(54) СПОСОБ УВЕЛИЧЕНИЯ СТОЙКОСТИ ФУТЕРОВКИ ТРЕХФАЗНЫХ ЭЛЕКТРОПЕЧЕЙ
1
Изобретение относится к металлургии в частности к футеровкам. трехфазных электросталеплавильных печей.
Известен способ увеличения стойкости футеровки многофазных электропечей, включающий создание в футеровке ддёктрического поля, равного по величине и противоположного по фазе наведенному полюЩ .
Недостатком известного способа является сложность его осуществления, что связано с необходимостью установки в печи дополнительных электродов, обеспечивающих обратное чередование фаз по отношению к основным электродам.
Наиболее близким по технической сущности к предлагаемому является способ увеличения стойкости футеровки металлургических печей, включающий пропуска ние электрического тока напряжением ЗО-40 В в процессе плавки вдоль рабочей поверхности футеровки. Электрический ток, проходя через рабочую зону футеровки, поляризует и удерживает в своем поле ионы агрессивного шлакового расплава, уменьшая тем самым его воздействие на огнеупор .
Недостатки известного способа заключаются в том, что он применим только для части футеровки, соприкасающейся со шлаком, кроме того, при наложении электрического поля, наведенного в футеровке многофазной электропечи, возникает элект родинамическая сила, направленная перк10пендикулярно к поверхности футеровки. Эта сила может способствовать повы- шению капиллярного давления и увеличению глубины .капиллярной пропитки материала огнеупора разрушающими его
15 окислами.
Цель изобретения - уменьшение то.-кое, наводимых в рабочем слое футеровки токами, протекающими в электродахПоставленная цель достигается тем,
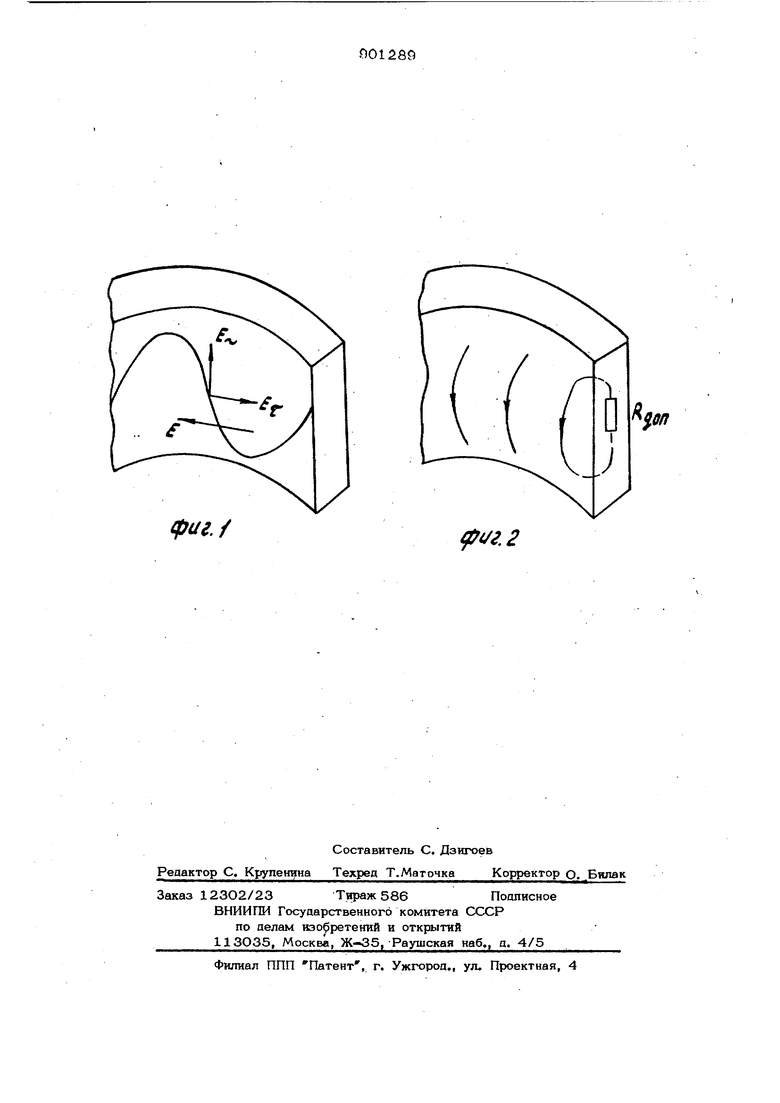
20 что в способе увеличения стойкости фу- . теровки трехфазных электропечей, включающем пропускание тока через футеров-| ку в процессе плавки, регулируют распреаеление токов в футеровке путем наложения постоянного напряжения смеща НИН, направленного в сторону, обратную направлению чередования фаз, и равного по величине тангенциальной составляющей наведенной на поверхности футеровки ЭДС. На фиг. 1 и 2 представлена иллюстрация предлагаемого/ способа. В трехфазной электропечи наведен-, ная в футеровке под действием вращаю щегося магнитного поля ЭДС распределена на поверхностном проводящем слое футеровки по синусоидальному закону (фиг. 1). Наличие постоянной разности фаз между ЭДС, наведенными в различных точках футеровки, обуславливает существование постоянной тангенциально Е и переменной по образующей поверхности футеровки Е , составляющих наведенной ЭДС. При таком распределении ЭДС ток, текущий на поверхности футеровки и вызываемая им электродинами ческая сила максимальны ввиду высокой проводимости нагретого до 1700-1850 поверхностного слоя футеровки. Указанная электродинамическая сила действует в том же направлении, что и капиллярные силы, обусловленные поверх ностными эффектами, и способствуют уэе личению глубишз капиллярной пропитки материала огнеупора жидкой фазой с его поверхности. Капи.гшярная пропитка увеличивает скорость износа огнеуйора. Наложение постоянного напряжения смещения Е, направленного в сторону, обратную направлению чередования фаз, и равного по величине тангенциальной составляющей наведенной на поверхности футеровки ЭДС, осуществляют с помощью вводимых в футеровку потенциальных зон дов. На зонды от схемы сравнения подае ся постоянное напряжение в противофазе с напряжением, изм.еренным между зондами. При этом происходит уничтожение тангенциальной составляющей наводимой ЭДС, и токи в футеровке замыкаются че рез ее глубинные слои, имеющие более низкую,, чем поверхностный слой проводимость, обусловленную более низкой их температурой, что равносильно включению в цепь дополнительного сопротивления . (фиг. 2). Наличие дополнительного сопротивления уменьщает величину протекающего по поверхности футеровки тока, и, слецовательно, величину электро- динам1счоскоп силы, направленной в глубину футеро1жи перпендикулярно к ее поверхности. При этом уменьшается влияние электродинамической силы на капиллярную пропитку футеровки разрущаюшими ее окислами, и следовательно, увеличивается стойкость футеровки. Пример, Способ опробован на трехфазной печи емкостью 50 кг с трансформатором мощностью 50 кВА. В футеровке печи напротив электродов устанавливают потенциальные зонды в виде силитовых стержней диаметром 12 мм , выходящих на поверхность футеровки. Устройство питания и коммутации позволяет подавать на потенциальные зонды напряжение, равное по величине и в противофазе с ЭДС, измененной этими же потенциальными зондами. Значения по следней находятся в пределах 0,4-1,5 В. На 10 опытных плавках скорость износа футеровки в -среднем на 30% меньше, чем по известному способу при данном электрическом режиме. При увеличении стойкости футеровки на ЗО% производительность электропечи увеличивается на 2% (за счет сокращения простоев на холодных ремонтах и увеличения уровня вводимой в печь мощности). При увеличении производительности печи на 2% себестоимость стали снижает, ся на 0,235 руб/т. При увеличении стойкости футеровки на ЗО% себестоимость стали снижается на 0,162 руб/т. В итоге себестоимость снижается на 0,397 руб/т. Формула изобретения Способ увеличения стойкости футеровки трехфазных электропечей, включающий пропускание тока через футеровку в про. цессе плавки, отличающийся тем, что, с целью уменьщения токов., наводимых в поверхностном слое футеровки токами, протекающими в электродах, регулируют распределение токов в фугеровке путем наложения постоянного )1апряжения смещения, направленного в сторону,. обратную направлению чередования фаз, и равного по величине тангенциальной составляющей наведенной на поверхности футеровки ЭДС. Источники информации, принятые во внимание при эксперти зе 1,Авторское свидетельство СССР по заявке № 2775098, кл. С 21 С 5/52, 1979. 2.Авторское свидетельство CCCJlF No 41О097, кл. С 21 С 5/0-1, 1074.
.f
(г.2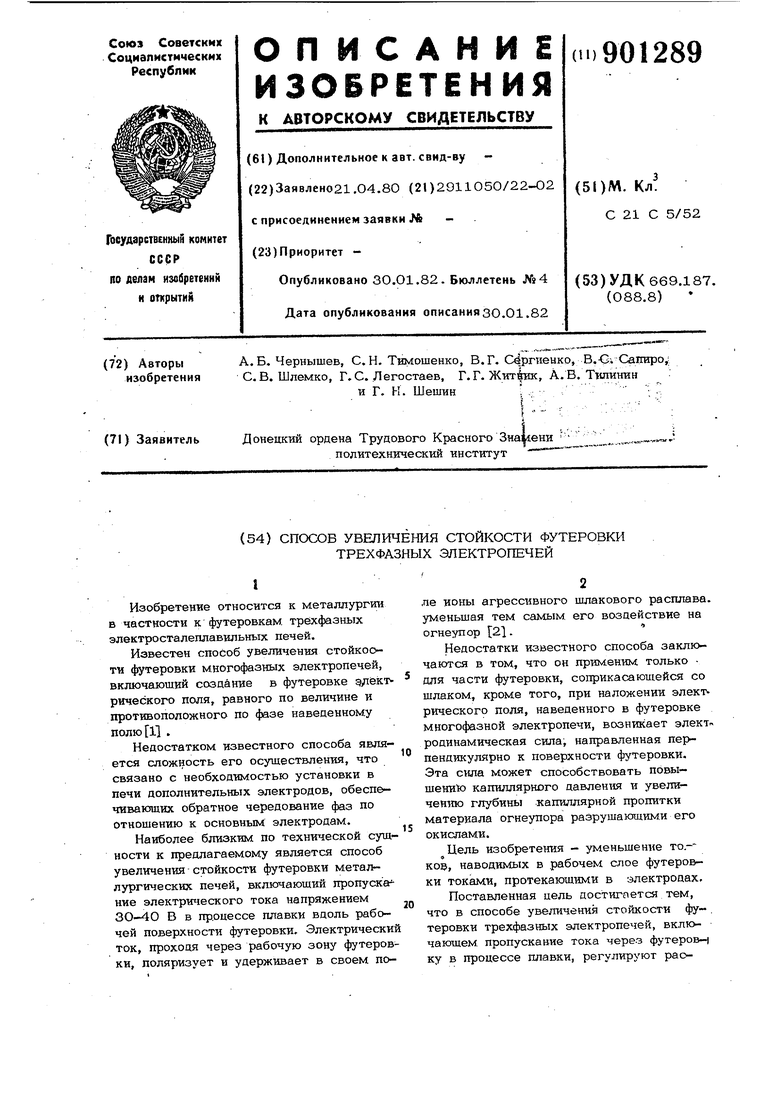
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ увеличения стойкости футеровкиМНОгОфАзНыХ элЕКТРОпЕчЕй | 1979 |
|
SU850676A1 |
| Дуговая сталеплавильная печь | 1980 |
|
SU901783A1 |
| Способ защиты футеровки металлургических печей | 1980 |
|
SU905597A1 |
| Устройство для защиты огнеупорной футеровки свода металлургической печи | 1987 |
|
SU1444610A1 |
| Устройство для управления электрическим режимом трехфазной дуговой электропечи | 1980 |
|
SU924924A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2016 |
|
RU2645170C1 |
| Способ повышения стойкости огнеупорной футеровки металлургической печи | 1977 |
|
SU789673A1 |
| Способ вакуумирования жидкой стали | 1980 |
|
SU954440A1 |
| Способ нанесения заправочного слоя на футеровку сталеплавильного агрегата | 1983 |
|
SU1148877A1 |
| РУДНО-ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ | 1994 |
|
RU2090809C1 |