Изобретение относится к электрофизическим и электрохимическим методам обработки и касается электрохимической размерной обработки.
Цель изобретения - повышение точности формообразования путем интенсификации выравнивания неравномерности припуска в межэлектродном зазоре.
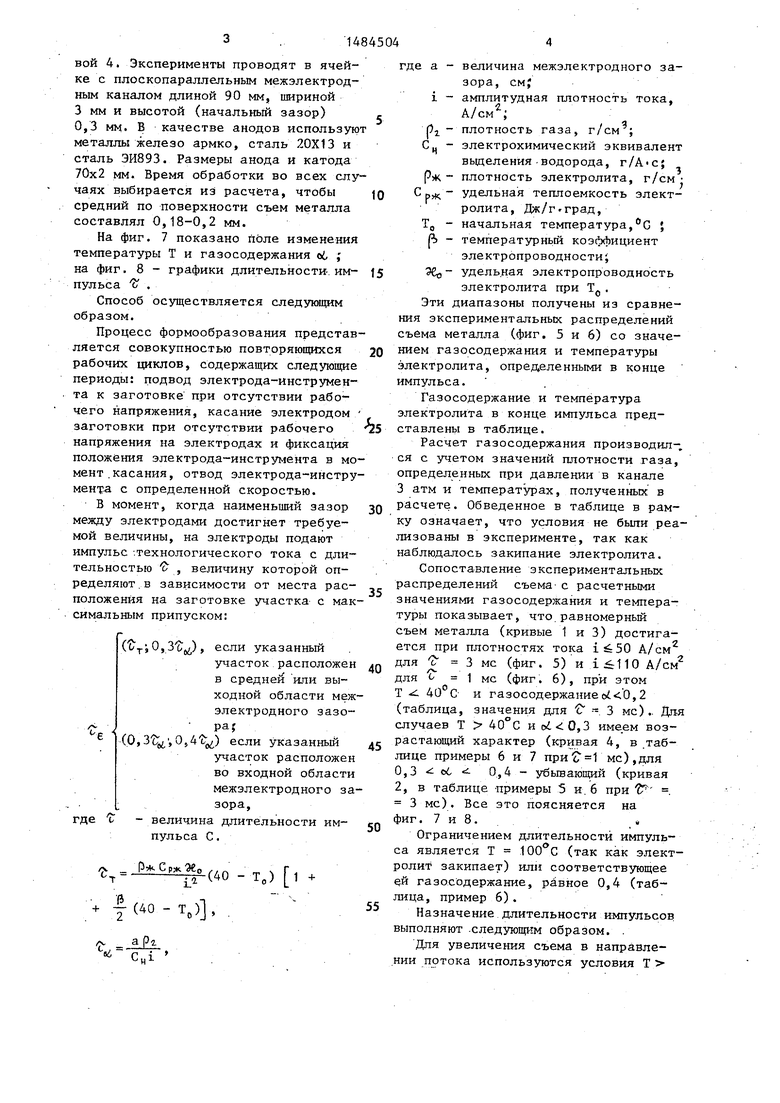
На фиг. 1 и 2 представлены схемы возможного распределения наибольшего припуска; на фиг. 3 и 4 - кривые распределения плотности тока по длине L. Показано увеличение плотности тока в направлении потока электролита V для случая, в котором участок с наибольшей величиной припуска расположен в средней или выходной областях (фиг. 1 и 3) и уменьшение плотности тока i, если такой участок расположен во входной области (фиг. 2 и 4).
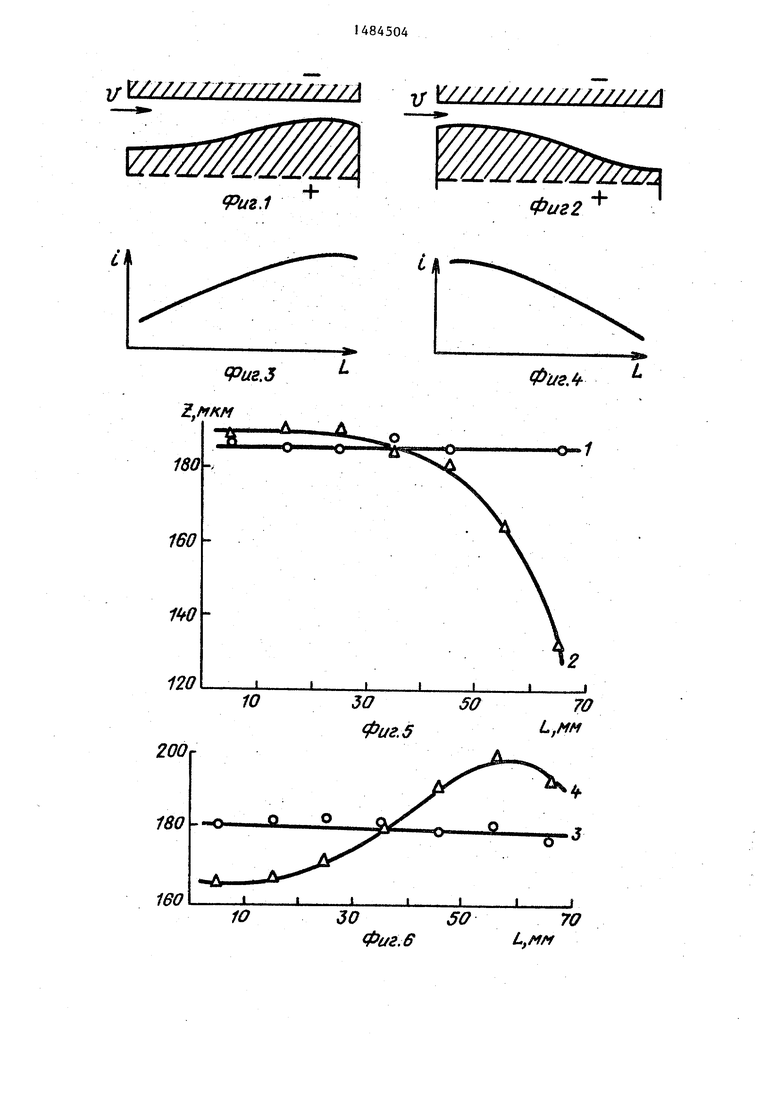
На фиг. 5 и 6 представлены экспериментальные зависимости съема металла по длине L образца при обработке в электролите NaCl с концентрацией
г
80
л
при температуре электролита Тр
20 С, средней скорости течения V и скважности импульсов
С. е: м
6 5Т
&..
Јь
00 4 СД
при различных длительностях импульса и плотностях тока.
На фиг. 5 показаны кривые длительности рабочего импульса t 3 мс, плотность тока i 10-50 А/см2 для кривой 1j i 110-140 А/см2 для кривой 2.
На фиг. 6 представлены кривые длительности рабочего импульса Ј 1 мс, плотность тока i 10-110 А/смг для кривой 3,1 140-180 А/см2 для кривой 4. Эксперименты проводят в ячейке с плоскопараллельным межэлектродным каналом длиной 90 мм, шириной 3 мм и высотой (начальный зазор) 0,3 мм. В качестве анодов используют металлы железо армко, сталь 20X13 и сталь ЭИ893. Размеры анода и катода 70x2 мм. Время обработки во всех случаях выбирается из расчета, чтобы средний по поверхности съем металла составлял 0,18-0,2 мм.
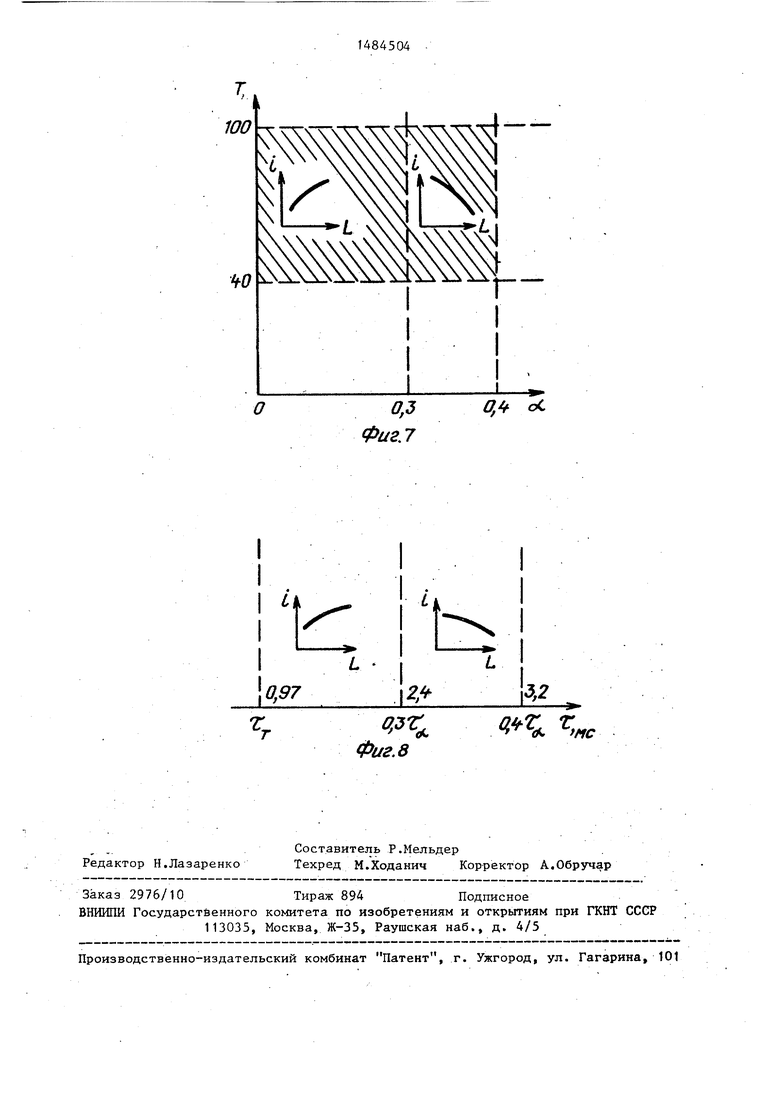
На фиг. 7 показано поле изменения температуры Т и газосодержания об , на фиг. 8 - графики длительности им- пульса t ,
Способ осуществляется следующим образом.
Процесс формообразования представляется совокупностью повторяющихся рабочих циклов, содержащих следующие периоды: подвод электрода-инструмента к заготовке при отсутствии рабочего напряжения, касание электродом заготовки при отсутствии рабочего напряжения на электродах и фиксация положения электрода-инструмента в момент касания, отвод электрода-инструмента с определенной скоростью.
В момент, когда наименьший зазор между электродами достигнет требуемой величины, на электроды подают импульс технологического тока с длительностью Ъ , величину которой определяют в зависимости от места расположения на заготовке участка с максимальным припуском:
Ъ
де
С&т , 0, 3) , если указанный
участок расположен Q в средней или выходной области межэлектродного зазора,
(0,3ty/, 0,4) если указанный 45 участок расположен во входной области межэлектродного зазора,
- величина длительности им- со пульса С.
о- Р сР:кЗе0 (;о
ст
Т0) 1 +
+ Ј(40 -Т,),
Ј аР Cui
величина межэлектродного зазора, CMJ амплитудная плотность тока,
плотность газа, г/см ; электрохимический эквивалент
выделения водорода, г/А-с; плотность электролита, г/см
Q
5
0 5
0
5
Q
5
о
5
1 р
- удельная теплоемкость электролита, Дж/г.град,
Т0 - начальная температура,0С } ft - температурный коэффициент электропроводности;
ЭС,, - удельная электропроводность электролита при Т0.
Эти диапазоны получены из сравнения экспериментальных распределений съема металла (фиг. 5 и 6) со значением газосодержания и температуры электролита, определенными в конце импульса.
Газосодержание и температура электролита в конце импульса представлены в таблице.
Расчет газосодержания производил-, ся с учетом значений плотности газа, определенных при давлении в канале 3 атм и температурах, полученных в расчете. Обведенное в таблице в рамку означает, что условия не были реализованы в эксперименте, так как наблюдалось закипание электролита.
Сопоставление экспериментальных распределений съема с расчетными значениями газосодержания и температуры показывает, что равномерный съем металла (кривые 1 и 3) достигается при плотностях тока 1650 А/см2 для Ј 3 мс (фиг. 5) и А/см2 для с 1 мс (фиг. 6), при этом Т Ј. 40°С и газосодержание ,2 (таблица, значения для С 3 мс) . Для случаев Т 40 С и ,3 имеем возрастающий характер (кривая 4, в таблице примеры 6 и 7 мс),для 0,3 об z- 0,4 - убывающий (кривая 2, в таблице примеры 5 и 6 при 1Г 3 мс). Все это поясняется на фиг. 7 и 8.«
Ограничением длительности импульса является Т 100° С (так как электролит закипает) или соответствующее ей газосодержание, равное 0,4 (таблица, пример 6).
Назначение длительности импульсов выполняют следующим образом.
Для увеличения съема в направлении потока используются условия Т
-40с
oL с. 0,3, что определяет
интервал (ьг; 0,).
Для уменьшения съема в направлении потока используют условие 0,3 оЈ 1 0,4, что дает интервал (0,, 0,4ЈJ.г
Использование способа позволяет увеличить точность формообразования за счет повышения локализующих возможностей процесса, т.е. за счет ускорения обработки в зоне максимального припуска. Тем самым уменьшается количество труда, затрачиваемого на слесарную доводку деталей.
Формула изобретения
Способ размерной электрохимической обработки с использованием дискретной системы слежения за величиной межэлектродного зазора, при котором выполняют периодическое ка сание электрода-инструмента с заготовкой при отсутствии технологического тока и производят подачу тока при отводе электрода-инструмента после достижения заданного межэлект- родного зазора, отличающий- с я тем, что, с целью повышения точности формообразования путем интенсификации процесса выравнивания неравномерностей припуска, величину
,
4845046
длительности импульса выбирают в зависимости от места расположения на заготовке участка с наибольшей величиной припуска и устанавливают значение длительности импульса в интервале (т, 0,3), если указанный участок расположен в средней или выходной области межэлектродного промежутка, и в интервале (0,3 0,41), если указанный участок расположен во входной области межэлект- родного промежутка,
Р СржЗеЛАО - Т0)
10
15
где
Јт {
0 И + f-(40 - T0)J,
0
5
0
ьн
Р)Рг плотность электролита и газа соответственно;
ЭЈ0- удельная электропроводность электролита при температу- Ре Т0,
- удельная теплоемкость электролита;
РЗ - температурный коэффициент электропроводности;
а - величина межэлектродного зазора;
i - амплитудная плотность тока Сц - электрохимический эквивалент выделения водорода.
Р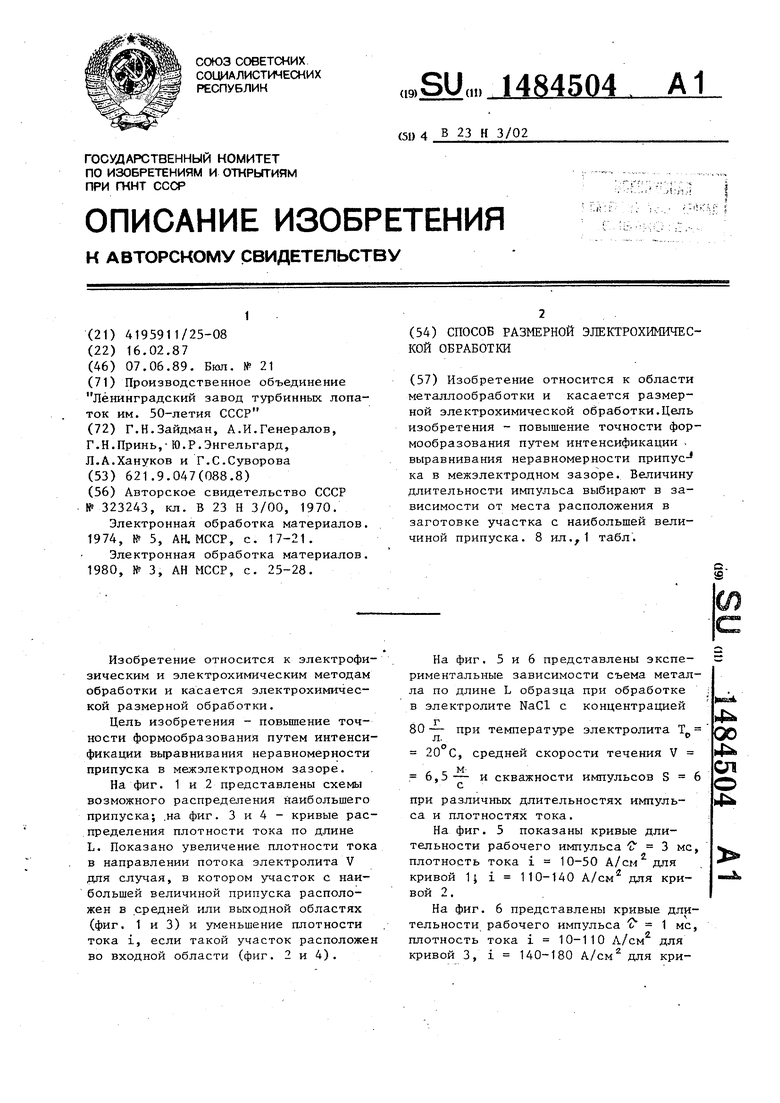
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ размерной электрохимической обработки | 1985 |
|
SU1255329A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УБЫВАЮЩЕЙ ЗАВИСИМОСТЬЮ ВНЕШНЕГО ДИАМЕТРА ОТ ДЛИНЫ | 2000 |
|
RU2176579C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
Изобретение относится к области металлообработки и касается размерной электрохимической обработки. Цель изобретения - повышение точности формообразования путем интенсификации выравнивания неравномерности припуска в межэлектродном зазоре. Величину длительности импульса выбирают в зависимости от места расположения в заготовке участка с наибольшей величиной припуска. 8 ил, 1 табл.
10
30
60
80
120
150
200
250
300
0,013 0,040 0,080 0,108 0,167 0,212 0,286 0,360 0,423
гг Г///////////7//////Л гг K//////////////////I
А
Фиг.1
Фиг.З 2,мкм
180 160
ПО 120
10
200Г
Ю
305О70
Фиг.6L,MM
Фиг2
ФигА
&-1
II
I t
О,Ь оС
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU323243A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электронная обработка материалов | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Электронная обработка материалов | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
