(54) СПОСОБ ЗАЩИТЫ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ
1
Изобретение относится к черной металлургии, в частности к зашите футеровки Дуговых электросталеплавильных печей.
Известен способ охлаждения участков огнеупорного покрытия печи, находящегося в контакте со шлаком, заключаюшийся в охлаждении покрытия газом, содержаш,им капли воды, который с большой скоростью циркулирует в охлаждающих змеевиках, заделанных в покрытие 1.
Недостатком этого способа является малая эффективность охлаждения вследствие низкой теплопроводности футеровки и низ,кого давления газа, содержащего капли воды - оно ниже давления в камере печи. Из-за присутствия воды в змеевиках не исключается возможность опасных последствий при контакте ее с расплавленным металлом и шлаком в случае повреждения системы охлаждения. Кроме того, футеровка печи получается довольно сложной по техническому исполнению.
Наиболее близким по технической сущности и получаемому эффекту к предлагаемому является способ аэродинамической защиты свода сталеплавильной печи, включаюПЕЧЕЙ
щий подачу газа через футеровку в местах ее максимального износа 2.
Недостатками этого способа являются повышенный износ футеровки за счет разрушения поверхностного слоя ее, находящегося в размягченном состоянии, струями сжатого газа, направленными по касательной к поверхности свода; увеличение энергетических потерь при вдувании в рабочее пространство печи большого количества холодного газа, что ведет к снижению произво10дительности и увеличению расхода электроэнергии на выплавку стали. Кроме того, такой способ применим к защите свода и не может быть применен к защите футеровки стен печи.
15
Цель изобретения - повышение стойкости футеровки за счет создания гарнисажного слоя на е рабочей поверхности и уменьщения глубины проникновения шлака в капилляры футеровки.
20
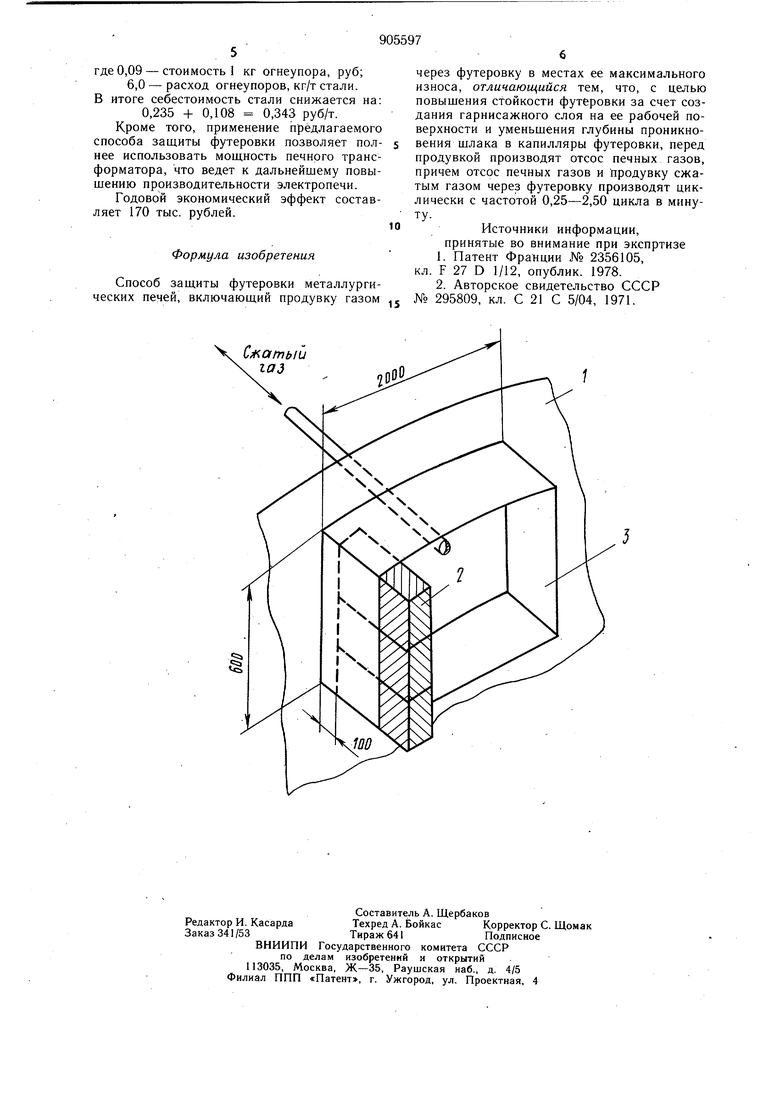
Поставленная цель достигается тем, что в способе защиты футеровки металлургических печей, включающем подачу газа через футеровку в местах ее максимального износа, циклически производят отсос печных газов и продувку сжатым газом через футеровку с частотой 0,25-2,5 цикла в минуту. Цикл включает отсос газов через футеровку и продувку сжатым газом через нее. Известно, что при расплавлении и в окислительный период плавки - стены дуговой электропечи покрыты жидкотекучим наносным слоем, температура начала плавления которого равна 1380-1600°С и который содержит до 40-80% окислов железа. Они, проникая в капилляры футеровки (пористость огнеупорных изделий достигает 20- 24% по объему), образуют легкоплавкие соединения. Таким образом, максимальный износ футеровки происходит в местах, наиболее приближенных к электродам в эти периоды плавки путем оплавления рабочего слоя ее. В предлагаемом способе в периоды и в зонах максимального износа производится отсос газов из рабочего пространства печи через поры и швы футеровки, что способствует охлаждению ее рабочей поверхности, учитывая, что температура печных газов ниже температуры рабочей поверхности футеровки на 400-500°С и увеличению толщины гарниссажного слоя, так как частички шлака, попадая на футеровку, прилипают к ней, охлаждаются потоком отсасываемых газов и при этом образовьшается шлаковая корочка, которая постепенно нарастает. При некоторой ее толщине наступает момент, когда температура рабочей поверхности шлаковой корочки (гарнисажного слоя) достигает температурь плавления и дальнейший рост ее прекращается. Для уменьшения глубины проникновения шлака в капилляры футеровки и получения отверстий в образовывающе.мся гарнисажном слое периодически производится продувка сжатым газом через футеровку, что способствует дополнительному ее охлаждению и увеличению толщины гарнисажного слоя. Частота 0,25-2,5 цикла в мин. выбрана исходя из практических результатов опытов, которые показывают, что при частоте меньше 0,25 цакла в мин, поры в рабочем слое забиваются шлаком и дальнейший отсос газов становится невозможным. При частоте больше 2,5 цикла в мин. эффективность способа снижается, так как за это время не успевает сформироваться шлаковая корочка (гарнисажный слой) на поверхности футеровки. Изобрете ше поясняется чертежом, где представлена камера, образованная участком кожуха печи 1, футеровкой 2 и газонепроницаемыми пластинами 3, служащая для равномерного распределения газа по защищаемому участку футеровки при отсосе и продувке. В кожухе печи предусмотрено отверстие для отсоса и подачи газа в камеру. В 100-тонной дуговой электрбпечи в районе максимального износа футеровки выполнена камера размером 2000x600x100 мм. через которую, в конце периода расправления и в окислительный период плавки, производился циклически отсос печных газов и продувка сжатым газом через поры и швы футеровки. Камера соединена с поршневым насосом, а отсос и продувка производятся через отверстие -100 мм. Насос работает в циклическом режиме - поршень совершает возвратно-поступательные движения с частотой 1,5 цикла в мин и приводится в движение реверсивным электродвигателем посредством червячной передачи. Давление в камере при отсосе печных газов и продувке сжатым газом было соответственно 0,4 и 2,8 атм. Применение предлагаемого способа защиты футеровки увеличивает стойкость футеровки на 20%, а производительность электропечи при этом увеличивается на 2%. По сравнению с известным предлагаем мый способ обладает следующими преимуществами: увеличивается стойкость футеровки за счет создания гарнисажного слоя на рабочей поверхности ее; поверхностный слой футеровки при продувке через нее сжатого газа предохраняется от пересыщения закисью железа, которая, попадая в капилляры футеровки, образует легкоплавкие соединения, тем самым, при продувке сжатым газом уменьшается износ футеровки; при отсосе и продувке сжатым газом через футеровку происходит охлаждение ее по всей толщине, при этом поверхностный слой не разрушается струями сжатого газа; снижаются энергетические потери, так как в предлагаемом способе в печь вдувается незначительное количество газа, который, проходя через футеровку, охлаждает ее и попадает в рабочее пространство печи при температуре, близкой к температуре печных газов, что способствует увеличению производительности печи и снижению удельного расхода электроэнергии на выплавку стали; такой способ защиты футеровки применим как для защиты футеровки свода, так и для защиты футеровки стен дуговой электропечи. Экономическая эффективность от применения способа определяется по формуле Э (Q - Q) - А, руб, где С себестоимость 1 т стали, полученной по известной технологии, руб/т; С, себестоимость стали, полученной с применением предлагаемого способа, руб/т; А - годовой объем производства стали, т. Себестоимость стали при увеличении производительности электропечей на 2% снижается на руб/Т где lz,0 - условно постоянные расходы по переделу, руб/т. При уменьшении износа футеровки на 20% себестоимость стали снижается на; 0,09 X 6,00 X 0,20 0,108 руб/т. где0,09 - стоимость кг огнеупора, руб; 6,0 - расход огнеупоров, кг/т стали. В итоге себестоимость стали снижается на: 0,235 + 0,108 0,343 руб/т. Кроме того, применение предлагаемого способа защиты футеровки позволяет полнее использовать мощность печного трансформатора, что ведет к дальнейшему повыщению производительности электропечи. Годовой экономический эффект составляет 170 тыс. рублей. Формула изобретения Способ защиты футеровки металлургических печей, включающий продувку газом
CiKatnbiu газ через футеровку в местах ее максимального износа, отличающийся тем, что, с целью повышения стойкости футеровки за счет создания гарнисажного слоя на ее рабочей поверхности и уменьшения глубины проникновения шлака в капилляры футеровки, перед продувкой производят отсос печных газов, причем отсос печных газов и продувку сжатым газом через футеровку производят циклически с частотой 0,25-2,50 цикла в минуту. Источники информации, принятые во внимание при экспртизе 1.Патент Фракции № 2356105, кл. F 27 D 1/12, опублик. 1978. 2.Авторское свидетельство СССР № 295809, кл. С 21 С 5/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2007 |
|
RU2350661C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2010 |
|
RU2430973C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 2007 |
|
RU2364632C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2008 |
|
RU2374329C1 |
| Способ внепечной обработки стали | 1991 |
|
SU1786107A1 |
| Способ защиты футеровки от износа в процессе выплавки стали в кислородном конвертере | 1989 |
|
SU1668406A1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2004 |
|
RU2269578C1 |
| Способ выплавки стали в дуговой электросталеплавильной печи | 2021 |
|
RU2757511C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ С КИСЛОЙ ФУТЕРОВКОЙ | 2021 |
|
RU2760903C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2016 |
|
RU2645170C1 |
