают рабочей поверхности форму (фиг.1), позволяющую добиться высокой точности обработки ; Благодаря выполнению пластин с различным эффектом запоминания формы и закреплением их с определенны шагом удается придать рабочему профилю требуемую форму и компенсирова перераспределение тока по длине меж электродного зазора. Практически для любого уровня температуры таКИМ образом подбирается оптимальная .форма рабочего профиля, что и обеспечивает высокую точность обработки. Изменение шага между пластинами по направлению протекания электроли та позволяет более существенным обр зом изменять форму рабочей поверхности на выходе из зазора. В качест ве примера сплава, обладающего памя тью, приведен сплав никеля и титана Достоинством этого сплава является помимо памяти высокая технологичност обработки. Количество циклических колебаний, выдерживаемых этим спла.вом, достигает 10 млн., т.е. долговеч ность электрода-инструмента не лимитирована. Коэффициент пропорциональности (Ь определяется экспериментально и зависит от электролита, свойств рабоче поверхности электрода, ее толщины и т.д. Высокие технико-экономические показатели способа достигаются тем, что оптимальную форму рабоче й поверр ности ищет сам электрод, не требуя сложных систем управления и соот.ветствующей корректировки. Память на пластинах 2 можно подобрать экспериментальным путем. При необходимости память на элементах 2.можно перезаписать термической обработкой Применение указанного электрода-инст румента при прошивке сложных профилей типа матриц штампов дает возможность получить экономический эффект на одном электрохимическом станке в сумме 30000 руб. Потребность промышленности в установках с подобными электродами не менее 50 шт. в год Пример. Обработку длинномерного канала ведут в 15%-ном водном растворе хлористого натрия при uU 15В, ширина межэлектродного промежутка В 0,3 см, общая длина канала 9,0 см. В этом случае С 867 кал/кг, град, if 1,1 г/см Расход электролита Q 10 , то щина рабочей части электрода 2,0 см величина межэлектродного зазора 8 0,03 см. В четырех сечениях межэлект.родного промежутка экспериментально измерены локальные плотности тока: 6и 2,6 см; in 16,0 А/см при - 4,2 см;-(4 29,0 А/см ; при Ц 6,2 см; i, 50 A/CMJ 64 8,1 см; 4 85 А/смГ Экспериментально определенный ко.эффиЦиент р равен 1,0, в этом случае согласно расчету по предлагаемой формуле в указанных сечениях разогрев, .электролита равен соответственно 4, Д Т2 8,, дТд 14, ДТ4 25°С, а рассчитанная величина шага между пластинами с эффектом памяти составляет Ь 0,21 см; h2 0,11 см; Нэ 0,06 см и ll 0,04 см при длине пластины с памятью 1,5 см, а толщине 0,2 см (см.фиг.З). В этом случае по сравнению с обработкой по известному способу получен практически равномерный съем вдоль канала. П р и м е р 2. Формообразование полости ведут в 15%-ном водном растворе хлористого натрия npHuU 8В. Радиус центрального отверстия .электрода-инструмента для прокачки электролита РО 0,15 см, наружный радиус электрода г 2,64 см, .-наружный радиус трубки для прокачки электрода 0,45 см, толщина рабочей части электрода 0,1 см, расход электролита GJ 60 , величина межэлектродного промежутка 8 - 0,025 см , об 0,р212/град,эео 0,1792 при Т 22,. В двух сечениях межэлектроднаго промежутка по формуле были рассчитаны перепады температуры: для Г 1,2 см, t 9,7 3 с / для г 1,95 см, йТ2 29,2°С. Экспериментально определенный коэффициент /5 равен 2,9, а рассчитанные величины шага между кольцами с эффектомпамяти соответственно h 0,29 см и h2. 0,09 см при ширине коль,ца 0,6 см и толщине 0,2 см (фиг. 4) . Таким образом, по сравнению с обработкой по известному способу получен практически равномерный съем вдоль межэлектродного промежутка..
20«о
аа5
А) е,ог
60
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Способ электрохимического прошивания мелких отверстий | 1989 |
|
SU1763114A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| Способ электроэрозионно-химического удаления заусенцев | 1990 |
|
SU1811448A3 |
| Способ размерной электрохимической обработки | 1980 |
|
SU935246A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Станок для электрохимической размерной обработки | 1985 |
|
SU1329926A1 |
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РА314ЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ, при котором рабочий профиль электрода-инструмента с гибкой р абочей частью корректируют непосредственно в процессе обрабртки благодаря использованию в его конструкции пластин с эффектом памяти формы отличающийся тем, что,.с целью повышения точности, в процессе обработки коррекцию рабочего профиля электрода-инструмента производят в зависимости от изменения температуры электролита по длине потока в межэлектродном промежутке, для чего обработку ведут электродом-инструментом, Вкотором пластины с эффектом памяти закреплены на гибкой рабочей части перпендикулярно направлению потока электролита в каждой его точке с шагом, задаваемым h.p/дТ, h шаг между пластинами с эфгде фектом памяти формы,. см( Р коэффициент пропорциональности, по1 азывающий измене(Л ние шага при увеличении температуры электролита в зазоре на 1°С, см/град; ДТ - разогрев электролита в межэлектродном промежутке за счёт джоулева тепла, град.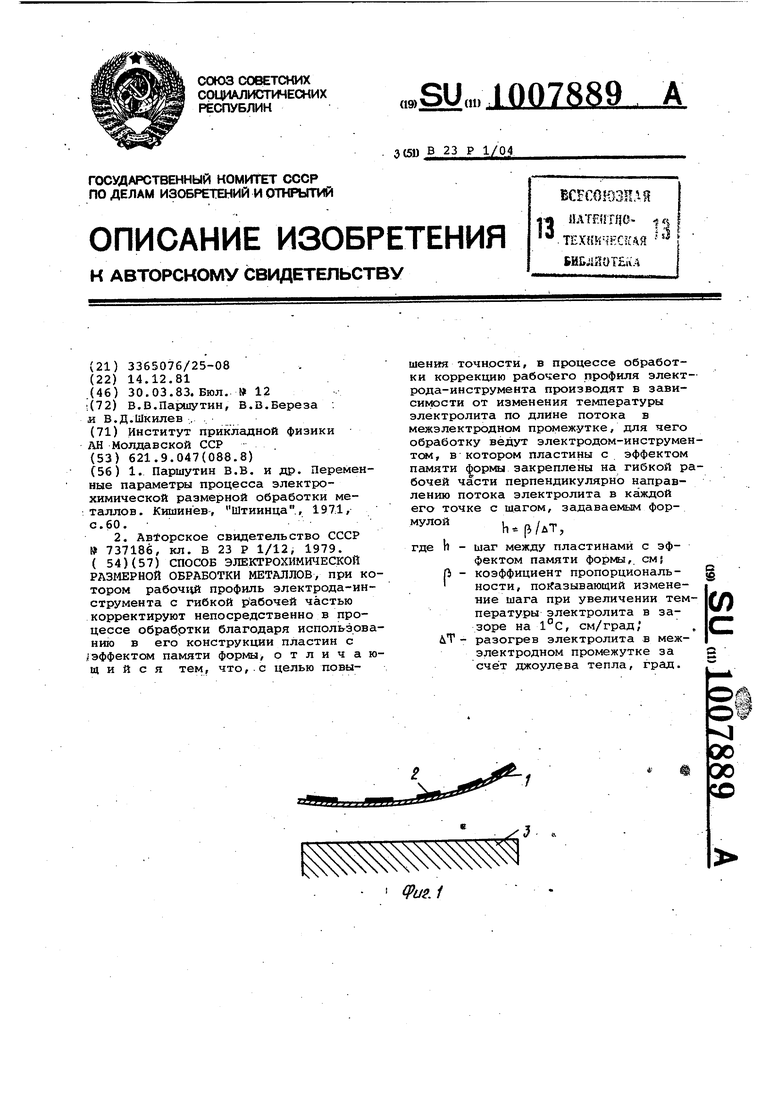
г/гУ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Паршутин В.В | |||
| и др | |||
| Переменные параметры процесса электрохимической размерной обработки ме: таллов | |||
| Кишинев, Штиинца, 19Т1, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электрод-инструмент | 1979 |
|
SU737186A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
