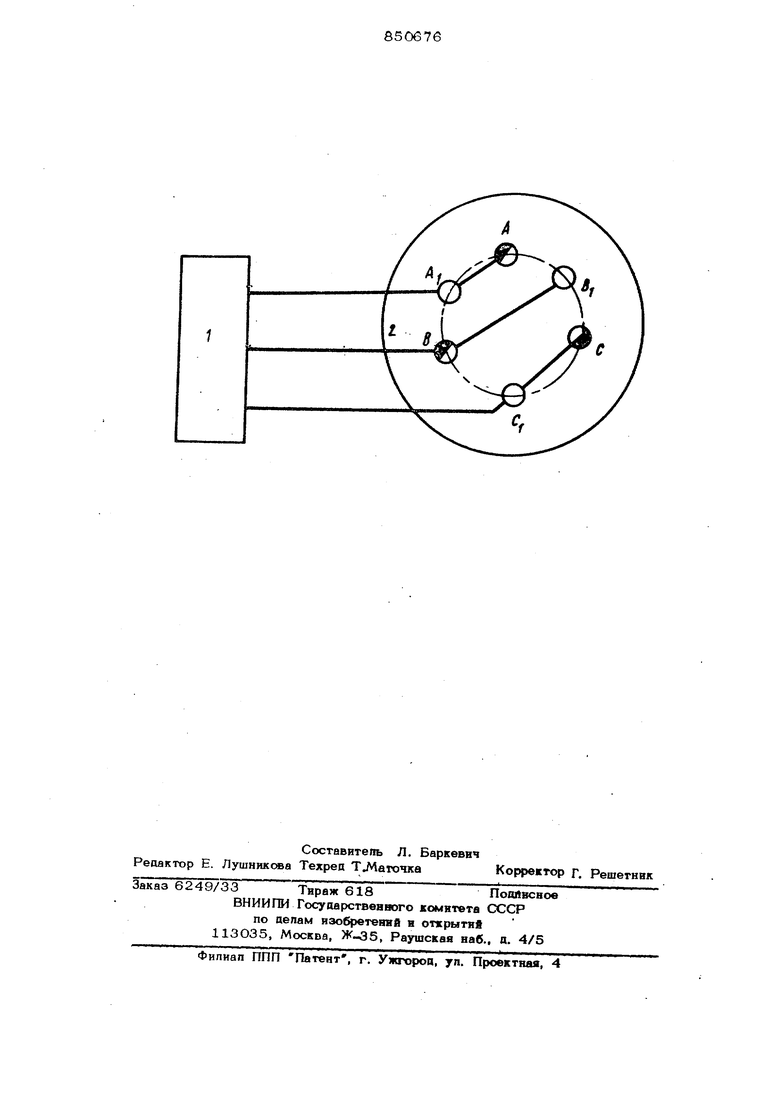
38 Указанная цель Достигается тем, что В:футеровке многофазной эпектропечи соз- аают эпектрическое попе, равное но вепи- чине и противоположное но фазе нпвеценному электрическому попю. Начертеже изображена схема реализации преапоженного способа. При протекании тока по электродам многофазной эпектропечи в футеровке наводится переменная ЭЛС, фаза которой в каждой точке футеровки зависит от порядка чередования фаз тока, протекающего в электродах. В результате этого в футе,ровке протекают вихревые токи, величина ко1орых определяется эпектросопротивлекием материала футеровки. В обпасти .низ ких температур футеровка обладает значи тельным эпектросопротивпением, и,следовательно, вихревые токи в ней малы. При увегсичении температуры оно резко снижается по экспоненциальному закону. В выс;окотемп9ратурных агрегатах, например Электродуговых сталеплавильных печах, футеровка разогрета неравномерно по тол щине. Обычно наиболее высокой темпера- Турой обладает замкнутая поверхность фу теровки, обращенная внутрь печи. Вслед- стБие малой толщины перегретого поверхностного слоя (до 5 мм) плотность протекающего в нем тока велика. Выделяемо вихревыми токами в поверхностном слое футеровки джоулево тепло дополнительно его разогревает, еще более снижая электросопротивление и увеличивая величину и плотность тока. В связи с низким коэффициентом теплопроводности огнеупоров это тепло концентрируется в поверхностном слое футеровки. При достижении температуры, превышающей температуру плав ления материала поверхностного слоя фу- теровки, он оплавляется и стекает. Далее подобным образом работают Епецующие футеровки. Это явление усугубляется в электроду говых сталеплавильных печах, в которых поверхностный слой футеровки; насыщен (жиспамй железа до 40-60% и обладает более низкими электросопротивлением и температурой плавления, чем остальная масса футеровки. При наложении на возникающее в поверхностном слое футеровки электрическое попе равного ему по величине и противопопожного по фазе электрического лопя, что достигается обратным черепова нием фаз компенсационного устройства, вихревые токи взаимно уничтожаются. 64 .ВспецстЕ ие снятия составляющей изоса фуге|:)овки за счет вихревых токов, аводимых в ее поверхностном слое, поышается стойкость футеровки, В схему для реализации способа вхопит печной трансформатор 1 и электрогсечь 2, которая имеет основные электроды А, иС идопопнитольныеэпектроды A,Gf иВ, Предлагаемый способ опробован на трехфазной электродуговой печи емкостью 5О кг с трансформатором мощностью 5О кВА. Диаметр ванны и диаметр распада электродов составляют соответственно 1300 и 6ОО мм, диаметр электродов 75 мм. Вторичные ток и напряжение в процессе плавки находятся в пределах 0,35-1,0 кА и 45-125 В соответственно. В печи помимо трех основных электродов А, В С были установлены три дополнительных ., С и В того же типоразмера. Соединенных с трансформатором по схеме, обеспечивающей обратное чередование фаз по отношению к основным электродам. Таким образом, эпектрическое поле, наведенное в поверхностном спое футеровки системой дополнительных эпектро- дов, компенсировало электрическое поле, наведенное основными электродами, устраняя фактор износа футеровки. На 10 опытных плавках измеренный износ футеровки в среднем в 1,6 раза меньше о&гчно наблюдаемого при данном электрическом режиме. Ожидаемый экономический эффект от применения способа увеличения стойкости футеровки на дуговой электропечи емкостью 1ОО т за счет снижения расхода огнеупоров и увеличения производительности агрегата при удлинении межремонтных периодов составит 0,42 руб/т. Формула изобретения Способ увеличения стойкости футеровки многофазных электропечей, включающий пропускание электрического тока через футеровку, отличающийся тем, что, с целью уменьшения воздействия на футеровку электрического тока, наводимого в ее поверхностном слое от токов, протекающих в электродах печного агрегата, в футеровке создают электрическое попе, равное по величине и противоположное по фазе наведенному электрическому полю. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N9 503916, кл. С 21 С 5/52, 1976. 2.Авторское свидетельство СССР N9 41ОО97, кп. С 21 С 5/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ увеличения стойкости футеровки трехфазных электропечей | 1980 |
|
SU901289A1 |
| Дуговая сталеплавильная печь | 1980 |
|
SU901783A1 |
| Кожух электродуговой печи для плавки огнеупоров | 1987 |
|
SU1495618A1 |
| Способ защиты футеровки металлургических печей | 1980 |
|
SU905597A1 |
| Охлаждаемый свод электропечи | 1974 |
|
SU683318A1 |
| Способ выплавки стали | 1982 |
|
SU1032024A1 |
| Устройство для защиты огнеупорной футеровки свода металлургической печи | 1987 |
|
SU1444610A1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА КИСЛОРОДОМ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1992 |
|
RU2088673C1 |
| Способ защиты футеровки конвертеров и других сталеплавильных агрегатов с продувкой сверху через водоохлаждаемую изолированную от металлоконструкций и земли фурму | 1991 |
|
SU1836616A3 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |